切削功率模型实验分析与建模
2015-06-15 17:19徐世斌唐任仲吕景祥浙江大学机械工程学院3007杭州西安导航技术研究所70068西安
哈尔滨工业大学学报 2015年10期
徐世斌,唐任仲,吕景祥(.浙江大学机械工程学院,3007杭州;.西安导航技术研究所,70068西安)
切削功率模型实验分析与建模
徐世斌1,唐任仲1,吕景祥2
(1.浙江大学机械工程学院,310027杭州;2.西安导航技术研究所,710068西安)
为得到更加准确的切削功率模型,来提高机床能耗评估、节能优化的能力,以平面铣削加工为例,选择灰铸铁作为工件材料,采用四因素(主轴转速、每齿进给量、铣削深度和铣削宽度)四水平正交实验设计,在一台加工中心开展切削实验,通过功率数据采集装置测量得到切削功率,实验结果和模型精确度评估表明:当W400F⁃FS的涂层铣刀铣削型号为HT250的灰铸铁时,用单位体积切削能和切削力经验公式计算切削功率的平均相对误差分别为16.06%和32.63%,而用SPSS软件拟合出的模型计算切削功率的平均相对误差为3.7%,从而解决了通过单位体积切削能和切削力经验公式计算切削功率误差较大的问题.
平面铣削;切削功率;正交实验;加工中心
国家统计局数据显示[1],2012年我国的能源消费总量为348 001.66×104t标准煤,其中制造业能源消费总量为200 403.37×104t标准煤,占能源消费总量的57.58%.制造业是能源消耗大户,机械加工广泛应用于制造业中[2],是节能减排的重点研究对象之一.机械加工机床能耗评估是节能减排的前提和基础,而切削功率又是机床能耗的重要构成部分[3],因而准确评估切削功率具有重要意义.目前切削功率根据单位体积切削能SE(specific energy)或切削力计算得到.根据单位体积切削能能够方便地计算车削、铣削等工艺的切削功率,然而不同文献所给SE值差距很大.由于缺乏可供使用的、准确的单位体积切削能数据,使得利用该方法计算得到的切削功率同实际值差距很大.相比于根据单位体积切削能计算切削功率的方法,根据切削力经验公式计算切削功率的模型反应了切削速度、切削深度、进给量等切削用量的影响,根据切削力能够计算得到更加准确的切削功率.然而,切削力的获得十分困难,切削手册的切削力经验公式主要是用于在编制零件工艺规划时确定所选设备是否有足够的功率完成切削任务,根据切削手册计算的切削力可能和目前的实际数据有很大差异.而采用实验测量切削力时,又要用到成本高昂且安装复杂的测力仪[4].因此,如何更加方便、准确的获得切削功率模型仍是数控机床能量供给建模的关键问题.
本文以铣削材料去除为对象,首先分别对根据单位体积切削能和切削力经验公式计算切削功率的方法展开实验分析,然后提出一种采用实验和统计分析相结合进行切削功率建模的方法,实验表明该方法能够简单方便地获得模型中的参数数值,相比于已有方法,所得到的铣削切削功率模型精度更高,从而能够为机床能耗评估、节能优化等提供更有效的建模方法和数据支持.
1 切削功率模型理论分析
文献[5]认为设备加工材料时所需总功率由设备启动和维持设备处于待加工状态所需功率与加工材料时所需附加功率组成,模型为

式中:P为设备所需总功率,W;P0为维持设备处于待加工状态所需功率,W,如机床的P0由冷却泵、液压泵、电脑控制台和其他辅助设备的功率组成;k为常数,与加工过程的物理特性有关,J/mm3,在金属切削加工中就是单位体积切削能且k与工件材料的微观结构、硬度、进给量、刀具前角和刀具的磨损程度有关[6];v·为材料去除速率,mm3/s;式(1)提供了一个简单的评估加工制造过程设备所需总功率的概念模型,此模型适用于多种加工制造过程,且kv·等于设备所需总功率减去维持设备处于待加工状态所需的功率,是设备由于加工材料时所需的与被加工材料量成比例的附加功率,因此文献[7-10]用式(1)中kv·来计算机床加工材料时的切削功率.k可以通过理论计算和实验数据拟合得到,材料去除速率v·根据切削参数计算,对于铣削加工[8]

式中:v为切削速度,m/min;dt为铣刀刀刃直径,mm;z为铣刀齿数;fz为每齿进给量,mm/tooth;ap为铣削深度,mm;ae为铣削宽度,mm.通过理论计算不仅能够得到准确的k,而且可以避免费时、费力的切削实验,但在实际加工过程中理论计算公式中的参数很难获得,因此k一般通过实验数据拟合得到.现有文献给出的k都是通过实验数据拟合得到[6,11],文献[11]根据工件材料给出k,文献[6]根据工件材料和材料的布氏硬度给出k,然而很难通过查文献得到特定加工条件下准确的k.
文献[12-13]根据切削力计算切削功率,计算公式为

式中:Fv为主切削力,N;Fv可以通过实验测量和查切削手册得到,对于铣削加工铣削速度可表达为

式中n为主轴转速,r/min.通过实验可以得到准确的Fv,然而实验需要用到成本高昂且安装复杂的测力仪,因此Fv常常通过查阅切削手册得到.查手册能够方便地获得不同刀具和工件材料下的Fv,然而机械加工手册上所给的刀具是普通刀具,对于涂层刀具目前尚无对应的切削功率的计算公式,且机械加工手册提供的计算公式一般有两方面作用[14]:一方面提供给学生学习该课程时做习题、作业之用以及进行刀具、机床、工艺课程设计和毕业设计时参考,也可供工厂技术人员进行有关工艺和设计工作时参考;另一方面用来校验所选切削用量计算出来的功率是否超出机床主轴允许的功率.因此通过手册查的Fv来计算切削功率的准确性有待验证.
2 切削功率模型实验评估
为了验证现有模型是否能够用于准确计算切削功率,选用灰铸铁为工件材料,采用正交实验设计,在XHK⁃714F数控加工中心上开展实验,测量得到不同的铣削参数下的切削功率,进而用现有模型预测切削功率值与实测值进行对比,分析现有模型预测切削功率的准确性.
2.1 实验装置与实验设计
本实验机床选择杭州数控机床有限公司的XHK⁃714F立式加工中心,工件材料选择型号为HT250的灰铸铁,尺寸为100 mm×100 mm×100 mm的正方体,铣刀选择嘉兴永拓机电设备有限公司生产的W400F⁃FS的涂层铣刀,该刀具刀刃直径14 mm,刀柄直径14 mm,刀刃长度35 mm,总长100 mm,刀具前角γ0=0°,刀具后角α0=9°,螺旋角β=30°,具有4个齿.铣削方式为不对称顺铣,铣削条件为湿切削,切削液选用水基切削液,将乳化油和水以1∶50的比例混合得到.为了测试铣削过程的机床功率,搭建如图1所示的功率数据采集系统,它由电流传感器、电压传感器、数据采集卡、机箱、NI⁃LabVIEW软件等组成.实验时,电流传感器串联在机床电箱电源输入端的三根相线中,用来测量三根相线电流;电压传感器并联在三根相线和中线之间,用来测量三根相线和中线之间的电压.电流传感器和电压传感器的输出端分别串联一个100Ω和200Ω的精密电阻,将传感器输出的电流信号转化为电压信号.传感器输出的六路电压信号通过数据采集卡进行同步采集,并通过外接机箱传输至笔记本电脑和应用NI⁃LabVIEW软件进行功率分析.
应用田口正交表L16(44)设计切削实验,选择主轴转速、每齿进给量、铣削深度和铣削宽度作为实验设计变量,因素水平取值参考刀具制造商推荐确定,如表1所示.铣削过程测试功率曲线的构成如图2所示,切削功率等于铣削加工时的机床功率减去铣削完成后的机床空载功率,每次工件铣削长度为60 mm,每组实验重复3次,结果取3次实验的平均值.
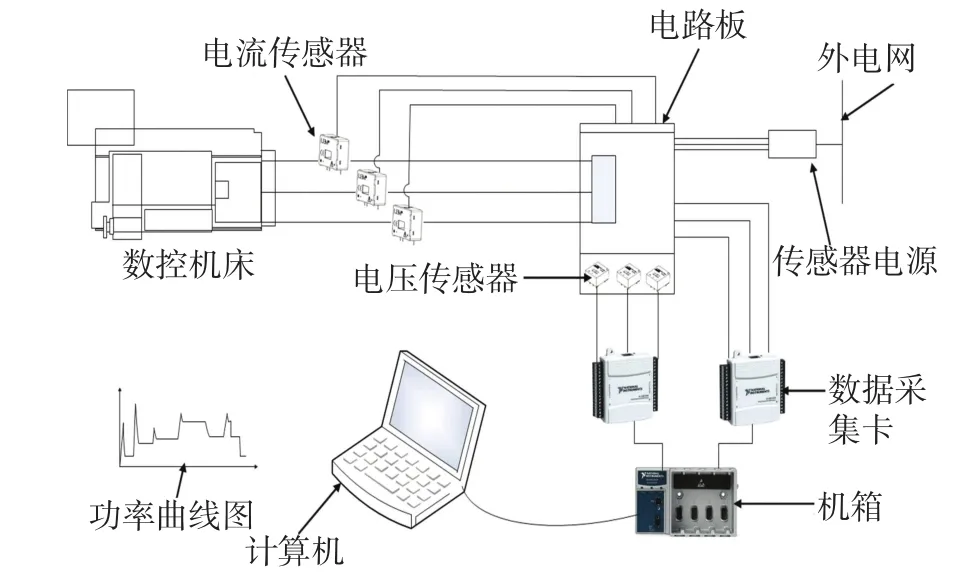
图1 功率数据采集装置图
2.2 模型精确度评估
平面铣削功率实验结果如表2所示.将根据单位体积切削能计算切削功率的方法称为方法Ι,根据切削力计算切削功率的方法称为方法Ⅱ.本文采用这两种方法计算出来的切削功率与实测值进行对比,对现有模型预测切削功率的效果进行分析.
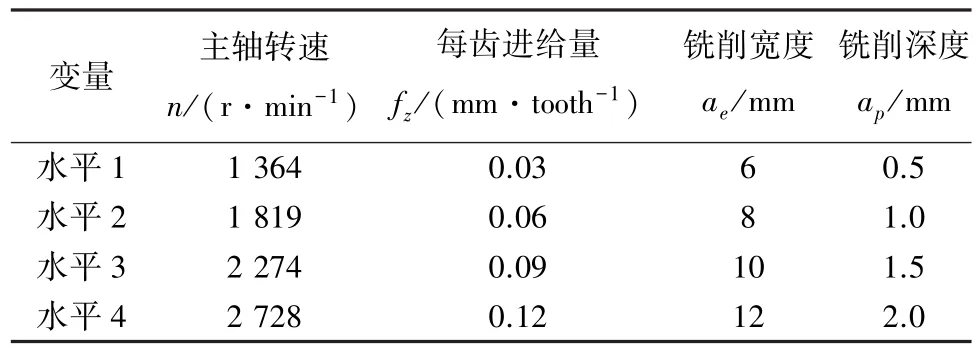
表1 铣削因素水平表
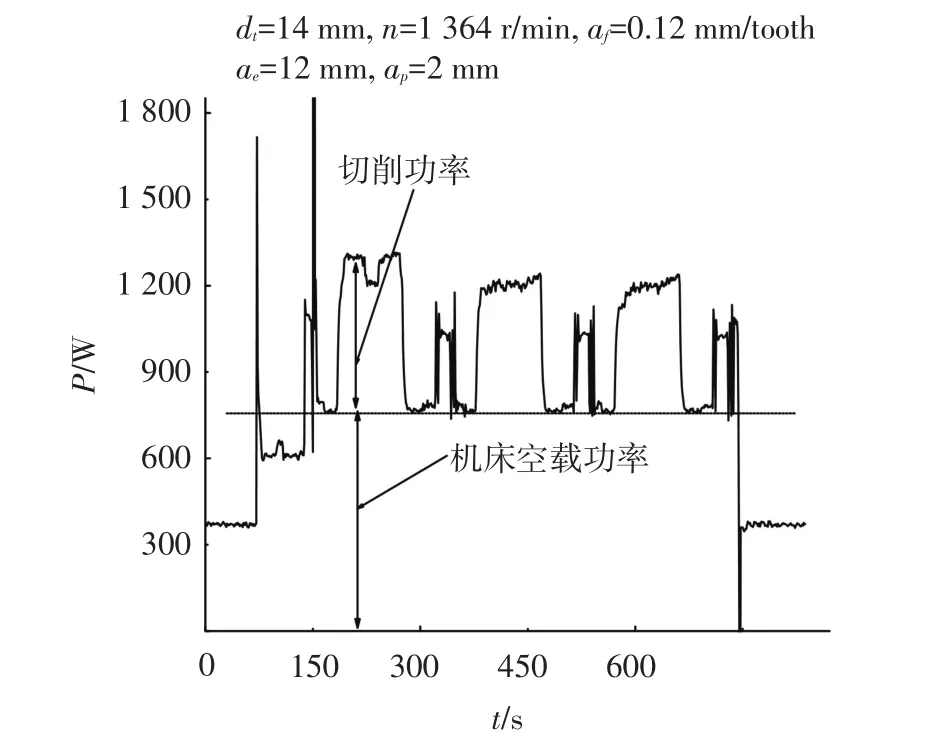
图2 铣削过程测试功率曲线
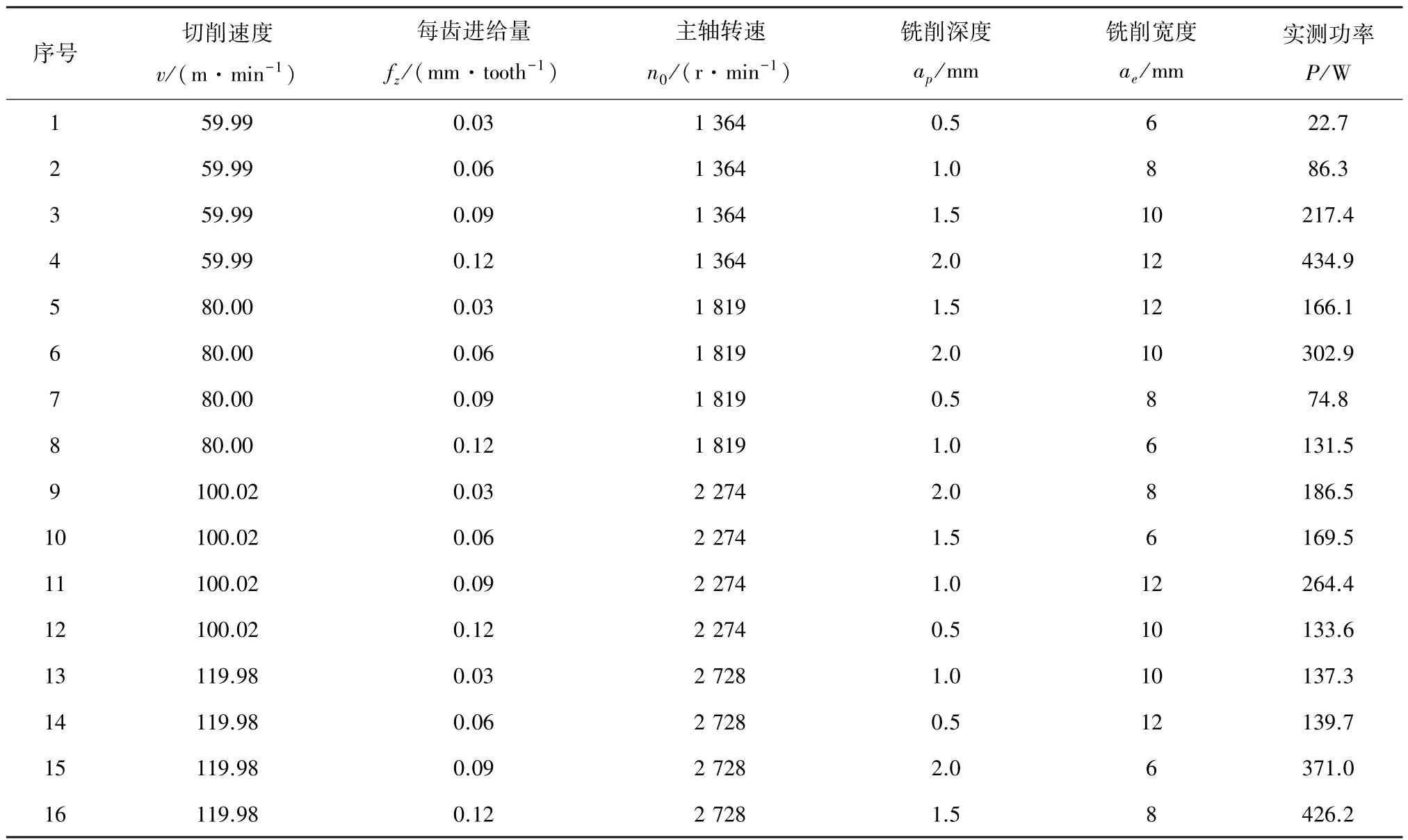
表2 平面铣削HT250灰铸铁实验工艺参数及实测切削功率
方法Ι对应的平面铣削切削功率计算公式如

由上述分析可知k通过实验数据和线性回归得到,根据表2和式(2)计算得出材料去除速率v·和实验测量的铣削功率P,以v·为自变量,P为因变量,利用Excel做线性回归,得到平面铣削灰铸铁的k=1.766 J/mm3,代入式(5),得到

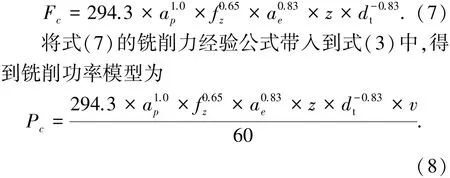
方法Ⅱ对应的平面铣削切削功率计算公式如式(3)所示,由于手册上没有涂层钨钢刀铣削灰铸铁时的铣削力经验公式,通过查得普通硬质合金立铣刀铣削灰铸铁的铣削力经验公式进行铣削功率的计算,文献[14]给出的立铣刀铣削灰铸铁时主铣削力经验公式为
将表2所示的切削参数分别代入式(6)和式(8),得到根据方法Ι和方法Ⅱ计算的平面铣削功率.采用相对误差(relative error)比较两种方法对切削功率的预测精度,相对误差计算为[15]

式中:Ppred为模型预测的切削功率,W;Pmes为实验测量的切削功率,W.方法Ι和方法Ⅱ对铣削平面切削功率预测的平均相对误差分别为16.06%和32.63%,两种方法预测精度相对较低,且通过查阅手册上普通铣刀铣削灰铸铁时的铣削力经验公式计算出来的铣削功率误差较大,无法准确计算涂层铣刀铣削灰铸铁时的切削功率.因此有必要寻求一种方法来获得特定条件下的且更加准确的切削功率模型.
3 切削功率实验建模
3.1 模型基础
文献[14]所给铣削功率的通用形式为

式中:CF、xF、yF、uF、qF、wF分别为常数,与铣刀类型,刀具和工件材料有关;kFz为在切削条件改变时切削力的修正系数.将式(4)和式(10)代入到式(3)中,得到计算铣削加工切削功率的基础模型,在给定刀具后dt和Z是已知常数,因此铣削功率为

k可以查询机械加工手册得到.然而由上述计算分析可知根据现有手册上所给铣削力经验公式计算切削功率精确度不高,因此有必要寻求一种简单方便的方法来获得铣削功率模型中未知系数值和指数值.式(11)的切削功率模型中包含很多未知系数,这些系数取决于具体的机床、刀具和工件材料,难以通过理论分析得到.
3.2 系数获取与显著性检验
采用相同的实验装置与实验设计,切削功率模型为非线性函数,为了便于做回归分析,在式(11)两边取对数使之变换成对数函数.将表2的实验数据进行对数变换.采用SPSS软件对变换过后的数据进行多元线性回归分析,得到模型中的系数取值如表3所示.得到切削功率模型为

由于切削功率模型中的系数和变量的指数值是通过实验数据拟合得出的,要判断模型拟合程度的好坏必须对所建模型进行显著性检验,本文采用F检验,其统计量[16]为

式中:SSR为回归平方和(regression sum of squares);SSE为残差平方和(error sum of squares);MSR为均方回归(regression mean square);MSE为均方残差(error mean square);p为变量个数;n为实验组数,本文中p=4,n=16.表4中MSR和MSE的数值均已给出,查F分布表[16],得到Fα=0.01(4,11)=5.67,而此模型F=108.938>5.67,表明所建模型是显著的,能够很好地预测切削功率.
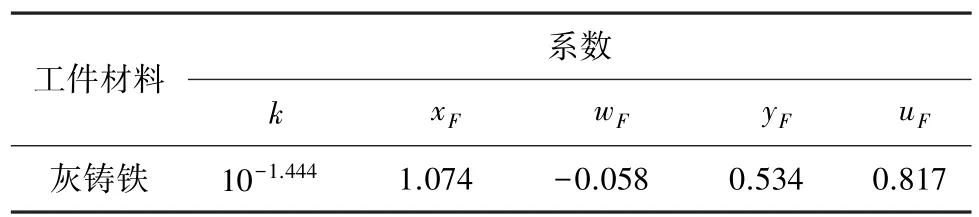
表3 平面铣削HT250灰铸铁切削功率模型系数取值
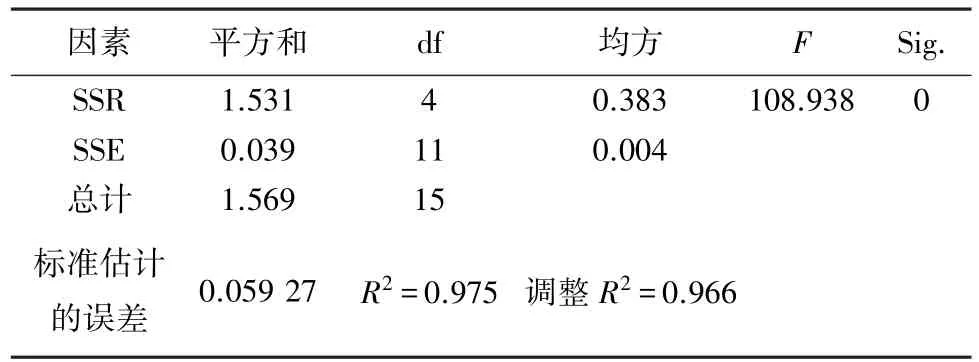
表4 平面铣削HT250灰铸铁切削功率模型方差分析
3.3 模型验证
为了进一步验证所得模型的准确性,结合机床性能,材料特性和刀具推荐切削用量确定出铣削参数范围,在此范围内随机选取4组铣削参数组合,如表5所示,在同一台加工中心上进行4组验证实验.表5显示了模型预测能耗值与实测能耗值,由表5可以看出模型的最小相对误差为0.40%,最大相对误差为8.64%,平均预测相对误差为3.70%.因此本文所提出的方法能够大幅度提高切削功率的预测精度.

表5 平面铣削HT250灰铸铁切削功率预测值与实测值比较
4 结 语
在XHK⁃714F立式加工中心用涂层铣刀铣削灰铸铁时,用单位体积切削能和机械加工手册上的切削力预测材料去除功率的平均相对误差分别为16.06%和32.63%,平均相对误差结果显示这两种方法预测精度较低,手册上的切削力和切削功率公式计算得到的功率比实际功率大,可以用来选择机床以保证工艺的实施.针对用单位体积切削能和机械加工手册所给切削力经验公式计算材料去除功率精度不高的问题,本文采用实验和统计分析相结合的方法得到铣削灰铸铁时的材料去除功率,所得模型预测材料去除功率的平均相对误差为3.70%,较前面两种方法的精度有大幅度提高,能够用于机床的能耗评估.
[1]中华人民共和国国家统计局.国家数据[EB/OL].北京:中华人民共和国国家统计局,2013[2014-9-29].http://data.stats.gov.cn/search/keywordlist2?keyword=%E8% 83%BD%E6%BA%90%E6%B6%88%E8%B4%B9%E6% 80%BB%E9%87%8F.
[2]HANAFI I,KHAMLICHI A,CABRERA F M,et al. Optimization of cutting conditions for sustainable machining of PEEK⁃CF30 using TiN tools[J].Journal of Cleaner Production,2012,33(8):1-9.
[3]贾顺,唐任仲,吕景祥.基于动素的切削功率建模方法及其在车外圆中的应用[J].计算机集成制造系统,2013,19(5):1015-1024.
[4]GUTIERREZ E,CALDERON J.Optimization of CNC cutting parameters by the electrical power method:Turning case[C]//Proceedings of the 2005 ASME International Mechanical Engineering Congress and Exposition.Orlando,FL,United States:ASME,2005:675-681.
[5]GUTOWSKI T,DAHMUS J,THIRIEZ A.Electrical energy requirements for manufacturing processes[C]//Proceedings of the 13th CIRP International Conference on Life Cycle Engineering.Leuven:CIRP,2006:623-627.
[6]OBERG E,JONES F D,HORTON H L,et al.Machinery′s handbook[M].22nd ed.New York:Industrial Press,2008:1803-1810.
[7]DAHMUS J B,GUTOWSKI T G.An environmental analysis of machining[C]//Proceedings of IMECE04 2004 ASME International Mechanical Engineering Congress and Exposition.Anaheim,California,United States:ASME,2004:643-652.
[8]JIA Shun,TANG Renzhong,LV Jingxiang.Therblig⁃based energy demand modeling methodology of machining process to support intelligent manufacturing[J].Journal of Intelligent Manufacturing,2014,25(5):913-931.
[9]BALOGUN V A,MATIVENGA P T.Modelling of direct energy requirements in mechanical machining processes[J].Journal of Cleaner Production,2013,41(2):179-186.
[10]RAJEMI M F,MATIVENGA P T,ARAMCHAROEN A. Sustainable machining:selection of optimum turning conditions based on minimum energy considerations[J]. Journal of Cleaner Production,2010,18(10/11):1059-1065.
[11]KALPAKJIAN S.Manufacturing processes for engineering materials[M].Reading,Massachusetts:Addison⁃Wesley Publishing Company,1984:477-479.
[12]HE Yan,LIU Fei,WU Tao,et al.Analysis and estimation of energy consumption for numerical control machining[J]. Proceedings of the Institution of Mechanical Engineers Part B⁃Journal of Engineering Manufacture,2012,226(2):255-266.
[13]AVRAM O I,XIROUCHAKIS P.Evaluating the use phase energy requirements of a machine tool system[J].Journal of Cleaner Production,2011,19(6/7):699-711.
[14]艾兴,肖诗纲.切削用量手册[M].北京:机械工业出版社,1985:155-156.
[15]FATIMA A,MATIVENGA P T.A review of tool⁃chip contact length models in machining and future direction for improvement[J].Journal of Engineering Manufacture,2013,227(3):345-356.
[16]梅长林,周家良.实用统计方法[M].北京:科学出版社,2002:13-18.
(编辑 张 红)
Experimental analysis and modeling of cutting power model
XU Shibin1,TANG Renzhong1,LÜJingxiang2
(1.College of Mechanical Engineering,Zhejiang University,310027 Hangzhou,China;2.Xi'an Research Institute of Navigation Technology,710068 Xi'an,China)
Togeta more accuratemodel ofcutting powerand improve the ability of evaluating energy consumption of machine tooland energy optimization,this paper takes face milling for example,chooses gray castiron as the work⁃piece material,adopts four factors(spindle speed,feed rate per tooth,milling depth and milling width)and four levels orthogonal experiment and carries out cutting experiments ina machining center,obtains the cutting power by the power data acquisition device.The experimental results and model accuracy assessment show that when the coating milling cutter of W400F⁃FS cuts HT250 gray cast iron,specific energy and empirical formula of cutting force calculate cutting power with the average relative error of 16.06%and 32.63%respectively,but the fit cutting power model with the average relative error of 3.7%is achieved by SPSS software.The problem of calculating cutting power through specific energy and empirical formula of cutting forcewith much error is solved.
face milling;cutting power;orthogonal experiment;machining center
TG5
A
0367-6234(2015)10-0040-05
10.11918/j.issn.0367⁃6234.2015.10.008
2014-07-10.
国家自然科学基金(51175464);国家高技术研究发展计划(2013BAF02B10).
徐世斌(1990—),男,硕士研究生;唐任仲(1961—),男,教授,博士生导师.
唐任仲,tangrz@zju.edu.cn.
猜你喜欢
建筑与预算(2020年11期)2021-01-13
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
建筑与预算(2020年2期)2020-04-16
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年10期)2018-10-13
组合机床与自动化加工技术(2014年12期)2014-03-01
振动、测试与诊断(2014年4期)2014-03-01
中学生英语·阅读与写作(2008年4期)2008-12-22
文苑·感悟(2008年4期)2008-07-07