基于有限元仿真的模态宽频时效技术的应用研究
2015-07-18 11:24郑轩
新技术新工艺 2015年6期
郑 轩
(北京翔博科技有限责任公司,北京 100086)
基于有限元仿真的模态宽频时效技术的应用研究
郑 轩
(北京翔博科技有限责任公司,北京 100086)
通过有限元法的仿真分析,预测构件或毛坯中残余应力的分布情况,确定需要均化残余应力的具体部位,就可以根据工件的材料与几何形状确定所需的振动模态。结合北京翔博科技有限责任公司自有的模态宽频时效设备对机械加工件进行有针对性(定位残余应力)的时效处理,可以达到降低和均化残余应力的目的,从而获得兼顾尺寸稳定性与低残余应力幅值的长寿命结构件。
有限元法仿真;模态宽频时效;残余应力
航空、航天结构件的毛坯多采用塑性成形的加工方式,往往存在较大的残余应力场。有关研究表明,通过控制淬火工艺来降低残余应力数值,其效果非常有限,因此,一般通过机械作用或者热处理的方法对航空、航天结构件中的残余应力进行消除。其中,自然时效是最古老的时效方法,在温度应力形成的过载下,促使残余应力发生松弛从而降低和均化残余应力,使尺寸精度获得稳定,该方法虽然经济实用,简单易行,但周期长,造成资金积压,占用场地多,管理比较复杂,故正在逐渐被淘汰;热时效处理法是降低淬火残余应力的传统方法,但热时效需要专业的加热炉,投资大,能耗高,效率低,污染环境,此外,容易产生新的变形和二次应力;机械拉伸法是沿构件轧制方向施加一定量的拉伸塑性变形,该方法仅适用于板材或其他形状简单的构件,且对拉伸前板材的组织均匀性要求较高;振动时效技术就是利用振动对有残余应力的构件加循环载荷,使构件内某些部位的残余应力与振动产生的动应力叠加后超过材料的屈服应力,产生一定的塑性变形,随之残余应力得到松弛,从而引起内应力的降低和重新分布。
残余应力是由不均匀的塑性变形引起的,以弹性势能的形式存在,而塑性变形本质上是位错在滑移面上运动造成的。从微观上看,只要温度在绝对零度以上,金属原子始终处于运动中,由于位错滑移以及残余应力的影响,这些原子处于不稳定的亚平衡状态,一旦外部载荷的足够能量作用于这些亚平衡状态的运动粒子,将重新产生位错滑移,原有的平衡被打破的同时,弹性势能得以释放,残余应力随即下降与均化。振动时效与热时效均是通过上述机理,以达到降低和均化残余应力的目的。
北京翔博科技有限责任公司提出并使用了高效的残余应力定位时效方法——频谱谐波定位时效[1],即通过有限元法进行仿真分析,预测构件或毛坯中残余应力的分布情况,确定需要均化残余应力的具体部位,就可以根据工件的材料与几何形状确定所需的振动模态。结合本公司自有的模态宽频时效设备对机械加工件进行有针对性(定位残余应力)的时效处理,就可以达到降低和均化残余应力的目的,从而获得兼顾尺寸稳定性与低残余应力幅值的长寿命结构件。
下述是高强铝合金小型薄壁结构件模态宽频时效案例。
选择加工变形大的结构和材料作为试验件。材料:7075铝合金;成型方式:热轧;热处理方式:500 ℃水淬;机械加工方式:铣削;毛坯结构:铝合金薄板(180 mm×360 mm×15 mm);精加工成品结构:薄壁盒形结构(160 mm×350 mm×10 mm,壁厚2 mm),如图1所示。
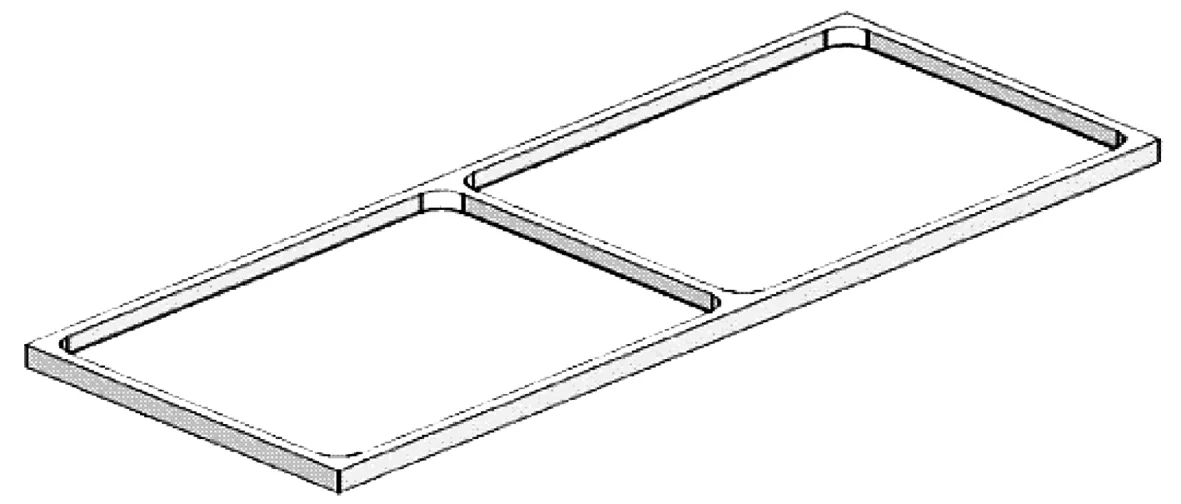
图1 7075铝合金薄壁件成品
1 毛坯淬火工艺仿真及残余应力预测
本案例中认为铝合金板毛坯状态的淬火工艺引入的残余应力是引起最终加工变形的主要因素,而淬火残余应力是由不均匀的降温过程引起的;因此,本案例通过对该热处理的降温过程进行仿真,预测残余应力的大小、状态及分布,为后续的“定位时效”提供数据基础。
毛坯尺寸为180 mm×360 mm×15 mm,材料为7075铝合金,力学性能与热物理参数参考国标,对有限元模型施加刚体约束、初始温度等边界条件。在仿真过程中,初始温度为500 ℃的铝合金毛坯通过表面与室温20 ℃的水进行热交换,最终采用温度场与结构场直接耦合的方式求解铝合金毛坯在淬火过程中产生的初始残余应力。
铝合金毛坯表面在淬火降温过程中某一时刻的温度场分布与某单元节点的降温曲线图分别如图2和图3所示。由图2可以看出,由于热交换主要发生在金属表面,铝合金毛坯在降温过程中遵循由四周到中间、由外到内的温度梯度分布规律(色阶越高,代表温度越高);另外,图3中提取的部分单元节点的降温曲线说明,铝合金毛坯在降温开始的20 s以内已经达到室温,与热处理车间了解到的实际情况吻合。

图2 7075铝合金毛坯淬火降温过程的温度分布

图3 淬火降温过程的温度—时间曲线
淬火仿真过程中铝合金毛坯充分冷却后的初始残余应力(等效值)分布如图4所示。由图4可见,由于在降温初期四周的金属材料最先与外界发生热交换,且降温速率较大,铝合金薄板在淬火热处理后的残余应力主要集中在这一区域——分别沿铝合金薄板长短边分布200~300 MPa的压应力,这一残余应力将是引起铝合金薄壁结构件加工变形的主要因素。

图4 7075铝合金毛坯淬火后的初始残余应力(等效值)
2 切削加工仿真及成品加工变形预测
初始残余应力引起的加工变形主要包括2种:1)工件整体的翘曲变形;2)由于残余应力的不断释放与重分布,造成局部“过切”或“欠切”的铣削误差变形。真实的加工变形是2种变形的综合。
本文主要考虑初始残余应力对于工件整体变形的影响,铣削误差变形影响较小;因此,不必逐步进行铣削过程仿真,而是将要去除的材料单元一次完全“杀死”,这样可以大大提高计算效率。
在铝合金薄壁结构件的加工变形预测与实际加工变形的结果对比中(见图5)可以清楚地看到,7075铝合金毛坯薄板经过淬火处理及后续的切削加工后,发生了中间翘曲的宏观变形(见图5b),其趋势与变形量和CAE仿真结果(见图5a)基本吻合。一方面,验证了上述对该铝合金薄壁结构件残余应力与加工变形趋势预测结果的正确性;另一方面,基于特定的位移场(变形)可以确定唯一的应力场这一准则。由此可以得到如下推论:由于仿真与实际发生的变形情况的近似性,可以认为真实的加工变形是由与仿真得到的初始残余应力场相近的应力场造成的,二者具有可替代性;因此,可以针对铝合金毛坯的初始残余应力仿真结果,制定相应的模态宽频时效方案。

图5 铝合金薄壁结构件加工变形预测 与实际加工结果对比
3 模态宽频时效工艺实施
由于本项目的首要目标是对成品件加工变形的抑制,采用对比试验法,选择典型结构试件,进行模态宽频时效和不时效2种情况下的加工试验,实际测量上述2种情况下的变形量,并对这些数据进行分析,对模态宽频时效技术在铝合金薄壁结构件的应用效果进行评价。
通过FEA仿真技术,得到7075铝合金毛坯淬火后的残余应力分布趋势,即可以根据动应力与残余应力叠加屈服的振动时效宏观机理,选择有针对性的模态振型与对应的模态频率。不同频率段的模态动应力与残余应力的对应关系如图6所示。1、2分别为铝合金淬火板在51和110 Hz的模态振型产生的动应力;3、4分别为较高频率段——212和425 Hz的模态动应力。由图6可以看出,较低频段(<167 Hz)的模态振型与动应力的覆盖范围总是有限的,主要集中在工件的中心位置,与残余应力的集中区域不能完全重合;中频段(167~300 Hz)出现的模态振型与动应力的覆盖范围有较大的拓展;当模态频率达到>300 Hz的高频段时,在板材的各个位置均可较均匀地出现动应力,预计该振型对残余应力的降低与均化效果最为理想。

图6 不同频率段的模态动应力与残余应力的对应关系
模态宽频时效及工件的加工流程示意图如图7所示。

图7 7075铝合金薄壁件加工流程示意图
4 试验结果分析
通过测量7075铝合金薄壁结构件精加工后自由状态的变形量(平面度),反映应力消除的效果,成品实物图如图8所示,试验结果见表1。

图8 7075铝合金薄壁结构件精加工后成品
表1 7075铝合金薄壁件定位时效与不时效加工变形对比
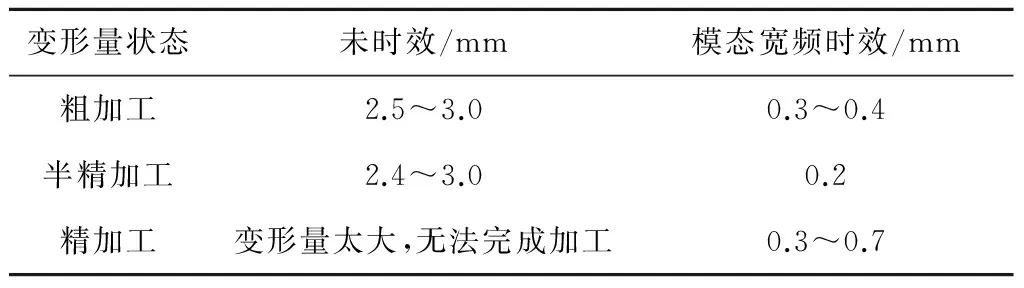
变形量状态未时效/mm模态宽频时效/mm粗加工2.5~3.00.3~0.4半精加工2.4~3.00.2精加工变形量太大,无法完成加工0.3~0.7
在对比试验中,不时效的铝合金毛坯在加工过程中没有进行模态宽频时效,所以变形量有所增大,后又补充进行试验,在加工过程中增加振动消除应力,经加工后变形量为0.3~0.7 mm;因此,模态宽频时效对残余应力的抑制与均化效果、以及对加工变形的控制作用明显。
5 结语
经过理论分析、工艺试验和应用实践,充分显示了模态宽频时效技术的优势,在很大程度上可以替代常规的热处理时效工艺。对于大型工件、高强铝合金薄壁结构件,以及热处理需要真空环境的钛合金工件,优势尤为明显,在航空、航天器结构和机构研制中具有很高的推广价值。
[1] 杨永刚,曹瑜琦,赵瑞,等.频谱谐波时效在旋挖钻机桅杆上的应用研究[J].新技术新工艺,2013(12):116-119.
责任编辑郑练
TheApplicationResearchofModal&WidebandVSRTechnologybaseonFEA
ZHENG Xuan
(Beijing Semboo Science & Technology Co., Ltd., Beijing 100086, China)
With the method of FEA, the rules of residual stress in both rough and machined parts could be revealed, and the concentration of residual stress could be located. According to both material and structure of parts, and in order to obtain stable dimensions and long-life machined parts, it is possible to release residual stress with the VSR machine named “modal & wideband”.
FEA, modal & wideband VSR, residual stress
TH 16;TH 706
:A
郑轩(1982-),男,工程师,硕士,技术总监,主要从事模态宽频时效系统研发及其工艺、X射线衍射法残余应力无损检测技术的应用、机械加工变形及数值模拟计算等方面的研究。
2014-12-22
猜你喜欢
山东冶金(2022年2期)2022-08-08
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
纤维复合材料(2018年4期)2018-04-28
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
火控雷达技术(2016年3期)2016-02-06
中国塑料(2015年8期)2015-10-14