硫浮选新药剂在罗河选矿厂的应用
2015-03-09 06:52王小玉
现代矿业 2015年7期
王小玉
(马钢集团罗河矿业有限责任公司)
硫浮选新药剂在罗河选矿厂的应用
王小玉
(马钢集团罗河矿业有限责任公司)
针对安徽马钢集团罗河矿业有限责任公司罗河选矿厂存在硫浮选车间黄药气味大,工人易产生头晕、流泪等症状,乙黄药随尾矿排放到周边环境,造成环境污染等问题。采用北京矿冶研究总院与山东栖霞通达选矿药剂有限公司联合开发的新药剂AT708及BK211,进行硫浮选工业试验。结果表明:采用选硫新药剂AT708及BK211所获得的选硫指标比采用现场原有药剂乙黄药及2#油所得到的选硫指标略好,新药剂所需药剂用量大幅度下降,选硫新药剂成本与传统药剂成本基本相当,消除了传统选硫药剂对环境的影响,具有推广价值。
选硫新药剂 工业试验 AT708 BK211
安徽马钢罗河矿业有限责任公司罗河选矿厂设计年处理原矿300万t,选别作业采用浮选—弱磁选—强磁选—重选工艺流程,年生产铁品位65%以上的铁精矿100万t、硫品位39.64%的硫精矿 30万t[1]。建厂以来,罗河选矿厂围绕“技术改造,降低选矿药剂成本,减少环境污染”作了大量的工作。2013年以前,罗河选矿厂在选硫作业中采用硅酸钠作为分散剂,不但药剂成本高,而且最终尾矿沉降困难,通过技术攻关,实现了仅添加乙黄药和2#油选硫,在保证选硫指标达标的前提下,大大降低了选硫药剂成本[2],但生产过程中长期存在的硫浮选车间黄药气味大,工人易产生头晕、流泪等症状,乙黄药随着尾矿排放到周边环境,造成环境污染一直未得到解决。为此,该选厂采用北京矿冶研究总院与山东栖霞通达选矿药剂有限公司联合开发的高效、无毒、无异味选硫新药剂AT708及BK211进行了实验室试验,获得了较好的指标。在实验室试验获得成功的基础上,罗河选矿厂相关技术人员与北京矿冶研究总院的科研人员于2013年12月在罗河选厂浮选车间进行了为期一个月的选硫工业试验,以确定是否可以实现工业化生产。
1 矿石及药剂性质
1.1 矿石性质
罗河选矿厂采出矿石中的有价元素主要是铁,铁主要以磁铁矿、假象赤铁矿形式存在,其次赋存在赤铁矿、褐铁矿、黄铁矿中;脉石矿物主要是透辉石、长石、石英、硬石膏等。矿石以自形-半自形晶体结构为主,其次有他形晶状结构、交代假象结构、交代网状或网脉状结构和交代残余结构。
对原矿进行化学多元素分析、硫物相分析及铁物相分析,结果分别见表1、表2、表3。
表1 原矿化学多元素分析结果 %
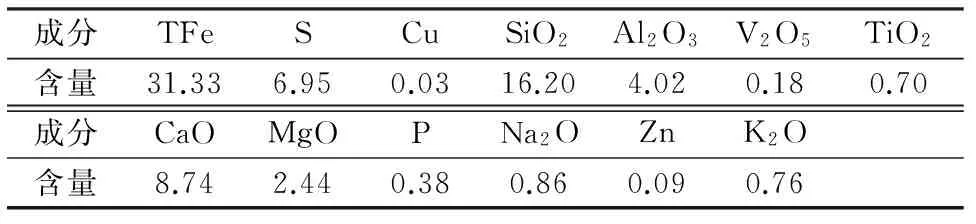
成分TFeSCuSiO2Al2O3V2O5TiO2含量31.336.950.0316.204.020.180.70成分CaOMgOPNa2OZnK2O含量8.742.440.380.860.090.76
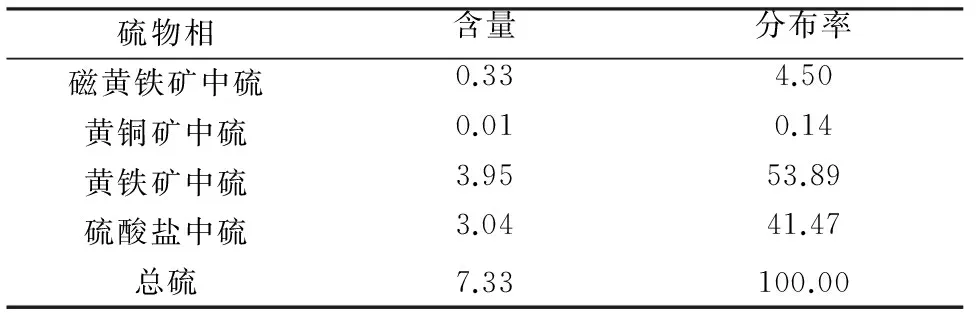
表2 原矿硫物相分析结果 %
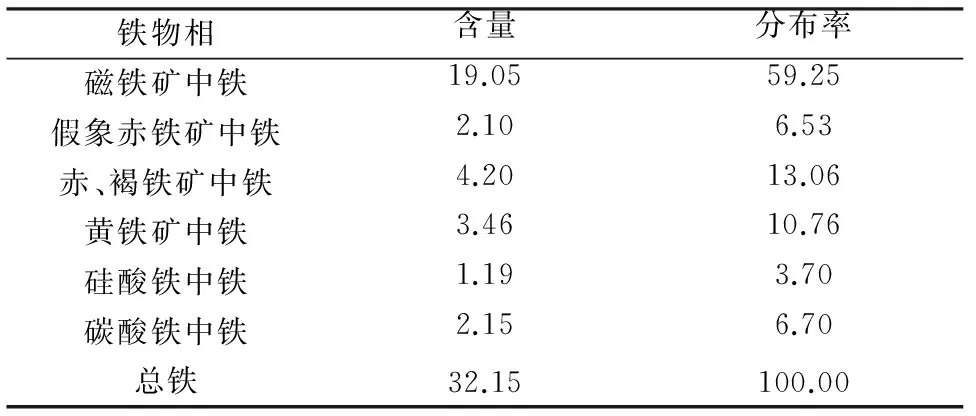
表3 原矿铁物相分析结果 %
1.2 药剂性质
AT708为AT系列产品,是由北京矿冶研究总院与山东栖霞通达选矿药剂有限公司联合开发的针对黄铁矿的有效捕收剂。该药剂为棕黄色液体,密度1.18g/cm3左右,具有合成工艺简单、气味小、性能稳定、捕收能力强、选择性好等优点。
BK211为BK系列产品,是由北京矿冶研究总院开发的一种硫化矿浮选起泡剂。该药剂为石油化工副产品合成产物,浅黄色油状液体,密度 0.90g/cm3左右,具有起泡速度快、起泡能力强、泡沫脆散性能好等特点。
2 试验结果与讨论
罗河矿业有限公司选矿厂硫浮选共有2个系列,工艺流程相同,单系列处理能力为4 000t/d。为了进行选硫效果的比较,新药剂工业试验在Ⅰ系列选硫系统进行,Ⅱ系列仍用乙黄药及2#油选硫,2个系列处理同样的矿石、同时生产。
2.1 工业试验工艺流程
采用新药剂、原药剂选硫生产工艺流程分别如图1、图2所示。
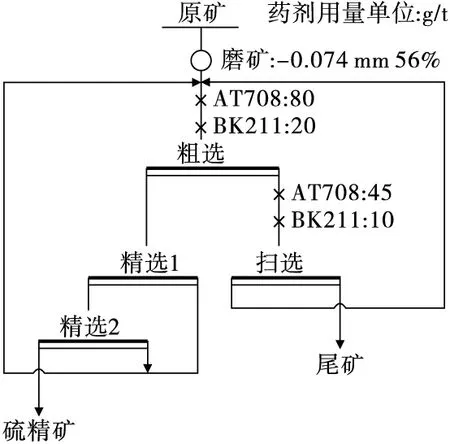
图1 采用新药剂生产工艺流程
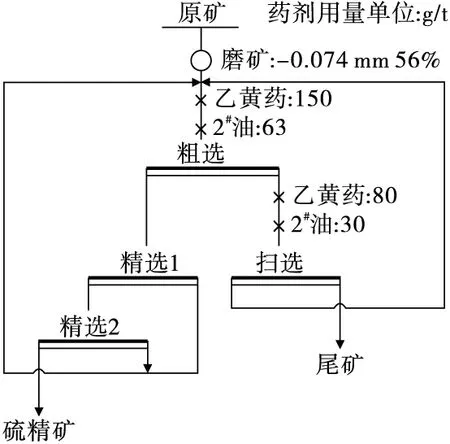
图2 采用原药剂生产工艺流程
2.2 工业试验结果
工业试验于2013年12月2日开始,2013年12月31日结束。试验共分为3个阶段:第一阶段(4—13日)为调试阶段。工业试验过程中,发现新药剂产生的泡沫比黄药及2#油的泡沫黏,现场的冲洗水无法及时将泡沫冲走,导致泡沫量较少,硫浮选尾矿硫含量偏高。对现场的泡沫冲洗水管进行了改造。第二阶段(14—17日)为设备故障频发、生产不稳定阶段。水管改造完成后,各作业浮选泡沫流动较改造完成之前顺畅许多,硫浮选指标也随之改善;该阶段采出原矿性质波动较大,生产不稳定。第三阶段(18~31日)为较稳定的工业试验阶段。表4为稳定工业试验阶段,现场30个班的硫浮选综合试验指标。
表4 新药剂与原药剂工业试验指标对比 %
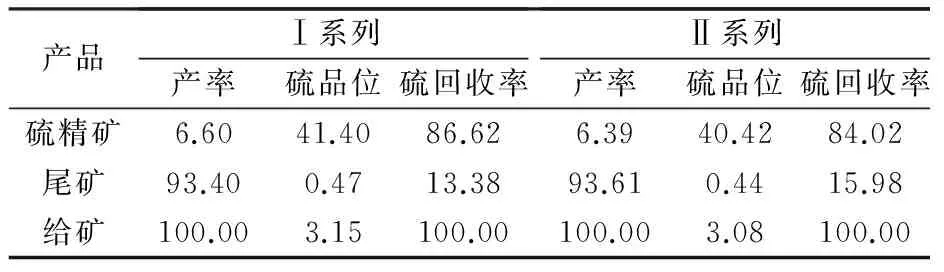
产品Ⅰ系列产率硫品位硫回收率Ⅱ系列产率硫品位硫回收率硫精矿6.6041.4086.626.3940.4284.02尾矿93.400.4713.3893.610.4415.98给矿100.003.15100.00100.003.08100.00
由表4可知,经过一个月的工业调试,采用选硫新药剂AT708及BK211,Ⅰ系列获得的硫精矿硫品位和回收率较Ⅱ系列分别高0.98和1.40个百分点。采用选硫新药剂AT708及BK211的浮选指标优于采用黄药及2#油时的指标。
2.3 新药剂的优势
采用硫浮选新药剂与原药剂工业试验药剂用量对比如表5所示。由表5可知,捕收剂AT708用量仅为乙黄药的54%左右,起泡剂BK211用量不到2#油用量的1/3。采用新药剂选硫,可以大大降低药剂用量。AT708及BK211均为液态,加药时直接添加原液,无需配药;乙黄药为固体粉末,使用前必须先配成溶液,需有配药工序,增加了工人工作量。此外,新药剂具有无毒、无异味等优点,现场工人接受度高,对环境影响较小。

表5 新药剂与原药剂用量对比结果
3 结 论
采用选硫新药剂AT708及BK211在罗河选矿厂进行工业试验,结果表明:采用新药剂获得的选硫指标比采用现场原有药剂(乙黄药及2#油)略好,但是新药剂用量大幅度下降,选硫新药剂成本与传统药剂成本基本相当,并且杜绝了传统选硫药剂刺激性气味太大、污染环境等不足,新药剂药为液态,加药时直接添加原液,无需配药。
[1] 邵正民,陈佩富.浅谈安徽马钢罗河铁矿开发建设新模式[J].现代矿业,2009(12):62-64.
[2] 李 亮,蔡顺贵.罗河铁矿石浮选药剂制度优化[J].现代矿业,2012(9):16-19.
2015-05-18)
王小玉(1987—),男,主管,助理工程师,231562 安徽省庐江县。
猜你喜欢
矿山安全信息(2022年15期)2023-01-15
矿山安全信息(2022年23期)2022-11-24
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
陶瓷科学与艺术(2021年8期)2021-10-15
矿产综合利用(2020年1期)2020-07-24
中学生数理化·高一版(2020年2期)2020-04-21
钻井液与完井液(2019年4期)2019-10-10
世界有色金属(2018年9期)2018-01-31
世界有色金属(2018年9期)2018-01-31
山东工业技术(2017年3期)2017-03-16