
真空系统解决自吸泵自吸能力不足的工艺改进
2015-07-18 09:56祝永刚中国核电工程有限公司北京100840
中国新技术新产品 2015年14期
祝永刚 赵 召(中国核电工程有限公司,北京 100840)
真空系统解决自吸泵自吸能力不足的工艺改进
祝永刚赵召
(中国核电工程有限公司,北京100840)
摘要:某厂在进行自吸泵输送试验时,发现在一定液位以下无法实现对废水的正常输送。后经过原因排查以及分析计算,最终确定由于吸程高,吸入管线过长等原因导致自吸泵的压力损失过大,超过了自吸泵自身的最大自吸高度。通过增加一套真空系统的方法,有效地解决了自吸泵自吸能力不足的问题。本文对上述全过程进行了分析和总结,为今后解决类似自吸泵自吸能力不足的问题提供一定的借鉴和参考。
关键词:自吸泵;真空系统;工艺改进;自吸能力
1 概述
自吸泵以其具有自吸功能的特点,在某些场合下比一般离心泵方便可靠,因而正在被广泛使用。在使用、评价自吸泵的特性时,除了一般离心泵的性能要求外,还需要增加泵自吸性能方面的指标。自吸性能通常是用自吸时间和自吸高度来衡量。如果一台自吸泵的自吸高度很高,说明其抽真空的能力很强,能达到较高的真空度。如果在某个固定的自吸高度下,自吸泵的自吸时间很短,说明其的抽气能力很强,排气量大。
某厂废水接收及转运系统主要承担废水接收以及对外转运的任务。主要设备包括了一个接收槽01C、两台废水泵01P-02P和四个阀门01-04V等。工艺流程简图如图1所示。其中两台废水泵为自吸泵,最大自吸高度为5.2m。泵安装高度相对接收槽底3m,泵吸入管口距接收槽底20mm。
在系统安装完成之后,进行自吸泵输送试验时,(1)接收槽液位560mm,已淹没吸入管口,抽吸不出水;(2)将接收槽内液位增加至1060mm,仍然抽吸不抽水;(3)将接收槽液位增加至1580mm依旧抽吸不出水。且每次启动时间都在10~14分钟。该问题成为制约今后生产运行的一个难题。
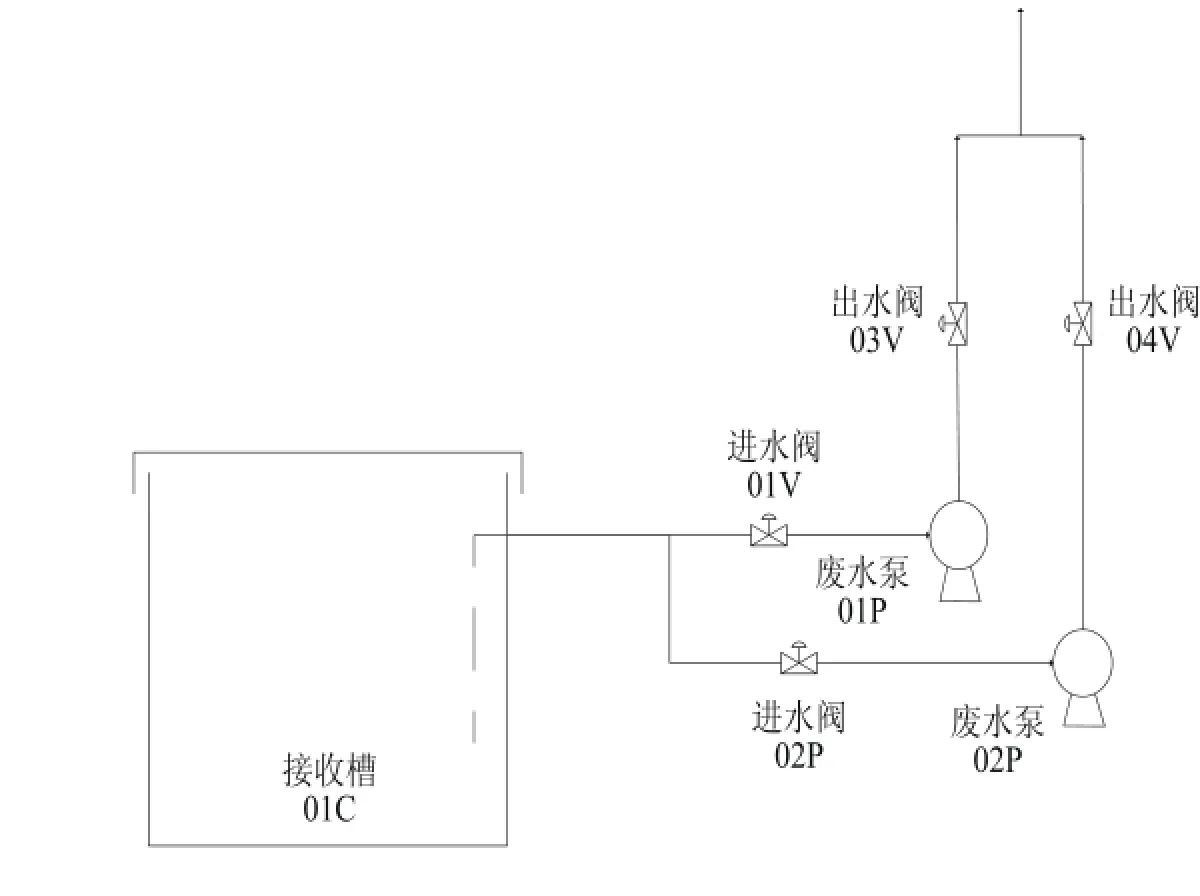
图1 废水接收及转运系统工艺流程简图
2 自吸泵工作原理及原因分析
2.1自吸泵工作原理
不需在吸入管路内充满水就能自动地把水抽上来的离心泵。自吸泵的结构类型很多,常见的有ZX等结构类型的自吸泵;我国自主研发的NTP气液混输同步排吸泵;能达到自动起停的TPW透平同步排吸泵;因价格优势快速占领市场的WFLZ等无密封自控自吸泵等,被广泛的应用到各种化工、石油、电厂、医药、纺织等众多领域。
自吸泵在启动前应在泵壳内灌满水(或泵壳内自身存有水)。启动后叶轮高速旋转使叶轮槽道中的水流向蜗壳,这时入口形成真空,使进水逆止阀门打开,吸入管内的空气进入泵内,并经叶轮槽道到达外缘。自吸泵属自吸式离心泵,它具有结构紧凑、操作方便、运行平稳、维护容易、效率高、寿命长,并有较强的自吸能力等优点。管路不需安装底阀,工作前只需保证泵体内储有定量液体即可。不同液体可采用不同材质自吸泵。
2.2原因分析及排查
2.2.1自吸泵不上料的常见原因
自吸泵在使用过程中,有时会出现不上料的问题。常见的原因有:(1)有泵体内无存水或存水不足;(2)进水管破裂或接头漏水;(3)轴承体密封不严或密封失效;(4)轴承和轴套之间出现间隙;(5)叶轮损坏或松脱;(6)进水管道或叶轮流道堵塞;(7)吸水扬程过高或叶轮转速过低。
2.2.2原因排查
针对上述7种可能,通过现场试验进行逐一分析和排查,方法及排查结果如下:
(1)接收槽01C液位3270mm,启动自吸泵1P可以正常出水,并且下设备间查看管道,未发现有泄漏。因此初步可以排除前6种由于泄露、松脱等机械原因造成的可能;
(2)接收槽01C液位3030mm,启动124B03/1P可以正常出水;
三是严守纪律,守住底线。要加强政治纪律、工作纪律,尤其是中层以上干部,一定要有底线意识,要合法合规做事,牢牢守住法律这根红线,讲政治、守规矩、做表率,杜绝任何违规违纪现象。要认识到位,执行力到位,用制度管事,推动各项工作落地见效。要坚持安全发展理念,坚守安全红线,筑牢发展底线,落实责任,强化措施,务求实效,为企业发展提供强有力的安全保障。
(3)接收槽01C液位2800mm,破坏真空后,启动泵发现有短暂的排气过程,排气过程完成后,泵运转正常,可以正常出水。之后关闭泵出口阀门,停泵2h,泵出口压力表的真空度有微小的减少;
(4)接收槽01C液位2500mm,破坏真空后,启动自吸泵1P10分钟后吸不上水,因此初步判断泵的自吸高度极限在2500mm~2800mm之间。
2.2.3原因确定
自吸泵的损失主要包括四个部门,分别为原动力损失、机械损失、容积损失和水利损失。经过分析四类不同的损失,初步判断可能由于吸水扬程过高或叶轮转速过低导致自吸泵在一定液位高度范围内无法抽吸液体的现象发生。具体原因分析如下:
(1)自吸泵的吸入管道距离接收罐底的只有20mm距离,估算有2m左右的压力损失;
(3)现场布置中由于管线较长以及弯头、阀门等产生的压力损失估算有1.5m的压力损失。
以上三项合计产生的压力损失为6.5m,超过自吸泵的最大自吸高度5.2m。由此可以判断造成自吸泵不上料的根本原因为自吸泵的自吸能力有限,现场布置中系统本身所产生的压力损失已经大于泵的自吸能力。因此导致在低于2800mm的液位时自吸泵无法正常抽吸废水。
3 工艺改进
提高自吸泵自吸能力的方法有多种,通常来说可以分为两大类。一类是对泵体机构进行改造,另一类是工艺流程改进。通过泵体改造已经在石油化工企业得到了很好的应用。而某厂的泵房位置已确定,无法改变管线的走向,用以缩短进口管线。且重新采购高自吸能力离心泵的费用过高,因此综合各种因素,考虑通过工艺流程改进的方法,即增加真空系统,使废液吸入自吸泵,来实现自吸泵的正常使用。
3.1改进后的工艺流程
通过工艺改进,增加一个容积为200L的真空罐02C、一台抽气速率为8L/s的真空泵03P、五个气开式波纹管截止阀05V-09V以及相应的不锈钢管道,如图2所示。
3.2操作说明
接收槽在液位在2800mm以上时,可正常启动废水泵01P-02P输送液位。低于2800mm时,在启动废水泵01P-02P前,关闭06V、05V、09V,打开真空泵03P的进、出气阀07V和08V。启动真空泵,使真空罐02C内形成负压,待真空罐压力稳定后,打开06V,在废水泵01P-02P的进口管道内形成负压,将废水吸入废水泵01P-02P的进口管道内。
当检测到真空罐02C内液位上升时,打开废水泵01P-02P进、出水阀,启动废水泵,并关闭真空罐进水阀06V,停运真空泵并关闭进气阀07V和出气阀08V,废水泵01P-02P进行正常运行。
当废水输送完成之后,打开真空罐02C的气阀09V,破坏真空罐真空,打开真空罐出口管道上的排水阀05V,将吸入真空罐02C中的废液排入废水泵01P-02P的进口管道,通过自流方式返回接收槽中。
4 改进效果和结论
通过增加一套真空系统,在不改变现有设备的基础上,消除了自吸泵在一定液位时自吸能力不足的现象,实现了一次试车成功。在2800mm以下的液位,自吸泵从启动到正常运行用时不到1min,且泵启动后的各项运行参数均符合要求。
通过实践证明,在某些特定情况下,通过增加真空系统的方法,可以有效的较少系统的压力损失,从侧面提高自吸泵的自吸性能,可以为今后其他行业解决自吸泵不上料的问题提供借鉴和参考。
参考文献
[1]范宗霖.自吸泵的自吸时间及自吸高度计算[J].甘肃工业大学学报,1991,17 (01):7-13.
[2]刘希英.浅析各种类自吸泵比较[J].化工管理,2013(08):45.
[3]戎平.自吸泵不出水的原因及故障排除[J].农业机械化与电气化,1994(02). [4]孙幼波.立式无密封自吸泵设计及性能优化[D].浙江大学,2013.
[5]张东亮,等.强自吸泵不上量原因分析及改造[J].齐鲁石油化工,2012,40 (02):132-134.
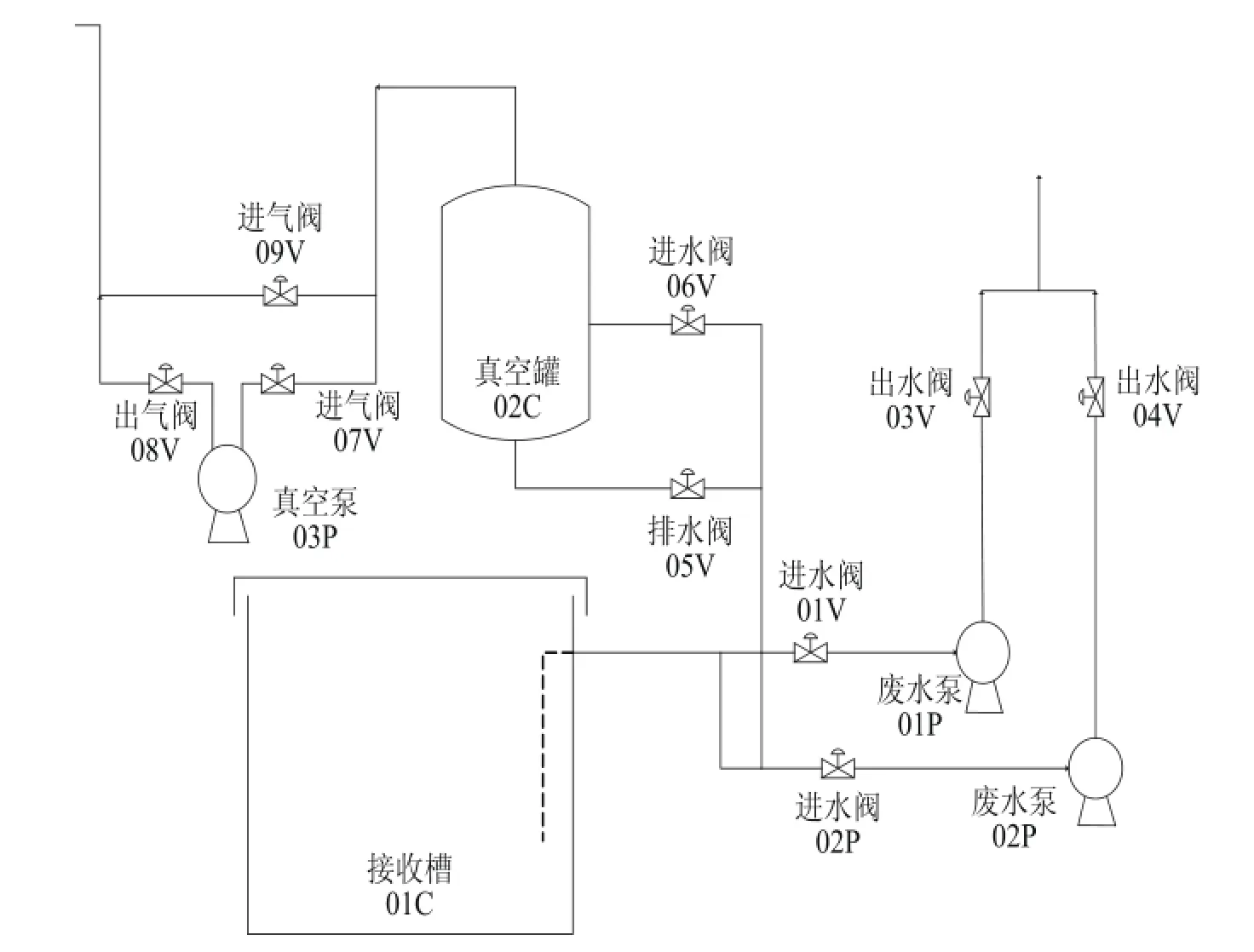
图2 工艺改进后的流程简图
中图分类号:TH317
文献标识码:A
作者简介:祝永刚,男,毕业于天津大学环境化工专业,硕士研究生,就职于中国核电工程有限公司调试部,工程师。赵召,男,毕业于哈尔滨工程大学核工程与核技术专业,大学本科,就职于中国核电工程有限公司调试部,助理工程师。
猜你喜欢
水泵技术(2022年2期)2022-06-16
水泵技术(2022年1期)2022-04-26
水泵技术(2022年1期)2022-04-26
装备机械(2022年4期)2022-02-07
中国设备工程(2021年8期)2021-04-26
