浅谈电厂热网管线带水切割
2015-05-30 02:26苏春生金铁钢
科技与企业 2015年7期
苏春生 金铁钢
【摘要】本文对电厂管网在带水、带压环境下管线切割进行了分析,选用氧气乙炔割炬,选择合理的切割工艺,使切割过程保持连续的进行.从而验证了切割可行性,并运用到工作中。
【关键词】带水;带压;预热;切割;后拖量;气割工艺参数
前言
由于抢修具有环境不确定性、时间紧迫性、劳动强度大等特点。要求抢修人员在最短的时间内安全、高效地完成抢修任务,保障供暖。但抢修现场存在多样性和多变性,有时看似简单的过程往往会有意外情况或特殊情况发生。
1、切割材料及特性分析
1.1钢的分类
碳素钢。这种钢中除铁以外,主要还含有碳、硅、锰、硫、磷等几种元素,这些元素的总量一般不超过2%。主要钢种:Q195、Q215A、Q235A、Q235B、Q255D等。
Q表示钢的屈服点,为“屈”字的拼音字母;235表示钢的屈服点数值,单位为MPa;A、B、C、D分为4个质量等级,其中A的质量最低,D级质量最高,F表示沸腾钢。
目前管网系统中最常用的是Q235A,也是本课题使用的钢材质。
2、气割及其种类的选择
气割是利用金属在纯净的氧气中能够剧烈的燃烧,生成熔渣和放出大量热量的原理而进行的,因此,利用气体火焰的热能将工件切割处预热到一定温度后,喷出高速切割氧气流,使其燃烧并放出热量实现切割的方法成为气割。
2.1气割的应用范围及种类
目前,气割主要用于切割各种低碳钢和普通低合金钢;气焊、气割所用的气体分为两类,即助燃气体和可燃气体。可燃气体分类很多,但目前普遍采用乙炔气体,其次是液化石油气,也有使用氢气,天然气和煤气。下面是常见混合气体火焰温度;氧乙炔焰:约3200℃,加热集中,普遍采用。氢氧焰:2770℃,最早使用,易爆炸。液化石油气体: 2000~2850℃,预热长,过烧少,质量好,速度快。因乙炔的发热量较大,火焰温度最高,是目前气割应用最广泛的一种可燃气体;本课题也使用乙炔作为可燃气体。
2.2火焰能率选择
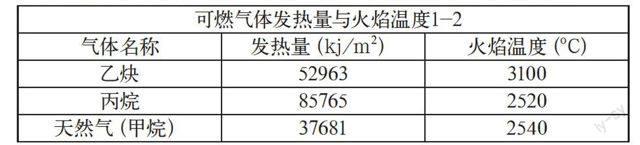
工业上常常采用的可燃气体有氢和碳氢化合物,如乙炔、丙烷、丙烯、天然气(甲烷)煤气、沼气等。可燃气体的发热量与火焰温度表1-2
可燃气体发热量与火焰温度1-2
气体名称 发热量(kj/m2) 火焰温度(oC)
乙炔 52963 3100
丙烷 85765 2520
天然气(甲烷) 37681 2540
乙炔与氧气混合燃烧形成的火焰成为氧-乙炔焰。根据氧和乙炔混合比的不同,可分为中性焰,碳化焰和氧化焰三种。(1)中性焰。中性焰燃烧后无过剩的氧和乙炔火焰呈中性,温度最高为3100—3200℃。主要用于焊接低碳钢、低合金钢、高铬钢、不锈钢、紫铜、锡青铜、铝及其合金等。(2)碳化焰。碳化焰燃烧后的气体中尚有部分乙炔未燃烧,焰心的轮廓不清,外焰特别长,当乙炔过剩量很大时会冒黑烟。火焰由焰心、内焰和外焰三部分组成,碳化焰最高温度为2700-3000℃,火焰具有还原性。乙炔过剩,火焰中有游离状态碳及过多的氢,焊接时会增加焊缝含氢量,焊低碳钢有渗碳现象。主要用于高碳钢、高速钢、硬质合金、铝、青铜及铸铁等的焊接或焊补。(3)氧化焰。氧化焰在氧乙炔气体燃烧后有过剩的氧气,由于氧气过剩氧化燃烧进行得很激烈,造成焰心、内焰、外焰成为一体。氧过剩火焰,有氧化性,焊钢件时焊缝易产生气孔和变脆。最高温度3100~3300℃。主要用于焊接黄铜、锰黄铜、镀锌铁皮等。
2.3切割试验及火焰选择
在一段带水带压的直径159mm钢管上,做切割准备试验。(1)先采用碳化焰对管线进行加热,因碳化焰的火焰温度低,对管线加热温度不够,不能达到预热效果,达不到融化点;所以不能进行有效切割;(2)采用中性焰对管线进行加热、切割;因核心温度优于碳化焰,可以达到预热切割效果,但不能保证切割的连续性,在带水带压的环境下,不能有效达到切割要求。(3)采用氧化焰对管线进行加热、切割;最高温度可达约3300°C。在带水带压的切割条件下,切割效果最好,速度最快,所以在本课题实验中采用氧化焰进行操作。
3、气割工艺和操作技术
1)气割前的准备.根据割件厚度选择割炬、割嘴和气割参数;(1)对设备、割炬、气瓶、减压器装置、供气接头均应仔细检查确保正常状态 橡胶管、压力表等是否正常,将气割设备按操作规程连接好。(2)在割炬的选择上,割炬型号和切割氧压力被割件越厚,割炬型号、割嘴号码、氧气压力均应增大。针对带水作业根据管材加热困难不易切割的特性,以及管材的厚度参照以上图表选择G01-100型割炬2号割嘴。
2)检查气体的压力,使之符合要求。
3)管沟内应做好防塌陷的处理,避免发生塌方现象。
4)割件清理.检查割件材质,如果割件表面有严重油污或锈蚀,应清理干净达到切割要求。管线下方应留有一定的高度空间。
5)割炬的射吸检查.应检查其射吸式割炬的射吸能力是否正常。
4、本课题操作要点
4.1起割位
因为管线中带水带压,所以必须先把水压排出一部分;又因为水的流动性,管线横置的情况下,起割位必须从底部开始,有利于水的排出。
4.2预热
从六点位置开始预热,切割方向是从六点到十二点位置(参照图-2);因管内有水流动,造成预热苦难,底部预热更加困难,所以加热时的火焰能率调节非常重要;根据在前文中提到的切割试验得到的结论,氧化焰温度最高,效果最好,所以采用氧化焰预热;达到预热温度,准备切割。
4.3切割
1)根据预热燃烧情况,打开切割氧气流,开始气割、吹渣。
2)课题要点:正常情况下,开孔后割嘴应垂直与工件表面,倾角应成900;但在管线内带水带压的情况下,开孔后喷出的水流会立刻将火焰熄灭,因水的冷却效果,预热效果很快消失,造成再次加热困難影响切割的连续性;所以带水管割穿后,将割嘴迅速向前切斜50-100,有效避开喷出水流,防止割嘴灭火;保持割件的燃烧,保持切割的连续性;利用气割的后托量始点与终点距离和气体压力进行切割。割嘴离工件表面的距离通常使火焰焰芯与工件保持3-5mm的范围内。在切割带水管材时,由于气割速度慢,预热火焰应大一些,割嘴离工件表面距离应小一些,这样可以保持切割氧流的挺直度,提高切割质量。
5、结论
实践证明,本文对管网在带水、带压环境下管线切割进行了详细的分析和验证,对整个切割工艺的的各个环节做了详细的描述;对于本文的命题“带水热网管线气割”在实际工作的应用具有实际的指导意义。更为在管网切割的工作实践中节省工作时间,降低工作强度,提供工作效率提供了有利的理论依据。