TRIZTRIZ理论在汽车线束制造工艺改进中的应用
2015-09-23 09:15张震华杨三军李殿龙杨建锋
河南科技 2015年19期
周 锋 张震华 杨三军 李殿龙 杨建锋
(1.鹤壁职业技术学院,河南 鹤壁 45588003300; 2.河南天海电器有限公司线束研发中心,河南 鹤壁 45588003300)
TRIZTRIZ理论在汽车线束制造工艺改进中的应用
周锋1张震华2杨三军2李殿龙2杨建锋2
(1.鹤壁职业技术学院,河南鹤壁45588003300; 2.河南天海电器有限公司线束研发中心,河南鹤壁45588003300)
随着汽车舒适性、智能化程度的不断发展,汽车上的功能电器也逐步增多,导致连接各功能电器的线束导线回路数量大幅增加,造成汽车线束的制造工艺和流程越来越复杂;将TRIZ理论应用到汽车线束制造过程中的工艺改进、工装改进以及技术难题的解决中是一个快捷途径。
汽车线束;TRIZ;矛盾矩阵;工业工程
汽车线束的制造工序包括裁线、辅助、压接、合线、预装配、总装配、检测、包装等工序组成,传统的线束制造工艺,每个工序之间都有一个移动和等待过程,造成时间浪费、工序半成品缓存增加,出现等工待料等资源浪费,且效率低下,生产订单的制造周期较长,满足不了生产订单的快速交付。随着汽车线束制造设备的发展,一些汽车线束设备制造企业已经完成了裁线+压接、裁线+辅助+压接、裁线+压接+绞线自动化设备的开发与应用,有些设备制造商还完成了两根导线单端并压端子的设备制造。这些自动化设备的开发与应用提高了汽车线束制造的水平和劳动效率,从而能够实现汽车厂家的线束制造订单的快速反应,缩短生产制造周期。
1 利用TRIZ中的矛盾分析和创新原理中的组合原理解决技术矛盾
目前国内线束制造企业,无论是德尔福、莱尼、李尔这些外资线束制造企业,还是国内一些较大的线束制造企业,都没有对合线(超声波焊接)工序进行相应的合并,没有开发和应用相应的自动化设备进行合并工序操作。合线工序是指将另一端压接有端子的不同长度的多根导线按照工艺设计压接(焊接)在一起并进行压接点(焊点)绝缘处理的工序操作。合线压接(焊接)的多根导线的接点(焊点)通过包扎绝缘胶带或热缩管密封绝缘处理后直接转预装配或者流水线总装配。如图1所示,合线半成品的示意图。
通过矛盾分析,生产过程中存在以下几个矛盾:①半成品等待周期过长,组成该合线半成品的5个单根导线组件不能同时生产出来满足合线操作。比如,根据半成品导线组件的上道工序(裁线+压接)的生产顺序,已经完成了4个组件的生产,根据排产顺序第5个导线组件24h后才能生产出来,那么前4个组件至少需要等待24h才能开始合线生产操作,合线工序操作2~4h候才能完成接点的绝缘操作,有时候需要等待8~24h然后才能真正转下工序进行预装配或总装配操作。②半成品导线组件库存过多,造成车间库存成本增加。尽管一些企业采用拉动模式进行生产制造,只不过是将各个半成品组件备用一定数量的库存在周转架上,虽然能够及时进行5个半成品导线组件的快速合并生产,但是半成品组件的实际存储时间并没有缩短,反而增加了库存成本。③5个半成品导线组件的生产节拍不一致,不能同时生产制造出来。由于5个导线组件的长度、另一端压接的端子型号不一样,有些还需要穿闭口管、防水栓等辅助作业,同时合线操作的生产节拍与单根导线组件的加工工时不一样,比如,这5个半成品导线的裁线+压接的最长一根的加工累计时间5s/根,接点合线(焊接)操作时间为10s/组,所以造成5个半成品导线组件的等待。由于高度自动化的裁线+压接设备的速度较快1~2s/根,而且是连续快速作业,所以高速的自动化设备应用不上。④开发同时完成多根导线组件的自动化设备,技术难度大,不易实现。
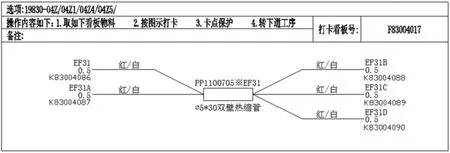
图1 合线半成品示意图
拉动式生产理论上改善了矛盾2中存在的时间等待,但是恶化了半成品导线的库存存储成本。根据最终理想解IFR,我们抛开半成品组件生产的种种限制,当预装配或总装需要该组合线半成品时,车间现场就存在组合线半成品,生产装配工序不需要时组合线半成品还是原材料。或者我们需要该组合线半成品导线时,只需提前1~2h制造该组半成品,就能满足当天的预装配或者总装配操作,甚至该组或多组类似的半成品导线的生产地点就在线束装配流水线工位附近,需要合线半成品时就直接拿取使用。
通过对这4个生产过程中存在的矛盾进行分析,并对河南天海电器有限公司系统内的现有资源和系统外的资源进行分析,结合汽车线束的生产制造工艺流程,进行生产工艺流程的创新改进,实现简单的裁线+压接+合线+接点绝缘+抽盘工序的合并。
首先进行系统内现有资源分析,由于河南天海电器有限公司线束制造的自动化程度不断提升,大批引入高度自动化裁线压接设备进行单根导线的快速生产,淘汰和闲置了一些半自动裁线机和半自动压接机,有些设备可以直接使用,有些设备经过保养和更换备件后就可以正常使用。这些落后的生产设备的生产速度大大低于自动裁线压接机,但是却高于接点合线的生产节拍。超声波焊接机、接点冷冲压接机、接点绝缘包口机、热缩管热缩机等为生产车间正常应用的现有资源,可以直接使用。项目经过验证评审、效益分析后会有资金支持,公司现有的工程师团队可以完成技术上的支持;另外就是河南天海电器有限公司的分公司海昌公司可以完成一些辅助备件的设计和制造,也是一个重要的资源可以利用。
经过综合分析考虑,线束生产的实际需求、资金、技术难度、场地、生产环境等因素,做出的解决方案是:根据合线半成品导线的组件数,运用多台半自动裁线机并列同时进行裁线,裁线结束的同时用机械手抓取导线一端进行半自动压接端子,导线的另一端机械手抓取后和其他导线并齐,然后输送给接点压接机或超声波焊接机,接点由机械手直接送到接点绝缘包口机进行包口操作,包口完毕系统自动完成该组合线半成品导线的抽盘操作,完成合线半成品导线由工人运送至预装配或总装配工位。系统中所需要的机械手、导线传送及对齐装置、节拍控制、传感器控制器、相关软件的开发可以由海昌公司进行开发或者利用外部资源进行制造加工。根据合线半成品的需求指令,工人只需要设定单根导线的裁线长度、压接端子型号、压接参数,设定组合方式、绝缘方式,就能直接完成合线半成品导线的加工,生产节拍等于该组合工序中的瓶颈工序的节拍。经过初步估算10~15s就能完成一组合线半成品导线的加工,提前30~60min就能满足当天流水线的需求,该套系统剩余时间可以去完成类似组合的合线半成品加工。
2 利用TRIZ技术矛盾分析和创新原理解决汽车线束总装中的工程技术问题
汽车线束中最庞大的当属仪表线束,线束回路多,结构复杂,打卡组合的导线较多,无论是预装配加工,还是总装装配加工都比较困难。特别是同一个车型的仪表线束,多个不同配置的仪表线束共用流水线生产的时候,流水线的产品换型比较频繁,很容易造成换型生产过程中出现错误,造成不合格产品的产生,返工返修,工时和材料浪费,产品质量降低。
通过分析发现,如果每一种型号的仪表线束采用一条独立的流水线进行预装装配和总装装配,半成品材料也互相隔离,这样就不会因换型而造成装配错误;很显然,这种方案在企业内是行不通的,这样不仅造成工装、材料、人员的浪费,而且单一生产线的利用率也较低,除非该型号的仪表线束日需求量很大,能够多班次连续生产,可以采用一种型号一条流水线。然而在实际生产过程中,同一系列的流水线工装板通常集成了同一系列中多个配置型号的仪表线束进行共流水线装配制造。众所周知,大部分同系列不同配置的仪表线束的区别是功能分支、导线回路的增减区别。也就是说,即便是同系列不同配置的线束有70%~90%的部分还是相同的,只有10%~30%的部分是该型号专用部分。
通过技术矛盾分析:①同一个型号的线束采用专用的流水线生产加工,改善的是汽车线束的可制造性,恶化的是操作流程的方便性;通过矛盾矩阵查询可以用:2抽取原理;5组合原理;13反向作用原理;16未达到或过度作用原理,经过分析比对,可以采用分割原理和组合原理来解决技术矛盾。
通过分析我们还会发现另外一组技术矛盾:②同系列不同配置的仪表线束共用一条流水线总装加工制造;改善的是操作流程的方便性,恶化的是可制造性,通过矛盾矩阵查询可以利用:2抽取原理;5组合原理;12等势原理。经过分析比对,可以采用抽取原理和组合原理来解决技术矛盾。
综合以上创新原理并结合汽车线束实际制造环境和该型号线束的日供货量,我们可以采取以下创新改进方案;①对于日交付数量较大的线束型号采用专线或两个配置型号的线束共线生产,且这两个配置的线束大部分半成品组件通用,不通用部分有明显区别标识,便于制造过程的控制。②对于同系列不同配置的线束,且日交付量不大,配置差异较大的线束多配置共线生产,同一个配置型号生产完毕再换型生产,不同型号的半成品材料交叉存放的几率较低或便于隔离存放,避免不同型号的半成品材料的混用。
对与同系列不同配置型号的线束工艺设计,运用创新原理的分割原理,将不同配置型号的线束的裁线表进行合并汇总,包括多线组合工艺也进行合并汇总,将共用的半成品材料的标签采用绿色的捆扎工具进行捆扎或绿色标签进行标识处理,对不同的部分采用颜色各不相同的捆扎工具进行捆扎。并将捆扎所需工具或标签的颜色强制标记在工艺图纸文件上,并在总装工装板上做同样颜色的标识。运用创新的组合原理,ABC操作工之操作标记有绿色部分工艺文件的操作内容,并用绿色捆扎工具捆扎预装配完成半成品,DEF操作工,操作不同颜色标记的工艺文件内容,并根据生产指令,进行不同配置型号线束半成品的操作,并且将预装配完毕半成品用工艺文件所要求的颜色捆扎工具进行捆扎。总装配工序在进行线束总装时只需根据生产指令选择绿色和其他单一颜色的半成品进行总装即可。
3 结语
创新工程师应该根据不同的工程技术问题,灵活地运用TRIZ创新理论及TRIZ解决问题的工具,相同的技术矛盾、物理矛盾以及相同工程问题可以通过不同的分析方法进行分析,可以采用多种途径解决问题。同时TRIZ创新工程师应该多深入生产现场,积极主动地去发现和思考解决企业在创新研发、生产制造、管理中所遇到的问题,为企业的快速发展贡献自己的智慧和力量。
The Application of TRIZ Theory in the Manufacturing Process Improvement of Automobile Wire Harness
Zhou Feng Zhang Zhenhua Yang Sanjun Li Dianlong Yang Jianfeng
(1.Hebi Polytechnic,Hebi Henan 458030;2.Wiring Harness R&D Center,Henan THB Electric Co.,Ltd.Hebi Henan 458030)
With the development of automobile comfortableness and intelligence,the function equipment of the vehicle is increasing gradually,which leads to a large increase in the number of wire harness wires.The manufacturing process and procedure of automobile wire harness are more and more complex.Applying of TRIZ theory to solve the process improvement,tooling improvement and technical problems in the manufacturing process of automotive wiring harness,is a convenient way to solve the problem in the automobile area..
wire harness;TRIZ;contradiction matrix;industrial engineering
TE933
A
1003-5168(2015)10-0039-3
2015-9-11
周锋(1971-),男,副教授,研究方向:工业自动化。
[1]林岳.创新方法教程[M].北京:高等教育出版社,2012.
猜你喜欢
铁路通信信号工程技术(2022年12期)2022-12-26
石材(2022年2期)2022-05-25
石材(2022年1期)2022-05-23
汽车电器(2022年5期)2022-05-23
食品界(2020年4期)2020-05-03
铁道通信信号(2020年8期)2020-02-06
建材发展导向(2019年11期)2019-08-24
铁道通信信号(2018年7期)2018-08-29
汽车实用技术(2015年8期)2015-12-26
汽车实用技术(2015年8期)2015-12-26