
大功率碟片激光切割汽车零件工艺研究*
2015-07-12 17:18殷志雄肖海兵
新技术新工艺 2015年5期
殷志雄,肖海兵
(江西五十铃发动机有限公司,江西 南昌 330200)
大功率碟片激光切割汽车零件工艺研究*
殷志雄,肖海兵
(江西五十铃发动机有限公司,江西 南昌 330200)
针对碟片激光切割加工工艺的复杂性,主要研究了大功率碟片激光切割理论与切割工艺。首先研究了大功率碟片激光器与切割碳钢的工艺理论;其次研究了碟片激光氧化切割工艺与激光穿孔技术;最后通过碟片激光切割试验台,以汽车碳钢零件为试验对象,设计试验方法与试验流程,验证了碟片激光切割碳钢材料的速度与激光功率成正相关。选用合理的切割和穿孔参数解决了碟片激光器切割碳钢穿孔等技术问题,提高了汽车零件的激光切割效率与切割质量。
碟片激光器;激光切割;切割工艺;切割穿孔;切割质量
激光切割是利用激光器输出高能量密度的激光束,并聚焦在切割材料表面,使工件材料上被超细焦点光斑照射的区域融化和气化。由于车辆零件要求精度高、误差小,因此对激光切割提出了更高的要求。研究车辆碳钢材料的切割对实际生产具有指导意义。
目前,H.Sotobayashi[1]研究了掺铒光纤激光器,采用特殊工艺,在光纤芯层沉积中掺入极小浓度的铒离子,制作出了掺铒光纤。何煦辉等[2]研究了碟片式激光器及其在工业中广泛的应用。陈根余等[3]总结了三维激光切割的应用,综述了三维切割技术的发展。阎启[4]通过汽车冷轧钢板激光切割试验,分析了激光切割工艺参数对粗糙度和切缝宽度等切割质量的影响。陈亚军[5]研究了机器人光纤激光切割系统切割碳钢工艺,通过试验研究表明,大功率激光切割在碳钢切割中具有切割效率高与速度快等优势。Sparkes等[6]研究了激光切割不锈钢,研究表明,改变气压、离焦点位置和喷嘴直径等参数对切割质量有较大影响。
本文研究大功率碟片激光切割理论,探讨碟片激光切割工艺。通过碟片激光切割试验台,研究切割工艺参数,优化大功率碟片激光切割工艺参数,以实现更好的切割效率与切割质量,满足企业生产需要。
1 碟片激光切割理论模型
1.1 碟片激光器
新一代碟片激光器(Disk Laser)的棒状晶体为碟片晶体。碟片激光器结构由抽运模块、晶体腔体、谐振腔、光导纤维接口以及实时反馈控制系统组成。碟片式激光器把棒状晶体吸收的功率压缩到比棒状晶体小得多的增益介质内部,以提高激光功率密度。碟片式激光器内部的实时反馈控制系统,提高了光电转化效率。碟片激光器的工作物质通过外部的冷水机热传导冷却,整个外光路通过光纤传输,封闭性好,提高了激光束质量[7]。
1.2 激光切割工艺
激光氧化切割使用氧气等辅助气体,在激光束的照射下,与气体发生化学反应。激光氧化切割工艺参数影响着激光切割质量,工艺参数主要包括激光器功率、切割速度、焦点位置、辅助气体压力、穿孔参数和喷嘴直径等。激光切割工艺表见表1。
碟片激光器输出功率是影响激光切割质量的关键。激光切割所需要的激光功率主要取决于切割类型以及被切割材料的性质。辅助参数有焦点位置、辅助气体和喷嘴参数, 根据切割不同厚度板材选择
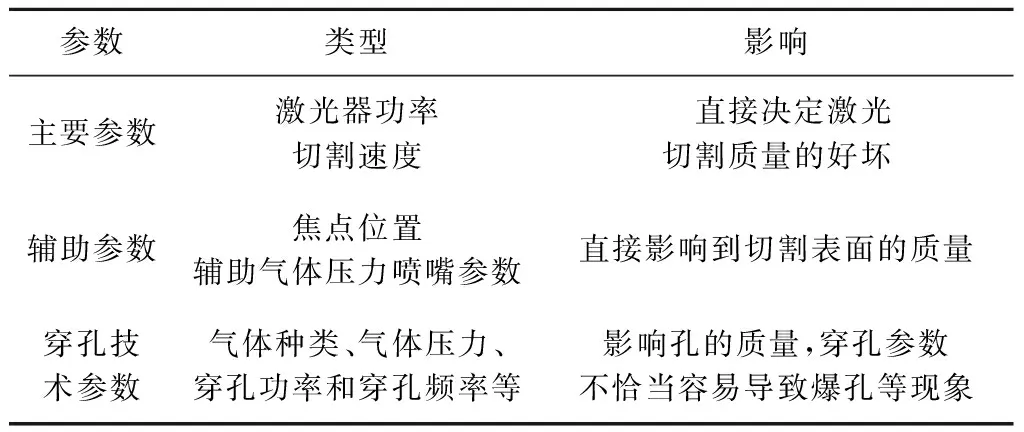
表1 激光切割工艺表
不同切割焦点位置以及喷嘴直径大小。穿孔技术参数有爆破冲孔和脉冲穿孔2种方式,穿孔切割参数包括气压大小、穿孔次数、穿孔时间和脉冲频率等。脉冲穿孔技术是每个脉冲激光产生小的微粒喷射,逐层深入进行切割。
在脉冲穿孔方式中,碟片式激光器快速地开起和关断。脉冲参数、频率和占空比设定由开起时间和关断时间决定,以开起时间和关断时间来计算频率并确定运行情况。
f=1/(t开+t关)
(1)
μ=(t开×100)/(t开+t关)
(2)
式中,f是激光频率;μ是占空比;t开是开起时间;t关是关断时间。
2 实例分析
碟片激光切割试验台示意图如图1所示。大功率碟片激光切割试验台由激光器、机床、操作系统、交换工作台和除尘系统等部分组成。激光器采用TruDisk2000,通过稳压电源供电以及冷水机进行冷却。机床部分由床身X轴、横梁Y轴、Z轴、导轨和底座等组成;除尘系统通过鼓风机抽取废气排出;激光切割机的切割功能和切割精度是由主机部分来实现的;交换工作台分为切割工作台与上料工作台,通过液压控制台实现。激光器TruDisk2000参数见表2。

图1 碟片激光切割试验台

表2 TruDisk2000 参数
2.1 试验流程
在激光切割试验过程中,首先根据切割模型,绘制、检查与编辑图形;其次设置工艺参数,在切割穿孔过程中,调节穿孔参数,优化穿孔切割;然后手动设置原点,仿真模拟边检,自动加工控制,查看切割效果。根据切割效果,调整切割工艺参数,使得切割满足要求。激光切割流程如图2所示。

图2 激光切割流程图
2.2 试验分析结果
试验分别切割2、4、6、8、10和12 mm的Q235碳钢,分别采用0.8、1.6和2 kW不同功率进行试验切割。切缝相同,选择不同的碳钢厚度,调整切割功率与切割速度,得出切割功率、切割速度与切割碳钢厚度关系的变化;激光切割功率与切割速度、切割厚度的关系如图3所示。

图3 切割功率与切割速度、切割厚度的关系
选择某2种类型的汽车零件(个),材料均为碳钢(个)。对于8 mm的板厚,设置切割功率1 700 W,喷嘴尺寸1.0 mm,气压0.075 MPa,切割高度0.8 mm,采用3次穿孔(参数见表3)。

表3 穿孔切割工艺参数
激光切割效果通过切口宽度、精度和表面粗糙度等进行评价。激光切割效果如图4所示,激光切割孔中心距误差精度为0.1~0.4 mm,切口表面粗糙度为Ra(12.5~25) μm,切割表面没有熔化层与熔渣,切割质量满足装配要求。

图4 激光切割效果
3 结语
在碟片激光切割过程中,切割速度与激光功率和切割材料等密切相关。选择合理的工艺参数,控制好焦点位置与穿孔参数,可以取得较好的切割效果。试验表明,碟片激光切割具有变形小、切割精度高、切割速度快及切割效率高等优点。
[1] Sotobayashi H, Gopinath J T, Takushima Y,et al.Broad-Band wavelength-tunable,single frequency and single polarization bismuth oxide-based erbium-doped fiberlLase[J]. IEEE Photonics Technology Letter,2004,16(7):1628-1630.
[2] 何煦辉.碟片激光器及其在工业中的应用[J].激光与光电子进展,2009,7(21):64-66.
[3] 陈根余,曹茂林,黄丰杰. 三维激光切割的应用和研究[J].激光与光电子学进展,2007,44(3):38-42.
[4] 阎启,刘丰.工艺参数对激光切割工艺质量的影响[J].应用激光,2006(6):80-82.
[5] 陈亚军.机器人光纤激光切割系统切割碳钢工艺研究[D].镇江:江苏大学,2011.
[6] Sparkes, Martin,Gross, et al. Practical and theoretical investigations into inert gas cutting of 304 stainless steel using a high brightness fiber laser[J].Journal of Laser Applicaton,2008,20:59-67.
[7] 宋祥.高功率碟片式激光器谐振设计及实验研究[D].武汉:华中科技大学,2012.
*中央高校基本科研业务基金项目(2014ZB0023)
责任编辑马彤
《新技术新工艺》杂志征稿启示
《新技术新工艺》杂志是中国兵器工业新技术推广研究所主办的工业技术类期刊,自1981年国内外公开发行至今已二十余年,荣获中国兵器工业集团公司优秀科技期刊一等奖,国家新闻出版总署“双效期刊”,并连续几年被评为中国科技核心期刊,中国科技论文统计源期刊、检索源期刊。同时还被《中文科技期刊数据库》、《〈中国核心期刊(遴选)数据库》、CEPS中文电子期刊、中国学术期刊(光盘版)电子杂志社收录。为加强学术交流,促进制造业的发展,热忱欢迎高等院校的科技工作者和企业技术人员踊跃投稿。
E-mail投稿邮箱:ntnp@263.net
联系电话:010-68962167
ResearchonHighPowerDiskLaserAlctoPartsCuttingProcess
YIN Zhixiong, XIAO Haibing
(Jiangxi ISUZU Motors Co.,Ltd., Nanchang 330200, China)
Focused on complexity of disk laser cutting process, high power disk laser cutting technology was studied. Firstly, high disc power laser and cutting theory was studied. Secondly, the oxidation cutting process and perforation cutting were researched. Finally, through disk laser cutting test, taking the auto carbon steel material parts as test object and designing cutting process, the perforation of the disc type laser cutting carbon steel technical problem was solved by choosing reasonable cutting process parameters. The results showed that high power disk laser cutting with high efficiency and quality can achieve the best cutting technology of auto carbon steel parts.
disk laser, laser cutting, cutting technology, perforation cutting, cutting quality
TH 162
:A
殷志雄(1968-),男,工程师,主要从事柴油机设计与先进制造技术等方面的研究。
肖海兵
2014-10-18
猜你喜欢
煤气与热力(2021年4期)2021-06-09
山东冶金(2019年6期)2020-01-06
电子制作(2019年16期)2019-09-27
中外文摘(2018年23期)2018-11-21
电子制作(2018年16期)2018-09-26
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
家庭影院技术(2018年1期)2018-04-28
北京航空航天大学学报(2017年3期)2017-11-23
小学生作文(中高年级适用)(2017年6期)2017-07-07
火控雷达技术(2016年1期)2016-02-06
