转向架构架焊接热应力缺陷分析
2015-06-28 15:42余胜威范志勇
铁路计算机应用 2015年3期
余胜威, 范志勇
(1.西南交通大学 机械工程学院,成都 610031;2.西南交通大学 机械工程系,峨眉 614202)
转向架构架焊接热应力缺陷分析
余胜威1, 范志勇2
(1.西南交通大学 机械工程学院,成都 610031;2.西南交通大学 机械工程系,峨眉 614202)
转向架作为列车走行装置,其性能直接影响着列车运行舒适性以及安全可靠性。构架作为转向架骨架,将转向架各个零部件组成一个整体,并且承受和传递各种力,因此在转向架机构中起着举足轻重的作用。对于现行CRH系列转向架构架而言,均为钢焊接结构,钢焊接结构易出现裂纹、漏焊、焊缝外观不规则等缺陷,因此对焊接构架质量检测尤为重要。本文通过对焊接表面缺陷原因分析,选取了焊接构架裂纹、漏焊、焊缝外观不规则等工件进行了焊接热应力分析验证,并提出了提高焊接构架强度的措施,对生产实际具有一定指导意义。
构架;焊接质量;类模型;缺陷分析
转向架构架作为支撑铁路机车车辆的重要部件,一旦产生疲劳裂纹并在运行中扩展,会导致构架断裂事故。就目前运营的列车而言,转向架构架的裂纹几乎全是构架焊缝焊接不当引起的或强度设计不够而由焊缝产生的[1];疲劳裂纹主要从焊缝接头处产生,因此对于焊接构架质量检测尤为重要[2];为了较好地模拟构架焊缝焊接温度场,吉林大学王蓉[3]、西南交通大学卢耀辉[4]等人模拟构架 T 型接头焊接温度场与应力场数值,为转向架焊接结构的工艺设计和焊接结构疲劳可靠性提供了参考依据。转向架零部件焊接件成型后,均需进行必要的无损检测[5]。本文采用类模型法[4]对转向架构架焊缝焊接热应力分析,提出了提高焊接构架强度的措施。
1 构架焊接缺陷分析
CRH系列转向架构架就是一个焊接件,其焊接工艺复杂,焊接过程中易出现构架焊接裂纹、焊瘤、漏焊、焊缝外观不规则、气孔、夹渣等缺陷。对于转向架构架焊接工况而言,焊接类型主要有T型焊、对接焊、弧焊等,本文选取对接焊和T型焊为研究对象。焊接缺陷影响分析如下。
转向架构架上产生的裂纹,多为刚性裂纹,几乎全是由于焊接不当或强度设计不够而由焊缝产生的[1]。当焊缝中存在裂缝类高危害性缺陷时,结构受力后,由于缝尖处应力集中,裂缝较易继续开展、延伸,从而导致结构的破坏。该类焊缝是不允许的。对于焊瘤缺陷,由于焊瘤刚度较大,其变形极小,将降低承受静荷载节点的极限承载力,应彻底清理干净。漏焊缺陷严重影响焊接质量,使母材工作性能降低,易出现漏焊处撕裂等现象。焊缝外观不规则是指焊缝表面(水纹状)不规则、焊缝偏离、药皮未清理等。焊缝气孔降低了焊缝的有效作用面积,使焊缝疏松,降低了焊缝强度,气孔处亦产生应力集中,在转向架构架焊接中是不允许的。焊缝夹渣与焊缝产生的气孔一样,易产生夹渣处应力集中,增大了裂纹产生可能性,危害较大,在焊接过程中,应该加以避免。
2 构架焊接热应力分析
CRH1型转向架构架由箱型结构梁组焊而成,各箱型结构梁在焊接过程中,焊缝附近最高温度可高达材料的沸点,而离开热源后温度急剧下降,由于局部受热不均匀的温度场,造成焊缝附近的内应力达到材料的屈服极限,从而导致受约束热变形和塑性变形,且不可避免的产生残余应力。在焊接温度升高时,局部金属会发生相变,亦导致产生相变应力[4]。因此研究焊接区域的热应力有重要意义。
2.1 焊接热应力分析
构架焊接工艺多采用T型焊和对接焊,下盖板和左右节点座之间的对接焊,如图1所示。下盖板和左右立板之间的T型接头,如图2所示。
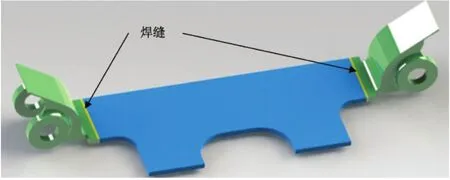
图1 对接焊
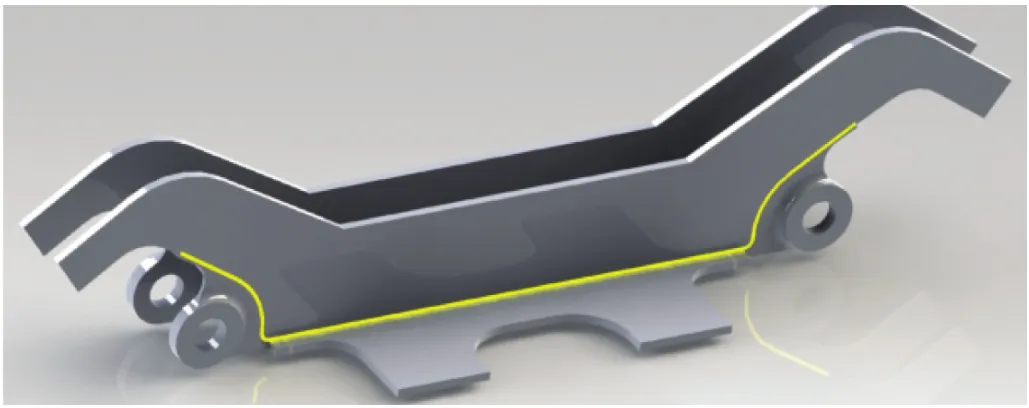
图2 T型角焊
构架整个侧梁组装焊接为反组对工艺,即在侧梁组装胎上先对上盖板与两个腹板及各内部筋板和加强板进行组装点固焊,焊后在焊接变形器上,由操作工人手工焊接侧梁体内部焊缝。接着组对3个下盖板,并进行组装点固焊,最后采用焊接机械手焊接侧梁体外焊缝。本文侧重于侧梁中部组装4个纵向长T焊缝(包含两端节点座处的弧焊缝)和两个横向对接焊焊缝进行分析。
2.2 分析模型建立
本文主要分析了正常焊缝、焊接裂纹、漏焊、焊缝外观不规则等4种工况,以下采用ANSYS对焊接裂纹工况进行简要分析。
电脑配置为 AMD A8-4500M(1.9 GHz),2.74 GB可用内存,软件 ANSYS 14.0。
具体步骤如下:
(1)建立构架三维模型,采用 solidworks 软件进行构建 3D 模型构建,如图 3所示。
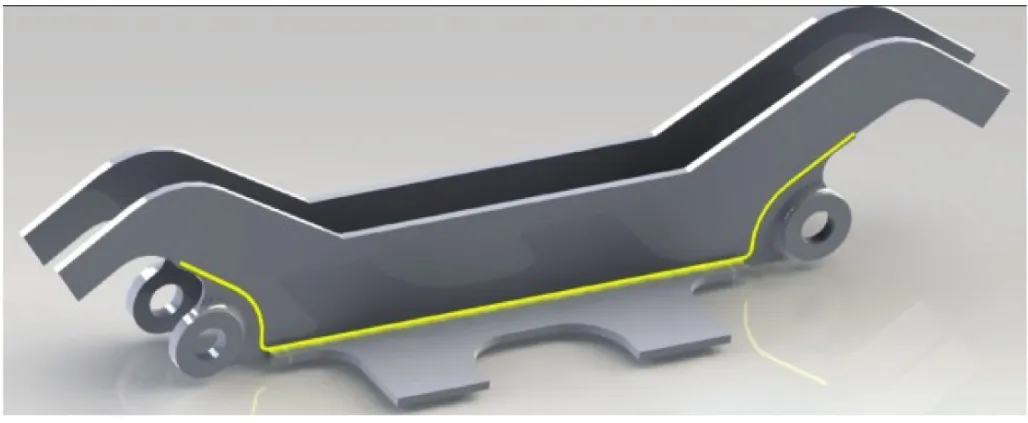
图3 solidworks模型
(2)进入 ANSYS Workbench14.0 进行热力学分析;首先进行热力学模型的搭建,如图4所示。
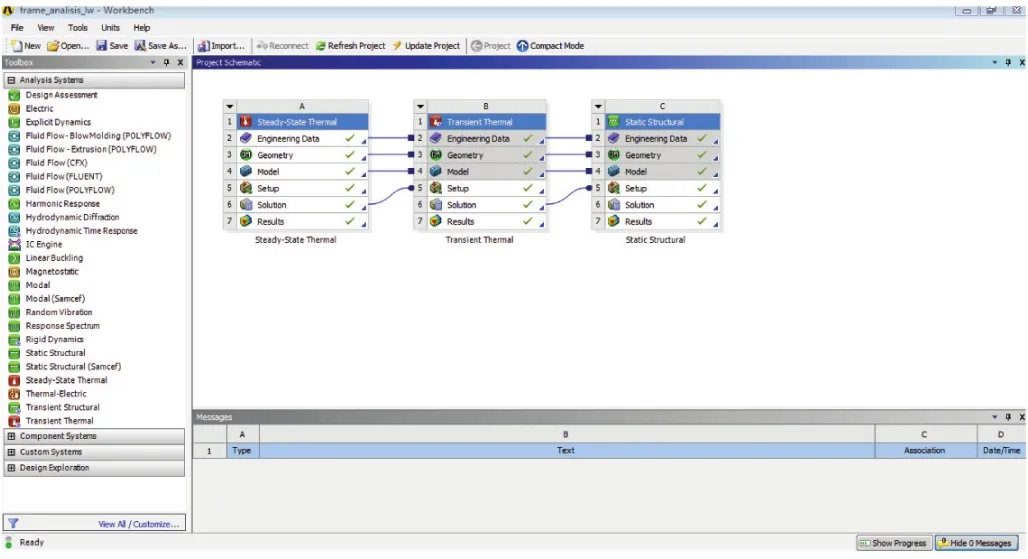
图4 模型搭建界面
图 4 中,A 部分为模型的稳态热过程(Steady-State Thermal),B 为模型的瞬态热过程(Transient Thermal),C 为 模 型 的 结 构 静 力 学 分 析(Static Structural)。
(3)进行模型的 Engineering Data 设置,包含模型几何参数、材料性能参数以及所施加的边界条件,以供 ANSYS软件进行热力学计算用,具体的Engineering Data 材料属性设置如图 5 所示。

图5 Engineering Data设置
(4)进行模型的网格化(mesh),采用 ANSYS自动网格化模型,如图6所示。
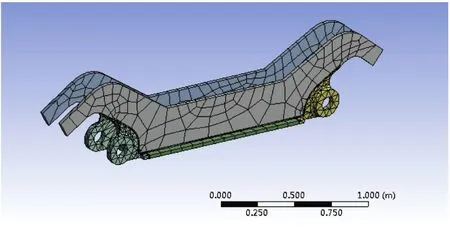
图6 网格化
图6为构架网格化模型。用户可以设置网格的大小以及网格的形状(四边形或者六边形)等,网格数越多,尺寸越小,求解精度越高。
(5)进行稳态热参数设置 (Steady-State Thermal(A5)),包括初始温度(Initial Temperature)22。C、Analysis Settings(时间 1s)、Temperature(22。C ~ 1 700。C)、Convection(导热系数 1 200 W/m2·。C),
(6)进行稳态热求解 (Solution),求解温度变化(Temperature)以及总热流分布 (Total Heat Flux)。
(7)进入图 4中 B 部分分析,即将 A 部分的结果导入 B 部分进行分析;此时还需要进行 Internal Heat Generation 设置。
(8)进行结果分析(Solution),即求解温度变化(Temperature)以及总热流分布(Total Heat Flux)。
(9)将图 4中的 B 部分分析结果导入 C 中进行热力学分析,添加 Solution 项,添加应力(Thermal Strain)、应变分析项(Total Deformation)。
2.3 构架焊接热应力分析
本文焊接接头材料选用 16Mn,焊接单元在单位体积、单位时间上的热生成强度,材料的焊接最高温度为 1 700。C[4]。
建立类模型并划分网格对该工件进行温度场分析,采用空冷冷却流体分析方法,经由稳态热分析→瞬态热分析→热应力分析得到 CRH1型焊接构架稳态温度分布如图7所示,其焊接自由变形及热应变分布如图8所示。
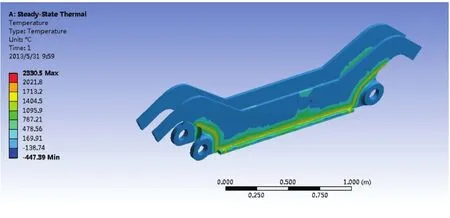
图7 稳态温度分布
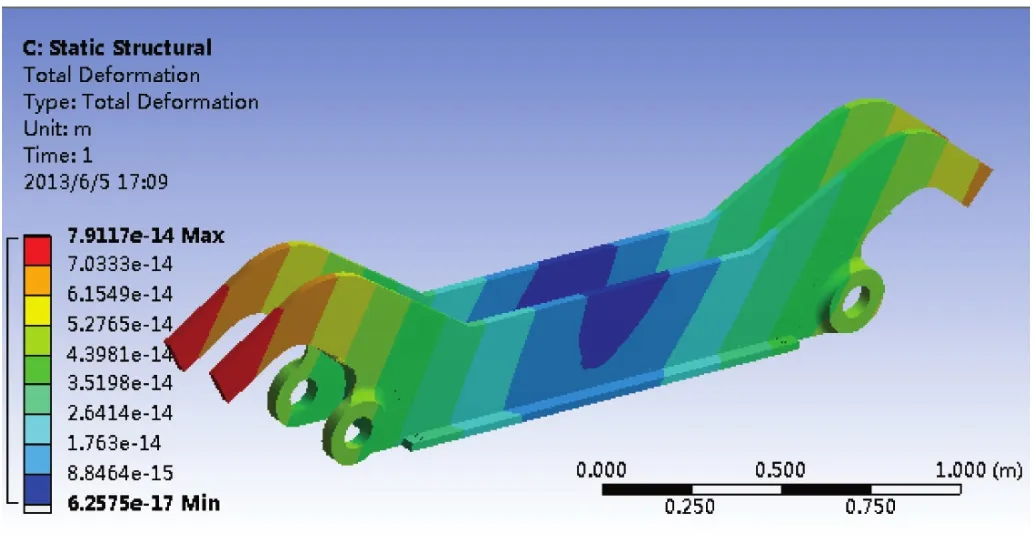
图8 热应力下的位移响应及热应变分布
由图7和图8可知,由于焊接构架较大的对流面积,焊缝处稳态温度较高,边缘较小;焊接产生残余应力使得腹板两端变形量较大,中间位置处焊接变形较小,整体焊接变形较小接近于0,表明在标准焊接下,该焊接腹板和底板自身抗热应变能力高于焊接热应变。
同样,对于焊接构架焊接裂纹、漏焊、焊缝外观不规则等缺陷,分析得到如图 9~ 图 11 所示结果。
在设计分析中,焊缝裂纹位置、裂纹大小及数量,漏焊位置、漏焊大小及数量,不规则形状等都会对分析结果造成一定的影响。由图5可知,焊缝裂纹的存在对焊接构架影响较大,变形较大,应力较集中裂纹处。由图6可知,漏焊焊缝主要表征在中间变形最小处,其相应的热应变结果表明,该漏焊(类模型)对于焊接热应变影响较小,但是实际工况下,漏焊易造成应力集中,经常成为疲劳裂纹的源头。由图7可知,焊缝的不规则形状对于焊接构架的结构影响较为明显,应该保证焊缝符合尺寸设计要求,避免焊接接头过高等缺陷。
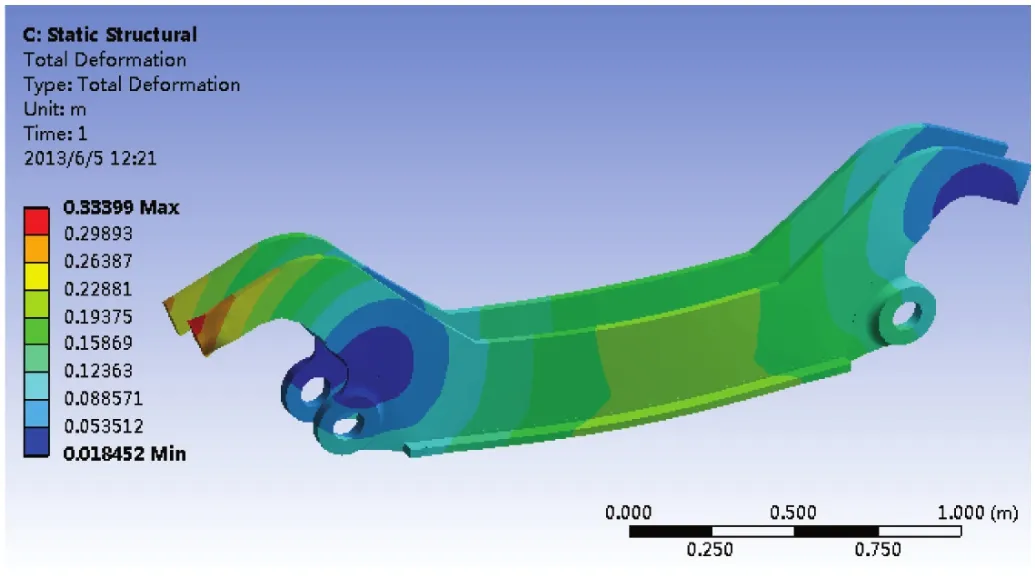
图9 裂纹焊缝热应力下的位移响应分布
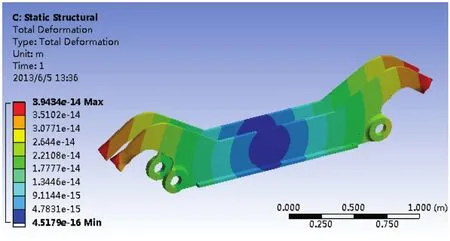
图10 漏焊焊缝热应力下的位移响应分布
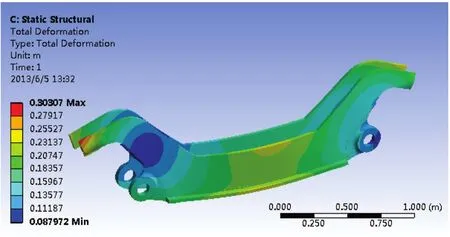
图11 不规则焊缝热应力下的位移响应分布
3 构架焊接强度提高措施
通过对构架焊接变形及残余应力的热应力分析,以及构架焊接成型的特点,在实际焊接工艺中,构架焊接工艺要避免焊接缺陷的发生,一般应满足:(1)腹板和节点座处夹紧,并控制腹板与节点座位置间隙为 2 mm ~3 mm;(2)夹紧腹板,用压板上的凸台控制两腹板开档;(3)用卡兰拉紧两腹板斜线处,使腹板贴住节点座凸台。
对构架抗疲劳设计,为了提高焊接构架的疲劳强度,应从根本上考虑,尽可能消除缺陷,调整焊接残余应力和减少应力集中。概括有以下3个方面:
(1)从设计开始就尽可能做到接头设计合理,降低缺口效应;(2)加强制造、施工的质量管理,防止或减少焊接缺陷的产生;(3)必要的焊后改善措施,调整残余应力的分布,对构架运行过程进行状态检测,尤其是焊接部位的动态发展要高度关注。
4 结束语
在CRH系列转向架焊接工艺中,由于系统、人为操作等因素影响,焊接构架易出现如焊接裂纹、漏焊、焊缝外观不规则等缺陷,严重影响列车运行安全。本文选取了焊接裂纹、漏焊、焊缝外观不规则等缺陷与正常焊缝进行热应力对比分析,得出构架焊接缺陷处易产生应力集中,从而影响构架抗疲劳强度,影响转向架工作性能。基于焊接缺陷影响,本文从构架焊接工艺、结构设计、提高焊接构架的疲劳强度出发,提出了合理性的提高措施。
[1] [日本]织田安朝 .转向架构架焊缝强度的评价 [J].国外机车车辆工艺,2002(6).
[2]袁 博 .高速动车组转向架关键部件性能分析 [D]. 大连:大连交通大学,2012.
[3]王 蓉 .转向架构架 T 型接头焊接温度场与应力场数值模拟分析 [D].长春:吉林大学,2012.
[4]卢耀辉 .铁道客车转向架焊接构架疲劳可靠性研究[D].成都:西南交通大学,2011.
[5]余 刚 .钢制对接焊缝缺陷超声相控阵检测图像特征与识别[D]. 南昌:南昌航空大学,2012.
责任编辑 徐侃春
Defect analysis of welding thermal stress for bogie frame
YU Shengwei1, FAN Zhiyong2
( 1. School of Mechanical Engineering, Southwest Jiaotong University, Chengdu 610031, China; 2. Department of Mechanical Engineering, Southwest Jiaotong University, Emei 614202, China )
The bogie was the running device of a high-speed train, its performance was with a great effect on running safety, riding comfort and stability for vehicles. Frame was the skeleton of the bogie, it assembled all parts, was used to support and bear transmission torque and load, thus it played an important role in the bogies. As for CRH1 bogie frames, the frame was with all steel welded structure, and easily producing bead cracks, leakage solder, irregular weld shapes and so on. Thus, the surface quality detection for the weld was necessary. This paper f i rstly analyzed formation reasons of fault welds, and then, adopted the work piece of class bead cracks, class leakage solder, class irregular weld shapes to test and verify welding thermal stress analysis. Finally, effective measures for frame welding strength were proposed to guide the actual production to some extent.
frame; welding quality; class model; defect analysis
U270.331∶TP39
:A
1005-8451(2015)03-0010-04
2014-07-31
余胜威, 在读硕士研究生,范志勇,讲师。
猜你喜欢
建材发展导向(2021年7期)2021-07-16
中华养生保健(2020年3期)2020-11-16
哈尔滨铁道科技(2020年4期)2020-07-22
汽车世界·车辆工程技术(中)(2020年1期)2020-07-09
制造技术与机床(2019年12期)2020-01-06
电子制作(2018年17期)2018-09-28
中华诗词(2018年1期)2018-06-26
山东工业技术(2018年3期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
浙江大学学报(工学版)(2016年11期)2016-06-05