螺杆空气压缩机热能回收的原理及利用
2015-07-01 23:56张霞邹江秦翊
机械制造与自动化 2015年5期
张霞,邹江,秦翊
(1. 英格索兰压缩机有限公司,江苏 南京 210019; 2. 无锡德宝水务投资有限公司,江苏 无锡 214028)
螺杆空气压缩机热能回收的原理及利用
张霞1,邹江1,秦翊2
(1. 英格索兰压缩机有限公司,江苏 南京 210019; 2. 无锡德宝水务投资有限公司,江苏 无锡 214028)
空气压缩机长时间工作时,排气温度往往高达85 ℃~ 102 ℃,这里蕴藏着大量的热能,这部份热能在未被利用之前,被称为废热,被风扇或冷却水带走,排放于周围环境中,产生温室效应,污染环境。在加装空压机热能回收装置后,大部份热能被充分利用,对环境起到保护作用,同时降低能耗,还可以改善空压机的运行工况。介绍了两种实用的空压机热能回收装置,装置已经投入实际生产使用,效益显著。
空气压缩机; 热能; 热能回收装置; 废热
0 前言
空压机长时间工作时,其润滑油的温度渐渐升高,可以使排气温度高达85 ℃~ 102 ℃,这里蕴藏着大量的热能,这部份热能在未被利用之前,被称为废热,被风扇或冷却水带走,排放于周围环境中,产生温室效应,污染环境。在加装空压机热能回收装置后,大部份热能被充分利用,对环境起到保护作用,同时降低能耗,还可以改善空压机的运行工况。空压机热能回收再利用,是目前广泛应用于空压机站房节能环保项目。它是利用一款新型高效的余热利用设备,将空压机余热100%回收。利用空压机冷却润滑油中的余热,让空压机的废热把冷水转换成热水,热水温度在50 ℃~85 ℃可以任意调节。在当今提倡节能环保的时代,需要大力推广。
1 空气压缩机热能回收的必要性
按照普通工作原理和结构设计的空气压缩机,它的绝热效率在0.65~0.85之间。对于空气压缩机,设计供油温度一般在50℃~60℃, 实际运行时的排气温度往往在80℃~90℃之间。高的排气温度会导致更多的润滑油处于气相,增加油气分离的难度,降低润滑油的使用寿命。除了机械摩擦导致的热能损失外,主要是因为空气压缩机在压缩气体时热能转换的热能损失,压缩机的绝热效率仅有60%~80%。根据美国能源署的统计,空压机在运行时,真正用于增加空气势能所消耗的电能,在总耗电量中只占很小的一部分,约15%左右。约85%的耗电转化为热量,通过风冷或者水冷的方式排放到空气中去了。为此,多数空压机设计了散热系统,让运转过程中产生的热量能被及时排放,保证设备正常运行。“多余”的热量如果不排放,不仅会影响空压机的正常工作,导致高温报警、缩短使用寿命、甚至烧毁;压缩空气温度过高、增加冷干机工作负荷,会影响压缩空气的品质;“多余”的热量如果任意排放,不仅浪费了大量的热能,还加剧大气“温室效应”,造成热污染。
例如:分析1台英格索兰160kW空压机有多少余热[1]。用于压缩空气的消耗的电能只有160×15%=24kW,余热浪费的电能竟然需要160×85%=136kW,1h浪费热量489.7MJ,1年360天浪费热量4234.4×109J。如果采用英格索兰空压机配套热回收系统,大约可以回收50%余热,即占空压机轴功率的40%。则1台160kW空压机每年可回收热量 4234.4×109×50%=2117.2×109J,相当于每年可以节省#0柴油46t,折合用电55.3×104kWh,也相当于每年节省用电55.3万度,折合35.9万元,如表1所示。
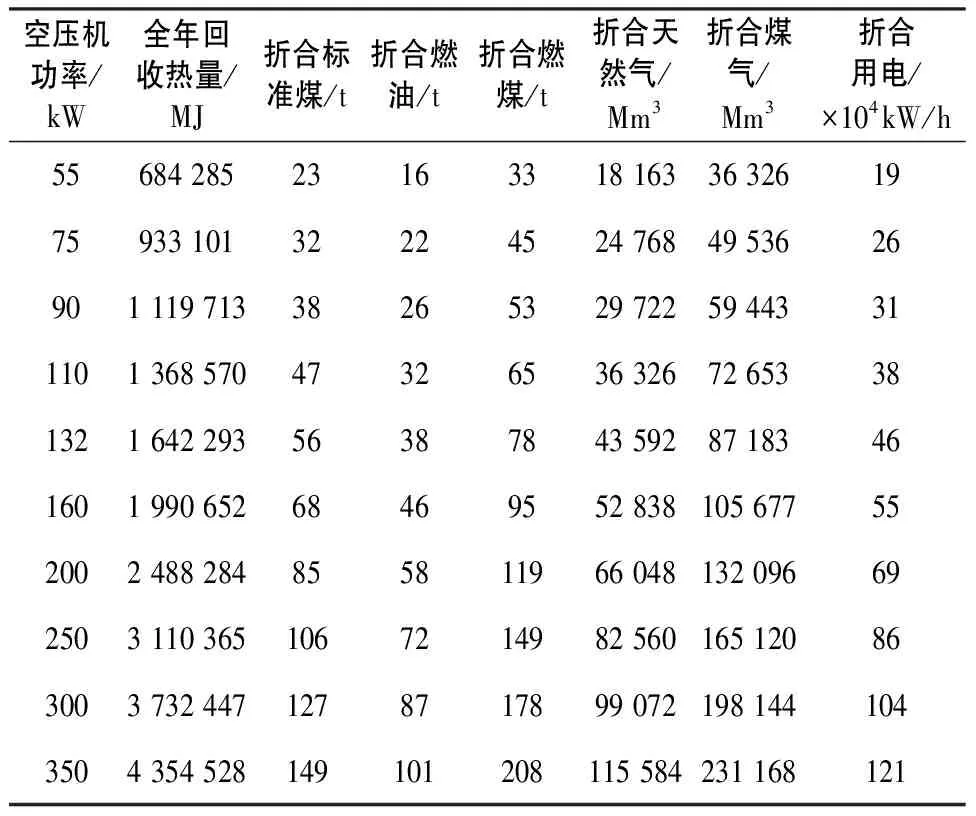
表1 空压机热回收系统节能效益分析表
分析依据:
1) 空压机24 h加载,全年运行360d;
2) 回收热量百分比空压机轴功率×40%;
3) 标准煤热值 ——29.288MJ/kg
#0柴油热值 ——43.1MJ/kg
燃煤热值 ——20.92MJ/kg
天然气热值 ——37.66MJ/Nm3
煤气热值 ——18.828MJ/Nm3
电/热转换 ——3.6MJ/kw·h
实际使用中按照热力学计算常用数值:1t水温度上升1℃需要热量4 186.8KJ;夏/冬季补水平均温度25 ℃/ 10 ℃;生活热水常规蓄热温度50 ℃~55 ℃;洗澡热水常规用量100 L/人·次;RO反渗透纯水生产温度25 ℃;锅炉补水常规预热温度60 ℃~70 ℃。按某工厂有工人300名,分三班工作,洗澡用水为1台燃油锅炉供应;厂内有空压机M75 1台,M160 2台,其中M75空压机全年运行,加载率90%,M160空压机一备一用,平均加载率80%。现用回收空压机废热加热洗澡用水:每班洗澡水用量G=100L×100=10000L=10t,冬季洗澡用热:
Q1=1000×10×(55-5)=2 092MJ
空压机回收废热可提供热量:
Q2=(75×90%+160×80%)×8×860×40% =2 251MJ
Q2>Q1,空压机废热完全可以满足要求。
全年可以节约燃油39.32t,节约燃料费用7000×39.32=275243元。
回收后的空压机余热加热自来水到50℃~60℃,供职工洗澡、洗手使用。原来需要耗费较高成本的福利,现在可以免费提供。也可以将锅炉补给水在进入锅炉之前由较低的温度先一步提升,再由锅炉加热到设定温度。可以大大降低锅炉使用过程中的燃料成本。
此外,还可以用于:
1) 工艺用水加热:反渗透纯水制取用热(RO):保温工艺、冲洗工艺、碱洗工序、防结露工艺等用热水的升温。
2) 采暖用热:工艺空调、舒适空调、车间温湿度控制等系统,可将热回收并入原有采暖系统,降低或消除原有采暖系统的能源成本。
3) 类采暖用热:船厂涂装车间、油漆喷刷车间、洗衣烘干房等场合,可提高生产效率。
可见,回收后的空压机余热具有很大的使用空间,发展空压机余热回收系统可以大量节省企业开支,提高经济效益,更重要的还可以减少污染、保护环境。因此,发展空压机余热回收是个一举两得的重要举措。
2 空气压缩机热能回收系统的结构与工作原理
空压机热能回收系统包含两个组成部分,经过重新改造的空压机内部冷却管路和热回收装置。热回收装置是安装在紧靠压缩机与压缩机连接的一个外部热交换系统。热回收装置供热端是系统提供给客户热水的供热出口,给客户的热水流回来回到热回收装置的入口回水端[2]。
2.1 无油压缩机热回收装置
a) 无油机热回收装置工作原理
无油机热回收装置的热交换系统原理如图1所示。来自压缩机热水出口的80℃的热水,经过客户使用,回到热回收装置的热交换系统,冷却成为35℃冷水,流回压缩机,保证压缩机不会过热。由水泵不断提供压缩机与热回收装置之间循环需要的水。来自压缩机的热水连接到应用端,应用端是系统提供给客户热水的供热出口,客户使用过的热水流回来回到热回收装置应用端,进入换热器充分冷却。
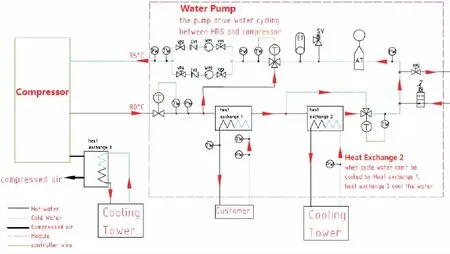

图1 无油螺杆机热回收系统的工作原理图
b) 无油机热回收装置主要部件
1) 板式换热器。是由一系列具有波纹形状的金属片叠装而成的一种新型高效换热器。
2) 水泵。水泵采用2台叶轮泵,当一台水泵损坏维修时,另一个水泵进行工作。
3) 比例调节阀。比例调节阀+电动执行机构实现合流与分流功能达到温度控制。
4) 电控模块。电控系统采用程序逻辑控制器,能根据需要实现多种功能。控制器对比例调节阀进行无间断的无级调速,实现水温的持续稳定。
5) 安全阀。是一种安全保护用阀,当管道内的水压力升高超过规定值时自动开启排水,对人身安全和设备运行起保护作用[3]。
6) 压力膨胀罐。压力膨胀罐是一个由气囊将气体(通常为氮气)与系统水分成两部分的密闭式容器。当系统水温升高时,压力增大,水压高于预充气压力,膨胀的水量进入膨胀罐;系统冷却时,预充气的压力将气囊推到底部,将气囊内的水挤出补充到系统。可以平衡水量及压力,避免安全阀频繁开启和频繁补水[4]。
无油螺杆机的热能回收装置技术已经经过现场验证。现装置已经在10多个单位安装可靠使用,效果良好。
2.2 喷油螺杆压缩机热回收装置
工作原理如图2。

1—主机;2—油气分离筒;3—油滤;4—温控阀;5—油冷却器; 6—温控阀;7—板式换热器;8—温度传感器;9—水流量控制阀 图2 喷油螺杆机热回收系统的工作原理图
空压机主机1的油经过油分离筒2进入热回收装置7进行降温后,通过油路上的温控阀4给出信号,是否超过温控阀设定的温度,如果超过需要经过油冷却器冷却5,经过油冷却器冷却后经油过滤器3返回主机,若从热回收装置出来的油温度未超过温控阀设置的油温,将直接经过油过滤器3返回主机。在热回收装置的另一端分别有进水口(低温进)和出水口(高温出),通过热回收装置的出油口温度传感器8,发出信号给到热回收装置的温控阀6来达到调节水温的目的。
设计要点:
a) 压缩机采用可靠性工程设计,独特的3路管道设计提供了与压缩机冷却剂回路的快速隔离,从而保证压缩机的可靠性。
b) 采用模块化设计,使安装维修方便。
热能回收的关键技术:热回收装置采用独特的热交换器,是不锈钢换热器,具有最佳的热传递,损失最小,效率高达90%,如图3所示。
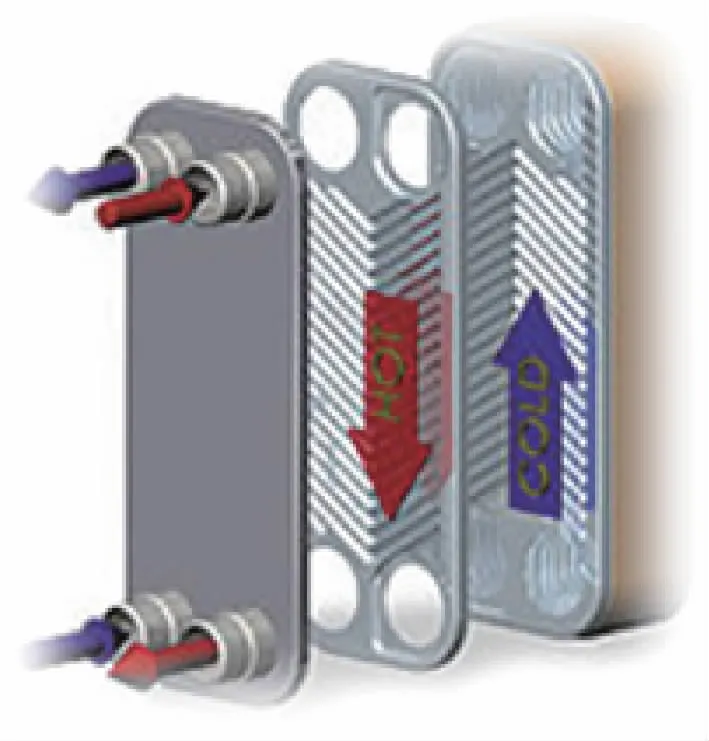
图3 热回收装置图
热回收装置具有使用操作简单的优点。 使用和安装简单,最低限度的维护、所有的面板可以拆卸。采用模块化设计,通用部分可以用于不同规格的热交换器,检修方便。
该热能回收装置技术已经经过现场验证,装置已经在200多个单位安装使用,效果良好。
3 经济效益
据初步计算:一台250kW的无油螺杆机,按全年运行7300h计算,可回收热能4596.8MJ;可节约电能128×104kW/h;节省运营成本89万元;运行半年就可以收回投资成本!
案例:上海XX有限公司空压机热回收项目。
1) 空压机型号:英格索兰R160IU 1台
2) 客户要求:平均每天将30t水由20℃加热至60℃存入蓄热水箱,再送入燃油锅炉加热生成饱和蒸汽或者用作其他用途。
3) 分析:如直接使用燃油蒸汽锅炉将30t 20℃水加热至60℃,需要热量:
Q=30×1000×(60-20)=5GJ
考虑燃油锅炉的燃烧效率为85%,折合柴油137kg。
英格索兰R160IU空压机轴功率160kW,采用英格索兰空压机热回收技术,理论每天可回收热量5.5GJ满足客户的要求。
4) 改造后,经多日跟踪观察,现阶段进水温度25℃,蓄水温度由于受用水量波动影响在65℃~70℃之间,客户反应节能效果明显。
5) 投资回报分析:本项目投资15万人民币,全年节约柴油G=137×360=49320kg,折合人民币34.5万元,约6个月收回全部投资。
安装热回收装置后,这部分的热量能以热的空气或热水的方式被回收利用,主要用于工厂供暖及加热。
从当今提倡环保的角度来说,推广普及空气压缩机的热回收装置,不仅提高客户的社会责任感,也为绿色地球做出一份不小的贡献!
[1] 英格索兰内部培训资料[Z]. 上海:英格索兰公司.
[2] 郁永章,孙嗣莹,陈洪俊. 容积式压缩机技术手册[M]. 北京:机械工业出版社,2000.
[3] 邱晓来,林洁. 阀门产品样本[M]. 北京:机械工业出版社,2001.
[4] 活塞式压缩机设计编写组. 活塞式压缩机设计[M]. 北京:机械工业出版社,1974.
Principle of Screw Air Compressor Heat Recovery and Its Heat Utilization
ZHANG Xia,ZOU Jiang,QIN Yi
(1. Ingersoll rand compressor Co., Ltd., Nanjing 210019, China;2. Wuxi Deppel Water Investment Co., Ltd,. Wuxi 214028,China)
Discharge temperature of air compressor is often up to 85 ℃~ 102 ℃ when it runs for long time. A large amount of heat energy exists in the discharge air. The heat before is unused, it is referred to as waste heat, taken away by the fan or cooling water and it is discharged to atmosphere, it could come into a “greenhouse effect” and pollute the environment. After installing the air compressor heat recovery unit, most of the heat energy is fully used the energy consumption is reduced and the environment is protected. This paper introduces two practical air compressor heat recovery units. The units are put into use in the process of production and the benefit is remarkable.
air compressor; heat energy; heat energy recovery unit; waste heat
张霞(1963-),女,江苏南京人,工程师,本科,主要从事压缩机的设备制造与售后服务工作。
TH45
B
1671-5276(2015)05-0073-03
2014-03-03
猜你喜欢
高中数理化(2022年6期)2022-04-21
小天使·五年级语数英综合(2020年10期)2020-12-23
电子制作(2017年17期)2017-12-18
工业设计(2016年7期)2016-05-04
工业设计(2016年7期)2016-05-04
城市轨道交通研究(2015年3期)2015-02-27
凿岩机械气动工具(2014年4期)2014-03-01
凿岩机械气动工具(2014年2期)2014-03-01
凿岩机械气动工具(2014年2期)2014-03-01
自动化博览(2014年9期)2014-02-28