
X65管线钢性能不合的原因分析及改进
2015-05-30 09:47娄军魁等
企业技术开发·下旬刊 2015年5期
关键词:性能
娄军魁等

摘 要:在合金成本最低管线钢X65钢种上进行2次不同加热工艺和冷却工艺试验,结果显示力学和工艺性能出现不合格的问题。文章对比不同工艺条件下的性能及微观组织,分析不同工艺对管线钢X65的影响原因。摸索管线钢X65轧制工序工艺的合理控制区间,制定最优、最合理的工艺控制规程,结果显示强度具有一定富余量,-20 ℃冲击功趋于稳定平均达到210 J,性能合格率达到100%。
关键词:管线钢;性能;加热工艺;冷却工艺
中图分类号:TG142.1 文献标识码:A 文章编号:1006-8937(2015)15-0089-02
管线钢是一种综合性钢种,涵盖多个强度等级、质量等级及多个特殊用途,如强度级别方面包括B级到X120级,特殊用途方面包括抗大变形管线钢、抗酸管线钢,海底管线钢等。
安钢坚持低成本运行战略,对X65级别管线钢进行了成分优化,试验在不同加热工艺及冷却工艺对该成分体系下X65产品性能的影响,结果该试验条件下X65管线钢的抗拉强度和冲击功均出现了不合格现象。为了摸索出低成本管线钢X65的加热及冷却工艺的合理控制区间,对性能不合格的X65管线钢进行了原因分析,制定合理的加热及冷却工艺。
1 试验条件
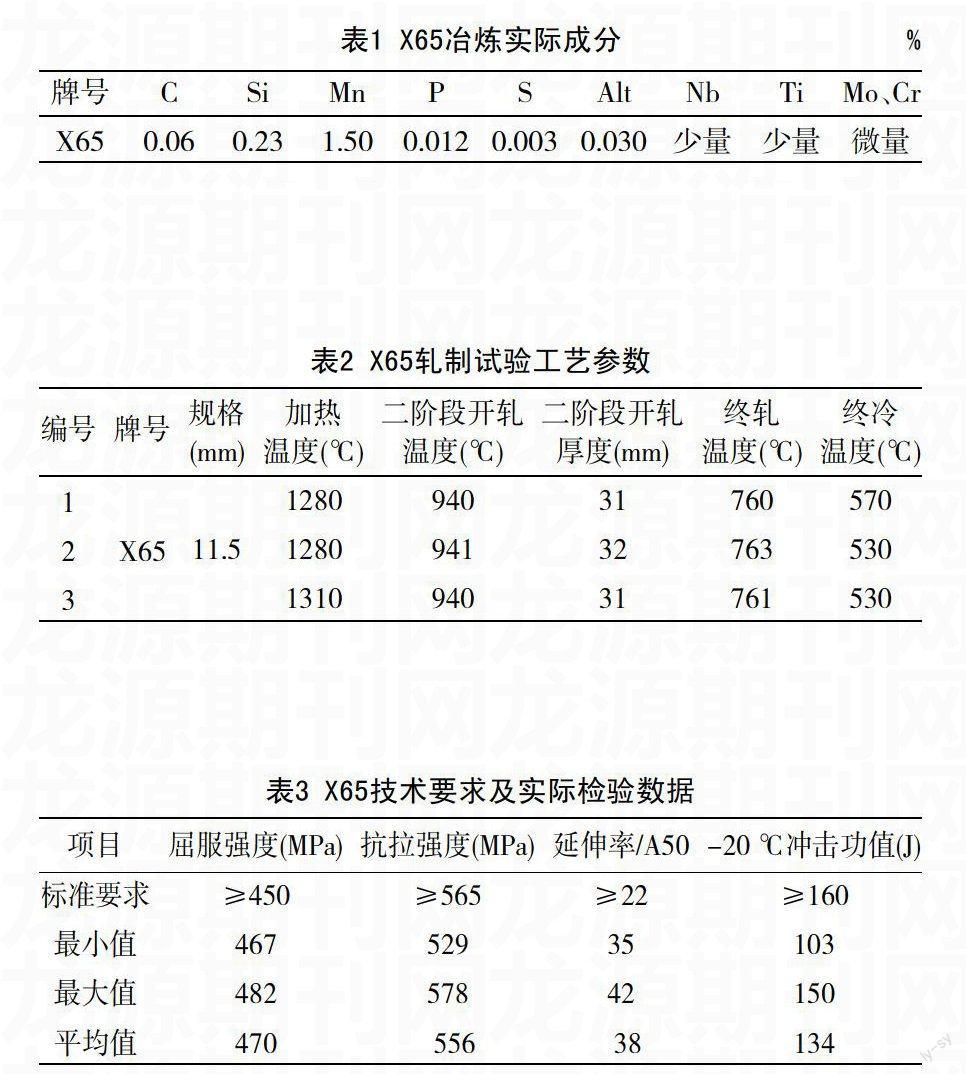
为了降低生产成本,对X65级别管线钢进行了成分优化,其具体成分控制,见表1。
对比不同加热工艺和冷却工艺对X65管线钢性能的影响,在保证其他工艺因素不变的条件下,进行3次工艺试验,每次轧制10批,见表2。
三次工艺试验的X65的性能,见表3,表3包括第一次试验的拉伸性能和第二次试验的夏比冲击性能。
根据表3所知,第一次轧制试验的10批,屈服强度能够满足技术标准要求,但抗拉强度存在不合格问题,且最高值仅为578 MPa,富余量不足。技术标准要求-20 ℃冲击功要大于160 J,但第二次试验的冲击检验结果均不符合标准要求。
2 结果分析
按照不同工艺进行2次轧制试验,2次试验结果均存在性能不合问题。第一次轧制试验,区别在于终冷温度控制,其结果造成5批抗拉强度不合,性能合格率仅为50%。第二次轧制试验,同第一试验区别在于加热温度过高,导致5批冲击功均不合格。对于这种情况,从加热温度和终冷温度两种工艺进行分析,对于轧制工艺不作过多分析。
2.1 冲击不合原因分析
根据第2次试验工艺及检验结果显示,冲击功不合的工艺区别加热温度过高。针对这一怀疑,我们对冲击功合格和冲击不合格(不同加热工艺)的样品进行显微组织检验及晶粒度评级。冲击功合格的晶粒度达到11级,而冲击功不合格的晶粒度为10级左右,相差1个级别,组织照片,如图1所示。
由图1可知,2张显微组织照片存在明显差异,图1(a)组织较为粗大,图1(b)组织较为细小、均匀。根据上述分析认为,导致该批X65冲击性能不合格的根本原因在于加热温度过高导致原始奥氏体晶粒过于粗大。
板坯进行加热,目的是提高钢的塑性,降低变形抗力及改善金属内部组织和性能,便于轧制加工。[1]
一般将钢加热到奥氏体单相固溶体组织的温度范围内,并使其具有较高的温度和足够的时间以均匀化组织及溶解碳化物,从而得到塑性高、变形抗力低、加工性能好的金属组织。
为了降低变形抗力和提高塑性,加热温度尽量高。但是高温的加热制度可能引起钢的强烈氧化、脱碳、过热、过烧等缺陷,降低钢的质量缺陷,因此钢的加热制度的制订应根据钢的组织特性和生产工艺要求。
对于X65加热制度主要考虑两方面因素。一方面要考虑Nb微合金元素碳氮化物充分固溶,另一方面防止晶粒过分长大。由于氮与碳的比例对奥氏体及铌的碳氮化合物是类似的,铌的碳化物和铌的氮化物相互溶解,其碳当量为C+(12/14)N。[2]
根据铌在碳锰钢中的一般溶解度关系式,测算绘出的曲线图,大概查出本钢种的微合金元素碳氮化合物的溶解温度在1 200 ℃。
因此考虑炉温与实际板坯实际温度存在一定偏差,以及设备能力加热温度不能低于1 240 ℃,加热温度上限根据试验结果,不应超1 290 ℃。
2.2 强度不合原因分析
根据第1次轧制试验结果显示,共试验10批,其中5批抗拉强度不合,与之对应的工艺终冷温度偏高。
根据类似钢种的CCT曲线图,试验钢在10 ℃/s的冷却条件下600 ℃左右刚开始向针状铁素体转变,考虑试验钢轧制结束到层流冷却前会析出先共析铁素体,剩余奥氏体在后续冷却过程中形成针状铁素体,由于软相比例相对较多是因其强度不合的主要原因,因此为了提高该钢种的强度应该降低终冷温度,使之在室温下得到少量多边形铁素体,更多的针状铁素体和粒状贝氏体的混合组织,以提高强度。
3 改进措施及效果
根据夏比冲击不合和强度不合原因分析得出,冲击不合根本原因在于加热温度偏高所致,强度不合的根本原因在于终冷温度偏高所致。根据试验结果、理论分析及生产经验,对加热温度和终冷温度进行调整。加热温度控制在1 250~1 280 ℃,终冷温度控制在460~500 ℃之间,并对后续生产的X65性能进行改进跟踪,性能合格率达到100%。
4 结 语
①管线钢X65冲击不合根本原因在于加热温度过高,原始奥氏体晶粒过分长大。
②管线钢X65抗拉强度不合根本原因在于终冷温度偏高,室温组织硬相比例偏小。
③微合金元素碳氮化合物的固溶温度曲线是制定加热工艺的主要依据,CCT曲线是制定冷却工艺的主要依据。
参考文献:
[1] 王廷薄,齐克敏.金属塑性加工学[M].北京:冶金工业出版社,2012.
[2] 王有铭,李曼云,韦光.钢材的控制轧制和控制冷却[M].北京:冶金工业出版社,2012.
猜你喜欢
石油沥青(2022年4期)2022-09-03
石油沥青(2022年1期)2022-04-19
纺织科技进展(2021年5期)2021-07-22
家庭影院技术(2019年8期)2019-08-27
经济技术协作信息(2018年7期)2019-01-14
电子制作(2017年20期)2017-04-26
中国塑料(2016年5期)2016-04-16
燕山大学学报(2015年4期)2015-12-25
上海金属(2015年1期)2015-11-28
中国塑料(2015年4期)2015-10-14
