基于钎焊金刚石钻头的旋转超声钻削工程陶瓷的实验研究
2015-06-01 00:55张国青
池州学院学报 2015年3期
汪 勇,张国青
(池州学院 机械与电子工程系,安徽 池州 247000)
引言
陶瓷材料孔的加工方法一般分为传统的机械加工方法和特种加工方法[1-3]。现利用钎焊金刚石薄壁钻头,结合旋转超声加工方式,对工程陶瓷材料进行钻削实验。以加工过程中施加的压力、工具转速和超声振幅为实验因素,以加工过程中的材料去除率为优化目标,对99氧化铝材料进行正交钻削实验,优化加工参数。
1 实验装置及实验方法
1.1 旋转超声机床及钻削工具
旋转超声钻削实验安排在自主研制的旋转超声加工机床上完成,主要由超声换能器、变幅杆和工作台组成。实验过程中由气动工作台施加给工件静压力,完成工件的恒压旋转超声钻削加工。实验选择材料性能优良的合金钢Cr12MoV材料作为旋转超声加工工具基体材料,采用调质工艺对Crl2MoV进行热处理,淬火前进行等温退火,850±10℃,保温100-120min,740℃等温4h。淬火温度控制在1010℃,可以获得最高硬度为63~65HRC。再经520℃回火处理,这样可以细化晶粒,而且在保持材料的横向尺寸基本不变的情况下,可以稳定地获得最高的硬度及较高的强度,有效地降低超声能量在材料传播过程中的内耗损。
金刚石薄壁钻头见图1,金刚石工具的制备工艺采取真空炉中钎焊法,钎料为镍基合金粉末,金刚石磨粒为普通级,粒度80/100,钎焊加热温度为1050℃,保温30min。

图1 钎焊金刚石薄壁钻头
1.2 工件材料
工件材料选择99氧化铝陶瓷,陶瓷性能见表1所示。
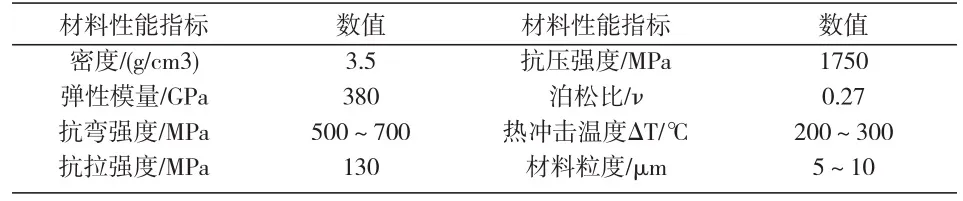
表1 Al2O3工程陶瓷材料特性
1.3 实验方法
加工过程中,利用测量系统测量加工过程中扭矩的大小,此系统由Kistler动态测力仪9255B、Kistler电荷放大器5070和数据采集即处理微机系统构成。利用三维视频采集系统观察钎焊金刚石工具磨粒的磨损状态。
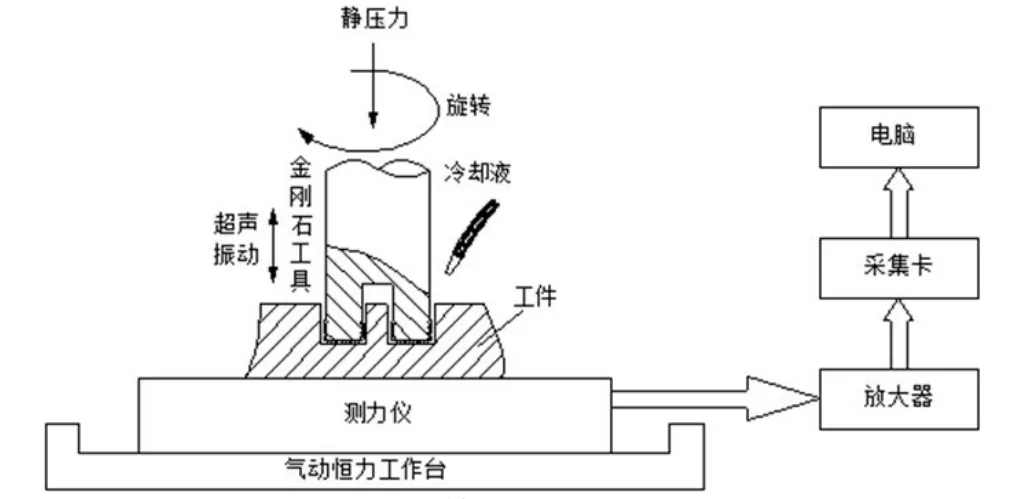
图2 钻削加工示意图
正交实验中,以工具的转速Vs、压力P和超声振幅AF(amplitude frequency)为实验因素,每个因素取四个水平,以加工过程中的材料去除率为实验考察目标。实验时,控制每次钻削工程陶瓷达固定深度10mm,所以材料去除率直接用去除固定质量的工件材料所使用的时间来表示,所用时间越小,材料去除率越大,反之,材料去除率就越小,其单位为s。具体实验参数见表2,其中因素振幅的水平分别为0、1、2、3,其中水平0是指不施加超声波。正交实验表选取L16(45)正交实验表,其中实验表的后两列空出。
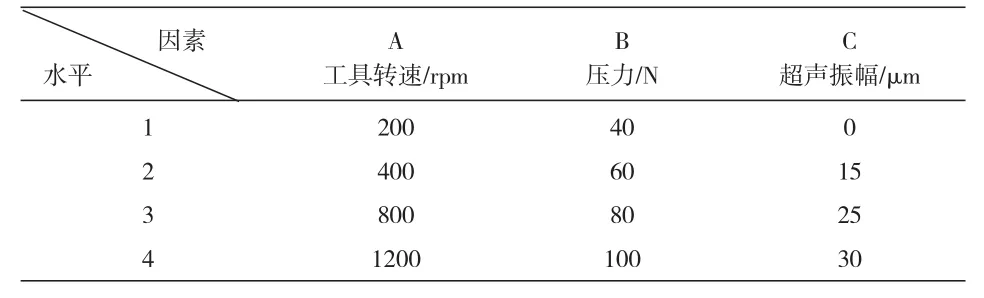
表2 正交实验加工具体参数
2 实验结果及分析
2.1 实验结果
根据表2的实验因素和各因素水平进行正交实验,实验参数配比及加工过程中的材料去除率如表3所示。

表3 钻削实验结果
为了明确分析各因素对材料去除率的影响,将表3的实验结果制成材料去除率的单因素影响曲线,如图3所示。从图3可以明显看出,随着工具转速、压力和超声振幅的加大,钻削加工时间越小,即材料的去除率越大。同时,从各因素对材料去除率影响曲线的趋势来看,因素C对材料去除率和扭矩的影响最明显,因素B次之,因素A影响最小。
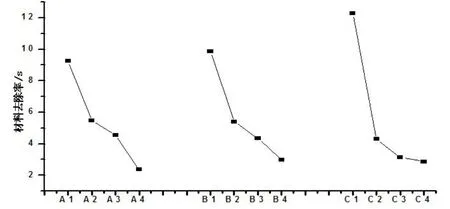
图3 材料去除率的单因素影响曲线
2.1 实验结果的极差分析
对表3的实验结果进行极差分析,分析结果如表4所示。从表中可以看出,因素A、B、C的极差R分别为6.00、6.86和9.43,因此,针对工程陶瓷孔加工来说,以材料的去除率为考察指标,因素C即施加的超声波振幅的影响最为明显。同时,由表4分析结果可知,以材料去除率指标,最优的方案是A4B4C4。

指标分析项材料去除率/s B C K1 K2 K3 K4 k1 k2 k3 k4极差R A 37.06 21.91 18.25 13.08 9.27 5.48 4.56 3.27 6.00 39.38 21.61 17.36 11.95 9.85 5.40 4.34 2.99 6.86 49.15 17.15 12.58 11.42 12.29 4.29 3.15 2.86 9.43
3 结论
利用钎焊金刚石薄壁钻头钻削工程陶瓷材料,以工具转速、压力和超声波振幅为实验因素,以工件材料的去除率为考察指标,得到以下结论:
(1)工程陶瓷材料的去除率受三种实验因素的影响趋势相同,随工具转速、压力和超声波振幅的增大而增大;
(2)超声波的振幅对工程陶瓷材料的去除率影响最为明显,最优的加工方案为A4B4C4。
[1]罗志海,陈彩凤.工程陶瓷加工技术的现状与发展[J].陶瓷,2010,48(10):46-49.
[2]李洪峰,杨润泽.陶瓷材料电火花加工技术及研究进展[J]济南大学学报,2008,22(2):71-75.
[3]高超,袁军堂,金浩,等.工程陶瓷用孕镶金刚石钻头的性能优化[J].南京理工大学学报,2011,35(3):415-421.
[4]杜鹃.难加工材料复杂零件旋转超声辅助加工工艺与机理研究[D].天津大学,2012.
[5]张国青,徐健.钻削工程陶瓷时的金刚石磨粒磨损特征研究[J].池州师专学报,2007,21(3):35-38.
猜你喜欢
陶瓷学报(2021年3期)2021-07-22
粉末冶金技术(2021年1期)2021-03-29
陶瓷学报(2020年6期)2021-01-26
陶瓷学报(2020年6期)2021-01-26
石材(2020年10期)2021-01-08
陶瓷学报(2020年2期)2020-10-27
石材(2020年7期)2020-08-24
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2017年3期)2017-06-23
焊接(2016年3期)2016-02-27