
新型风电增速箱齿圈销孔制造工艺研究
2015-04-08 02:03施晓宽赵廼剑
制造技术与机床 2015年6期
边 境 施晓宽 赵廼剑
(①天津中德职业技术学院,天津 300350;②西门子机械传动天津有限公司,天津 300220)
增速齿轮箱是风力发电系统的一个重要组成装置[1],其作用是将叶轮转动产生的扭矩通过联轴器传递给齿轮箱,再通过齿轮箱内部齿轮副,使输出转速增大,并最终连接至发电机[2]。齿圈是连接箱体和扭力臂的核心部件,齿圈的刚度、销孔位置度误差和齿形齿向误差都会影响整个增速齿轮箱的使用寿命。针对销孔位置度这个工艺难点,本文提出了一种新型的齿圈加工方法,该方法一方面可以有效地保证销孔位置度,另一方面可以大大提高齿圈的生产效率,这对企业降低生产成本具有重要意义。生产成本。
1 工艺难点分析
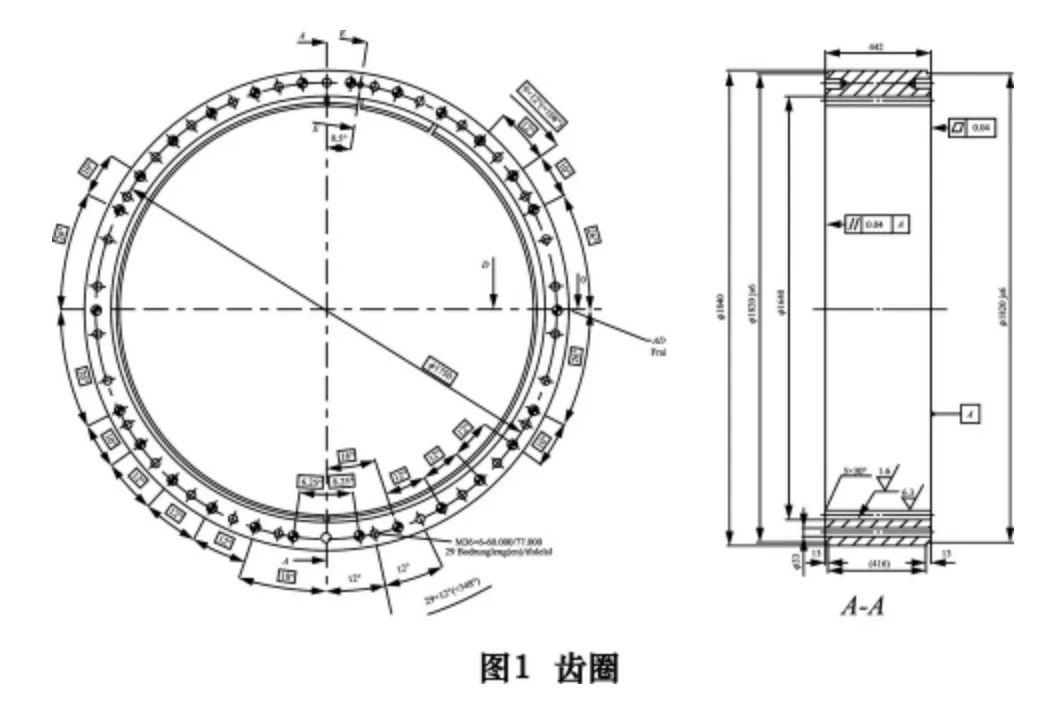
齿圈属于薄壁类零件,端面上分布着32 个φ30H7的销孔,两端面共有64 个销孔。为了使零件有良好的互换性,销孔对定位圆的位置度往往要求很高,该型号齿圈的位置度为0.08 mm,周边还分布着11 个φ33 mm 的通孔,如图1 所示。
目前国内大部分生产厂家均采用立式加工中心进行加工,设定专用工装将其固定在十字工作台上[3]。这样虽然可以保证销孔的位置度,但由于齿圈两面均有销孔,工人还需要将工件进行人工翻转,重新定位找正,然后完成整个齿圈销孔的加工。该方法造成工人的劳动强度增大,企业生产效率降低,进而直接增加了
2 新型的齿圈销孔加工方法
2.1 机床的选择和工装的设计
本文采用Heckert 卧式加工中心进行齿圈销孔的加工,目的是充分利用旋转工作台B 轴的快速转换优势。该机床的另一个特点是具有两个工作台,一个工作台在机床内部进行加工,另一个工作台在机床外部进行备料。这样的方式可以减少占用机床的有效工作时间。卧式加工中心比较适合大型工件的加工,目前风电设备的齿圈均属于大直径零件,其外径可达φ1710 mm,重量为1200 kg,甚至更大。
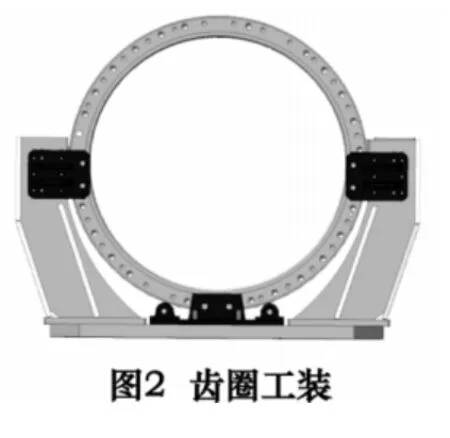
针对卧式加工中心的特点,专门设计了一副齿圈工装,如图2 所示。该工装左、右、下有3 个挡板,用于固定齿圈,并用6 个螺栓进行锁紧;下面为齿圈的支撑部分,用于支撑齿圈全部重量;底板采用经过调质的42Cr 材质,与卧式加工中心的工作台进行定位连接。这样可以保证齿圈牢固地竖立在工作台上,便于机床的钻孔加工。
2.2 CNC 程序设计
由于销孔位置度只有0.08 mm,故机床在加工之前需要保证工件基准面A 与机床工作台面有非常高的垂直度。此时,机床采用探头进行找正和测量,并在CNC系统中编辑了测工件垂直度的程序,如图3 所示。

并设定IF 程序:

2.3 环境温度的控制
齿圈属于薄壁类工件,在温度发生剧烈变化时,很容易发生变形,进而导致销孔的位置度超差,造成工件的报废。故齿圈在加工前,须保证环境室温在20±2℃的范围内。工件首件加工时,需进行齿圈的粗加工,即销孔直接加工到φ29.3 mm,进而进行3D 检验,然后根据3D 报告进行销孔位置度的微调。
3D(三坐标检验室)的环境温度也需要在20 ℃。检验前三坐标要进行探针的校正,检验时机床加工的首孔需和三坐标保持一致,检验过程中禁止在检验台上走动[4]。
在实际加工时,如果现场环境温度有较大波动,需要进行温度补偿调整。齿圈的材质一般是34CrNiMo6,可以根据以下公式进行温补Z 计算:

式中:A 为3D 室温;B 为机床周边温度;C 为当前加工的齿圈半径。
2.4 加工刀具的选择
刀具的加工效率、刚性、强度、排屑和孔中心定位性能等直接影响着销孔位置度;因此,在选择刀具时,需要考虑加工成本、加工质量和加工效率。
在加工φ30H7 的销孔时,根据机床加工性能和齿圈工装的特点,本文选用了KSEM290R3WN32M 钻杆和KSEM2973HPGM 钻尖,进行销孔预孔的加工,此时的主轴转速S=544 r/min,进给量F=245 mm/min;然后采用倒角刀进行孔的倒角加工;最后选用Wohlhaupter 镗刀进行镗孔加工,主轴转速S=1706 r/min,进给量F=153 mm/min。此时,清理销孔内部切屑并使用内径三点尺进行测量。
同样的方法对齿圈反面进行钻孔加工,加工时注意齿圈反面有三处挡板,要避让挡板,防止刀具干涉。
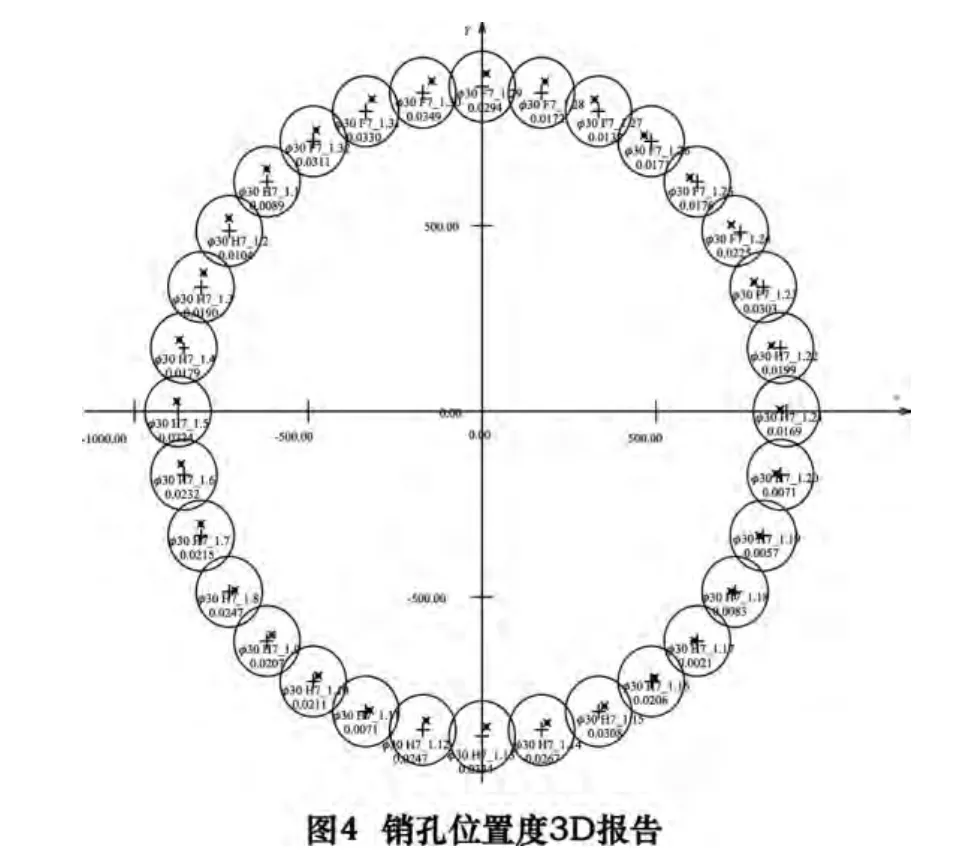
使用风枪将工件的冷却液和切屑清理干净,并松开工装上的6 个螺栓,送出机床,并将其送至3D 恒温24 h 后进行检验。根据3D 检测报告对销孔位置度进行修正,使其达到最佳状态,如图4 所示。
2.5 加工时的注意事项
(1)保证机床周边温度和冷却液温度的恒定。
(2)加工过程中,不能有中断,需保证连续、快速地完成整个齿圈的加工。
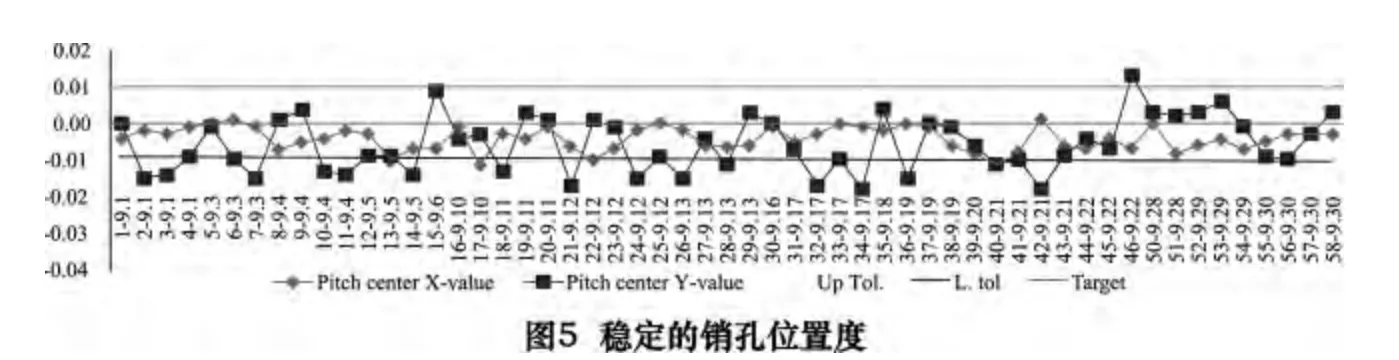
(3)根据3D 报告,及时调整销孔位置坐标,使其达到稳定位置度,如图5 所示。
3 结语
通过改变传统的加工方式,革新了齿圈的加工工艺。本文提出了一种在卧式加工中心加工齿圈销孔的新方法,在保证销孔位置度的前提下,大大提高了生产效率,降低了企业生产成本。该方法已经在工厂实践中投入应用,并取得了良好的加工效果,具有广泛的应用前景。
[1]张立勇.大型风电齿轮箱均载性研究及优化[D].北京:机械科学研究总院,2009.
[2]汪洋.风电增速箱齿圈制造工艺研究[J].机电产品开发与创新,2011(24):177-178.
[3]宋元广.1.5MW 增速齿轮箱齿圈销孔制造工艺技术[J].重工与起重技术,2013(1):23-24.
[4]杜昭.超大直径内齿圈的一种加工方法[J].机械研究与应用,2008(3):50-51.
猜你喜欢
城市轨道交通研究(2022年2期)2022-11-18
防爆电机(2022年2期)2022-04-26
设备管理与维修(2022年1期)2022-03-10
有色设备(2021年4期)2021-03-16
北京汽车(2019年1期)2019-03-13
汽车实用技术(2019年3期)2019-03-05
铜业工程(2019年6期)2019-02-11
时代汽车(2018年12期)2018-06-18
制造技术与机床(2017年11期)2017-12-18
电子制作(2017年20期)2017-04-26
