北美冲压件的精细设计
2015-06-22 14:18王成璞昆山麦格纳汽车系统有限公司
锻造与冲压 2015年24期
文/王成璞·昆山麦格纳汽车系统有限公司
北美冲压件的精细设计
文/王成璞·昆山麦格纳汽车系统有限公司
汽车零部件中,不论是车身及其覆盖件,还是底盘中的车架,以及门锁、玻璃升降器、座椅等,到处都有冲压件。因此,要想生产出质量好的汽车,作为汽车中重要零部件种类之一的冲压件,也必须要有一个好的质量。
而一个质量好的零件,不仅仅是制造出来的,更是设计出来的。
那么,如何能设计出一个好的产品?这不仅取决于零件的结构设计、材料选用,在很大程度上,还取决于零件的设计是否精细,包括零件形位公差的设计选取是否合理。
笔者根据在工作中接触到的一些欧美、日韩以及国内企业的冲压件产品图样,从零件的细化设计这一角度来看,北美的冲压件产品图样相对国内企业以及日韩企业的冲压件图样,明显要好得多。
北美企业冲压零件的设计特点
北美企业冲压零件的设计,早已采用三维设计。结构形状设计完成后,还需将这个零件置于其所在的组装环境、工作状态中进行验证确认,根据冲压件应该具有的功能及动作,查看评估其在装配或运动状态下,是否会与其他零件发生干涉等。需要时,还会对其进行CAE分析。
完成上述工作后,便会依据零件的3D数模,直接导出2D图样,并由设计人员将其设计意图精细地反映在2D图样上,即:在2D图样上进行适当的标注(包括尺寸、形位公差以及一些必要的文字)。
对面轮廓度的重视
北美企业对冲压件的设计以及尺寸和形位公差标注,通常采用的是三基面体系基准,并尽可能多地采用面轮廓度和位置度这两种形位公差的标注方式。而国内或日韩等企业设计的冲压件中,位置度虽偶有使用,但面轮廓度的应用几乎没有。
实际上,在三坐标已普遍应用的今天,笔者认为,在冲压件等零件设计中,尤其是对一些曲面或曲线有公差要求的,应用面轮廓度是一种非常有效且较为严谨的方法,同时对于检测来说,也是非常方便的一种方法。对于面轮廓度的应用,笔者已有专文论述,此处不再赘述。
需要提及的一点是,在面轮廓度的应用中,有些表面或曲面,根据零件使用状况及功能,并非是整个表面或曲面均需有较高要求。此时,北美企业在零件图样上便会对有要求之处(即局部区域)标注具体要求,有时对某一区域的面轮廓偏差要求为非等称时,也会对此加以区分,如图1所示。

图1 零件图上的面轮廓度标注
以“塌角所在面”表示冲压方向
对于冲压件的冲压方向,国内企业的冲压件图样上,通常是没有详细要求的;一些德国企业的冲压件图样中常会标以“stamping direction(冲压方向)”;而北美冲压件图样上则会标以“die roll side(塌角所在面)”(图2)。对于“stamping direction”和“die roll side”,笔者以为,“die roll side”更为严谨。

图2 “die roll side”(塌角所在面)标注示例
因为,对于一个冲压件来说,采用单动模沿冲压件周边整体落料和采用连续模沿冲压件周边分段冲切这两种不同的工艺方案,在其冲压方向一致时,其零件周边的塌角所在面或毛刺所在面是不一样的。其实,就是单动冲裁模,也有凸模在上、凹模在下的正装结构和凹模在上、凸模在下的倒装结构之分,这两种结构的模具也会造成冲压件周边的塌角所在面不一致。而对于设计人员来说,从冲压件的功能和装配角度考虑,其关注的应是冲压件本身的塌角(或毛刺)在哪一边,而非冲压工艺上所谓的“冲压方向”。所以,“die roll side”更为严谨。
重要尺寸及形位公差的标注
北美企业的冲压件图样与国内的冲压件图样还有一点不同之处,即:不是所有的尺寸均标注在图样上,而是只标注了设计人员认为相对较为重要的尺寸,以及一些与形位公差相关的理想尺寸。对于其中一些涉及到安全、功效等更为重要的尺寸或形位公差,还会引入质量体系中的安全系数概念,在图样中的相关尺寸或形位公差旁,对其进行重要性分级标识。如图1中的“LV3”,“LV”为“level”的缩写,此外还有“LV1”、“LV2”级。
尺寸编号
对于标示的尺寸,还会对其逐一编号。这个编号尽管简单,但在实际工作中,却带来了极大的便利,尤其是当一个冲压件图样中有几个相同尺寸或形位公差,以及对其尺寸进行讨论的几方人员不在一处时。
其他标注习惯
对一些冲压件冲裁断面有要求时,如轮廓度或是粗糙度等,则不论是冲裁断面的直面段还是曲面段,都会在图样中标注相应要求。在做这类标识时,通常均会以区域目标(也就是局部区域)的方式来体现。如图1所示。
冲压件中,由于其冲裁的特性,会使冲压件的冲裁轮廓或孔产生冲裁毛刺。而从零件装配、使用的角度看,有些冲裁毛刺又是有害的。对此,北美的冲压件图样上,常会对需去除毛刺的轮廓或孔标识以“coin burrs”或“coin break side”以及“remove burrs”或“no burrs and sharp edges”。“coin burrs”或“coin break side”表示需用模具倒角的方式去除毛刺;而“remove burrs”或“no burrs and sharp edges”则表示对去除毛刺或锐边的工艺方式没有具体限制,不论是用模具倒角,还是振光研磨等,只要去除毛刺和锐边即可。
对于需去除毛刺的轮廓或孔,有时还会对倒角大小进行限制,通常在图样上标识以“coin R0.5min”或“coin C0.5X0.5min”,如图3所示。

图3 对倒角大小的标注
还有一种对冲压件的冲裁轮廓或孔去除毛刺的标示方法,即在某一段轮廓或某一个孔的相关尺寸旁,标以一个特殊符号,同时,对这一符号予以说明,如图4所示。

图4 符号说明
北美企业在一些较大、较薄的冲压件图样中,对测量时的压紧位置、压紧力,有时都会详细说明和规定。因为,这种较大、较薄的冲压件在测量时,会随着压紧位置的不同或压紧力的变化,使得冲压件的测量结果有较明显的差异,为避免这种测量时因压紧位置和压紧力的不同及变化,而造成测量结果的变异, 北美企业在冲压件图样中,便作了相关规定。
汽车上的冲压件中,还有一些翻孔,其内会装有转动零件,对这类翻孔,除了有尺寸公差约束外,北美的图样上还会标以“bearing surface(支承面)”,如图2所示,以提示工艺及模具工程师,在考虑工艺和设计模具时,注意保证该孔内壁较为光滑。
对一些弯曲成形的冲压件,由于零件的结构形状,会使一些孔靠近弯曲变形区域,或是成形件弯曲成形边缘有材料增厚或者拉薄的现象,对于这类有要求的孔和弯曲成形的边缘,北美企业的冲压件图样上,也常常会在对其标注尺寸或形位公差的同时,再附加标注一句话,如:“distortion allowed in this area(此区域允许变形)”。可别小看了这一句话,它一方面反映了设计人员对冲压工艺的了解程度,另一方面为该冲压件能够更方便、更经济的制造提供了依据,为冲压件的工艺方案制定明确了方向。
对于北美企业冲压件图样中的尺寸标注,笔者认为有下列几个主要特点:其不仅使图样标注简化、简洁,突出重点;同时可使冲压件在批量生产过程中的质量控制成本相应降低。具体情况,我们可以通过下述的实例分析来了解。
实例分析
图5所示的零件,为汽车门锁里的一个冲压件,材料厚度为2.5mm。从该件的图样中可看出,此件虽不大,但其中有冲孔、弯曲、成形等几道工序,且一些弯曲、成形面及其上的孔,均有一些要求相对较高的面轮廓度和孔位置度的要求。
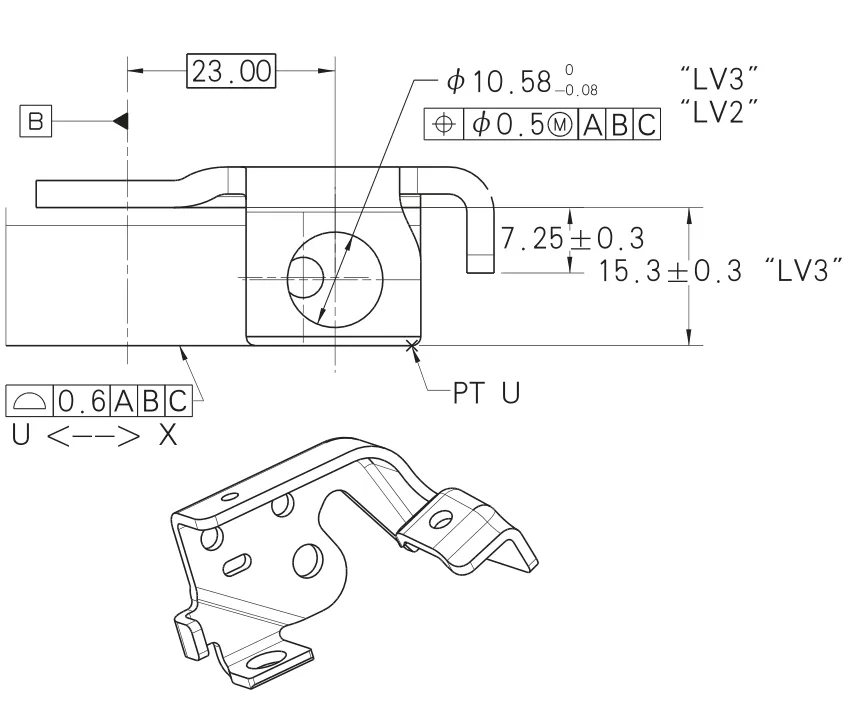
图5 汽车门锁冲压件产品图样
由于此件产量较大,所以工艺上准备采用连续模进行冲压。在对产品图样分析后,发现其中小折弯边上直径10.58mm的孔,若采用冲压的方式,成0.08形较为困难。原因是其靠近折弯线,若先冲孔后折弯,则孔靠近弯曲变形区域的部分将会有变形,直径10.58mm在此处无法确保;若先弯曲后冲孔,0.08由于此件的结构限制,使其也无法进行。为此,一度曾想对该件冲压后,再对此孔进行机械加工(用钻床和钻夹具加工此孔)。但采用此方案也有问题,一是多增加一道工序,且钻加工的生产节拍与冲压加工的生产节拍差距较大;二是钻孔后,孔口处的钻削毛刺清除也颇为困难,无论从技术上、经济上看,此方法都不是一种好的方案。
后来,参考了北美企业其他类似零件的产品图样,发现其图样中,在此孔靠近弯曲线处,标注有:“distortion allowed in this area(此区域允许变形)”,工艺人员豁然开朗。经了解,此孔内需装配一个凸台衬套,需要控制的是此孔的作用尺寸,于是,将此孔的工艺定为:先冲孔后折弯。
可见,冲压件的精细设计是多么重要。
结束语
综上所述,冲压件的精细设计,其优点是不言而喻的。它不仅可更清晰地反映设计者的设计意图,为后续的加工、测量带来很大的便利,而且可使冲压件的工艺性更加合理,测量更为准确有效。
猜你喜欢
国际中文教育(中英文)(2022年4期)2022-02-09
机械工程师(2020年4期)2020-05-08
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
模具制造(2019年7期)2019-09-25
模具制造(2019年3期)2019-06-06
宜宾学院学报(2019年11期)2019-03-06
制造技术与机床(2018年11期)2018-11-23
智能制造(2016年6期)2016-08-03
项目管理技术(2016年6期)2016-05-17