
宣钢小型轧钢厂冷床优化改造
2015-05-30 18:54李芳
工业设计 2015年5期
李芳

摘要:本文根据宣钢小型轧钢厂一小型车间冷床存在的宽度不足和冷却能力无法满足使用要求的问题,因地制宜的提出了冷床加宽改造和水冷改造的方案,改造后。满足了工艺对冷床宽度的要求,提高了冷却效果,取得了显著成效。
关键词:步进式;冷床;棒材;加宽;水冷
1前言
宣钢小型轧钢厂一小型生产线投产于1958年,设计生产能力为5万吨,年。几十年来。不断采用先进的轧钢技术进行生产线的技术改造。目前该条生产线已改造为年产80万吨的全连续棒材生产线。
一小型生产线冷床本体采用步进齿条式结构,承担着冷却、对齐、移送棒材的任务。由长轴传动装置、动台装置、对齐装置、静台装置、矫直板装置等组成。是2003年8月一小型车间半连轧改造时投入使用的,步进量为80mm,冷床面积为78m×8.992m。
2冷床优化改造前存在的主要问题
半连轧改造后,一小型车间的主要产品为φ12mm-φ18mm热轧带肋钢筋,二切分轧制,成品最大轧制速度为15m/s。2009年6月,一小型生产线进行了全连轧改造及加热炉拓宽改造,坯料长度由3.6米加长至9米,成品最大轧制速度提高至16m/s,年产量由60万吨提高到80万吨。同时,该生产线先后成功开发了φ12mm规格三切分和四切分,为生产线产能的进一步提高奠定了基础。但是,冷床能力的不足成为限制该生产线产量进一步提高,质量进一步巩固的关键问题。
2.1冷床宽度不足
一小型全连轧改造及加热炉拓宽改造实施完成完成后,一小型车间坯料长度由3.6米加长至9米。一小型车间产品成品长度大部分为12米定尺材。有时也按市场需求市场9米定尺材,生产12米材时。上冷床倍尺长度为60米,生产9米材时,则需进行工艺调整,将上冷床倍尺长度调整为63米。为进一步提高轧线成材率,减少这些工艺调整。全连轧改造后拟将轧件上冷床倍尺长度由原来的60米倍尺优化为72米倍尺。目前冷床78米的冷床宽度无法满足72米倍尺材上冷床的要求。
2.2冷床冷却能力不足
随着产量的提高,冷床散热困难日益凸显,动梁支架因受热部位不匀,变形量不同造成每跨之间动,静齿条相对错位,移钢时产生挂钢,形成S形弯;静梁支架受热变形致使地脚螺栓被拉断。支架处静梁水平高度上升,而相邻支架中部的静梁受热变形下沉,使静梁整体垂直方向产生周期性波浪型弯曲。波峰波谷差值最大可达到80mm。严重的静梁变形造成动静齿条高低不齐。产生顶钢、钩挂钢。这些问题严重影响了螺纹钢质量、产量和成材率的提高。每次检修,都需对局部部件进行大量更换来满足生产需要,造成周检时间加长。
同时,由于冷床距地面距离偏小,维护检修时操作空间小、不便吊装,造成冷床设备维护量大,工人劳动强度大幅提高。因此,对现有的冷床进行冷却方式改造,提高冷床冷却能力和冷却质量,降低冷床床体的变形。
3冷床加宽改造
3.1宽度的理论计算
当上冷床倍尺长度增加到72米时,钢材的热膨胀系数取为1.2×10-5/℃,则72米热态(按950℃计算)螺纹钢的长度为72.82米;依据冷床宽度B=1.05~1.1Lmax,以此计算,上冷床倍尺长度增加到72米时,冷床宽度应为76.5米~80.1米,而一小型生产线的成品速度相对较高,故冷床宽度应取上限,即冷床宽度应达到80米方可保证正常生产。
在保证此宽度的基础上,冷床宽度的进一步加宽可更好的提高冷床的冷却效果,同时也可以进一步方便生产调整和操作。
3.2现场实际情况对冷床可加宽度的限制
全连轧改造后。一小型车间轧线较半连轧改造后有所加长。冷床沿轧线方向不远处(现场为冷床东侧)即为成品材火运线,火运线的东侧则为厂区内公路运输主干线。如图1所示。
该条火车运输线的存在,限制了冷床的进一步加宽。经与我公司物流运输部门协调,为保证火车运输的安全(需要有足够的回转半径且与周边构筑物保持足够的安全距离),不建议该条火车运输线变更位置。
而在不改变现有厂房结构及厂房外部建筑现有位置的情况下并考虑与外部建筑安全距离的情况下,允许冷床沿轧制方向加宽的距离为3米。故本次改造冷床加宽方案选择将冷床由78米加宽3米变为81米冷床,可满足72米材上冷床的要求,同时还可以提高了冷床宽度的利用率。
4冷床水冷改造
优化对冷床宽度的工艺要求,但仍未解决冷床冷却能力不足,变形严重的问题。如何增强冷床的冷却效果,我们制定了在动台装置、静台装置设置循环冷却水的强制冷却方式。将动台装置、静台装置及其支撑部位均涉及为空心方管结构,在其中直接通入循环水,循环水直接与动台装置、静台装置的钢制外壳接触带走冷床上钢材的热量,降温效果势必大大加强。同时,水流又不与钢材直接接触,不会影响的钢材的性能。
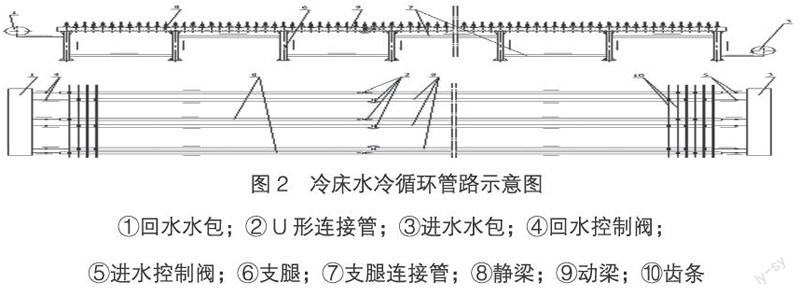
为使冷床形成一个整体的水循环管路,冷床静梁支腿、静梁、动梁均为设计为端口封闭的矩形管结构,各支腿间用支腿连接管连通,静梁和动梁之间用U形连接管连通,在冷床起始端安装进水水包,冷床末端安装回水水包,进水水包通过连接管分别与支腿、静梁、动梁的进水口相连通,回水水包通过连接管与支腿、静梁、动梁的出水口相连通。在支腿、静梁、动梁的进水口的连接管处安装进水控制阀,在支腿、静梁、动梁的出水口的连接管处安装回水控制阀,并与外部其他生产用水的循环冷却系统连接,从而形成了一个冷床水冷循环管路,达到降低冷床周围环境温度,减少冷床受热变形的目的。如图2所示。
5结论
冷床加宽和水冷改造后,不仅满足了72米倍尺上冷床的工艺需求,而且极大的提高了冷却效果,保证了一小型车间生产线主、辅生产设备稳定运行的能力,提高了生产作业率,同时又降低了设备维护成本,减少了工人劳动强度,得到了应有的经济效益。
参考文献:
[1]胡玲.孟丽军,焦治栋,董有宝现代化轧钢厂电气设备的维护与管理问题分析[J].科技与企业,2015(09)
[2]吴焱.宝钢冷轧轧机产能优化[A]中国计量协会冶金分会2012年会论文集[C].2012.
[3]赵如意.我国轧钢生产技术发展与节能降耗研究[J].科技视界,2014(25)
[4]李维纲.数据管理在轧钢生产中的应用[J].机械管理开发,2009(01)
[5]步洪伟.浅谈我国轧钢生产节能降耗技术及合理化建议[J].中国新技术新产品,2013(09).
[6]蔡九菊,陆钟武,马忠民,王秉芝.轧钢生产均衡度对其工序能耗的影响[J].冶金能源,1994(06).
猜你喜欢
昆钢科技(2021年1期)2021-04-13
冶金设备(2019年6期)2019-12-25
四川冶金(2019年5期)2019-12-23
上海金属(2016年1期)2016-11-23
现代冶金(2016年6期)2016-02-28
专用汽车(2015年7期)2015-03-01
水电站机电技术(2014年4期)2014-10-13
钛工业进展(2014年5期)2014-02-28
河南科技(2014年5期)2014-02-27
河南科技(2014年4期)2014-02-27
