X70配套埋弧焊丝用H08D盘条的研制
2015-09-24 01:41牟立君蒋艳菊本钢集团棒线材研究所辽宁本溪117017
鞍钢技术 2015年3期
牟立君,蒋艳菊(本钢集团棒线材研究所,辽宁本溪117017)
X70配套埋弧焊丝用H08D盘条的研制
牟立君,蒋艳菊
(本钢集团棒线材研究所,辽宁本溪117017)
介绍了北营公司X70配套埋弧焊丝用H08D盘条的开发研制情况。其生产工艺的关键点为:转炉采用“双渣法除磷”,脱氧合金化在转炉和LF炉两个阶段完成,连铸采用结晶器电磁搅拌及末端电磁搅拌、恒定拉速;盘条采用控冷控轧及轧后延迟型斯太尔摩冷却工艺等措施。生产的成品盘条成分、力学性能、金相组织等指标均满足客户拉拔工艺要求。
埋弧焊丝;H08D盘条;X70
随着我国石油和天然气运输方式的改变,国家开始大力推进油气管道建设,铺设管道大部分采用的是管线钢板、埋弧焊丝、埋弧焊剂制成的螺旋焊管。北营钢铁(集团)股份有限公司(以下简称北营公司)作为埋弧焊丝用钢的生产企业,为了适应市场需求,开发研制出X70配套焊丝用钢。其中的H08D盘条是生产X70管线钢配套用的埋弧焊丝(规格3.2 mm、3.8 mm、4.0 mm),已成功应用国内重大工程。本文对5.5 mmH08D热轧盘条研制情况进行介绍。
1 H08D盘条生产
1.1生产工艺路线
H08D盘条生产工艺路线为:900 t混铁炉—铁水预处理(脱S、扒渣)—120 t转炉(顶底复吹)—LF炉精炼—方坯连铸(结晶器电磁搅拌)—步进式加热炉加热—高压水除鳞—高速线材轧机轧制—轧后延迟型斯太尔摩冷却—集卷—打包—称重、入库。
1.2化学成分设计
从以上几方面考虑H08D盘条的生产,设计出化学成分见表1。

表1 H08D盘条化学成分(质量分数) %
1.3炼钢工艺
1.3.1铁水预处理
采用喷吹钝化镁技术对铁水进行铁水预处理,再配合后续的LF炉外精炼,完成对H08D盘条脱硫,使盘条成品S含量≤0.010%,这样可以降低硫含量偏高对焊缝质量的影响程度。
1.3.2转炉冶炼
转炉终点包括碳含量、磷含量、氧含量及钢水温度等控制,因磷会降低钢的塑性和韧性,需要降低其含量,北营公司的工装条件决定了磷去除只能在转炉冶炼过程中完成,采用“双渣法除磷”,而且控制出钢后的回磷量是关键。
1.3.3脱氧合金化
冶炼H08D时要加入4种合金。因镍元素稳定不易氧化,在转炉前期随废钢一起加入;低钙硅铁、低碳锰铁在出钢时加入;钛是活泼元素,与氧、氮、硫、碳等均有较强亲和力,极易被损耗,因此在炉外精炼后期加入,即稳定钛的收得率。硼也是易烧损元素,与钛元素机理相同,所以硼铁合金68 kg与钛铁合金同时加入。
1.3.4LF炉外精炼
3.如果注射过羊三联疫苗(还在保护期内),但又发生了不典型症状的羊三病(零星散发,死亡较慢),那么直接给全群羊灌服1%五水硫酸铜水溶液,灌服后就停止了散发和死亡,疫情得到控制。
LF炉过程对该炉钢水使用升温、脱氧、脱硫、合金化等功能,采用吹氩搅拌方式,均匀成分和温度并使夹杂物充分上浮,提高钢水纯净度,确保连铸顺浇。
1.3.5方坯连铸
因H08D中Ti元素易氧化导致钢水浇铸时水口结瘤,而锆质水口中ZrO2可与碳反应生成ZrC,使钢水渗透其中,加剧水口堵塞[1]。为了防止此现象发生,采用长水口保护浇注。同时,浇铸过程中钢水进行结晶器电磁搅拌及末端电磁搅拌。限制钢水过热度,以细化铸态组织和降低铸坯偏析。H08D方坯采用全过程保护浇注,浇注温度为1 561~1 577℃,拉坯速度2.0 m/min。
1.4轧制工艺
H08D铸坯分两个批次,经过18架连轧机组轧制成直径φ5.5 mm的盘条。盘条轧后采用延迟型斯太尔摩冷却工艺,产品以热轧盘条状态交货,其轧制温度参数见表2。
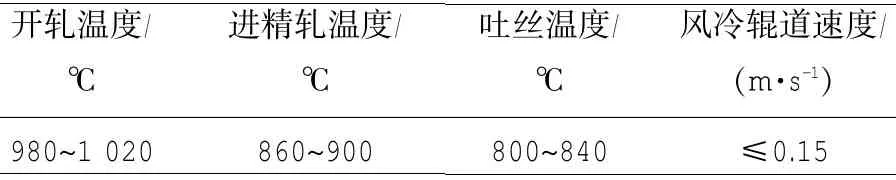
表2 盘条控轧工艺参数
轧制过程中,1#~3#水箱均匀给水,根据轧制工艺变化情况进行调整,最终保证吐丝温度在800~840℃范围内。经吐丝后的盘条直接进入风冷辊道上的保温罩内,为了确保盘条缓冷效果,采取关闭全部风机、保温罩,全部使用及充分利用保温通道等措施。
2 盘条检验结果
2.1氧氮含量
统计该批H08D盘条(共计26个样品)的检测结果,其氧含量平均值为0.005 0%,最大值为0.007 2%,最小值为0.002 6%;氮含量平均值为0.006 7%,最大值为0.007 7%,最小值为0.005 3%,见图1所示。
2.2盘条力学性能

表3 H08D盘条力学性能
2.3金相组织
现行工艺条件下,H08D盘条金相组织由铁素体、珠光体和少量的粒状贝氏体组成[2],见表4和图3所示。
由表4和图3可以看出,硅酸盐夹杂、氧化物(Al2O3)及硫化物等夹杂物均低于1.0级。图3(a)显示,H08D盘条金相组织由89%铁素体+11%珠光体组成;图3(b)显示,H08D盘条金相组织由85%铁素体+10%珠光体+5%粒状贝氏体组成。盘条含有少量粒状贝氏体组织,但不影响下一道拉拔工艺。
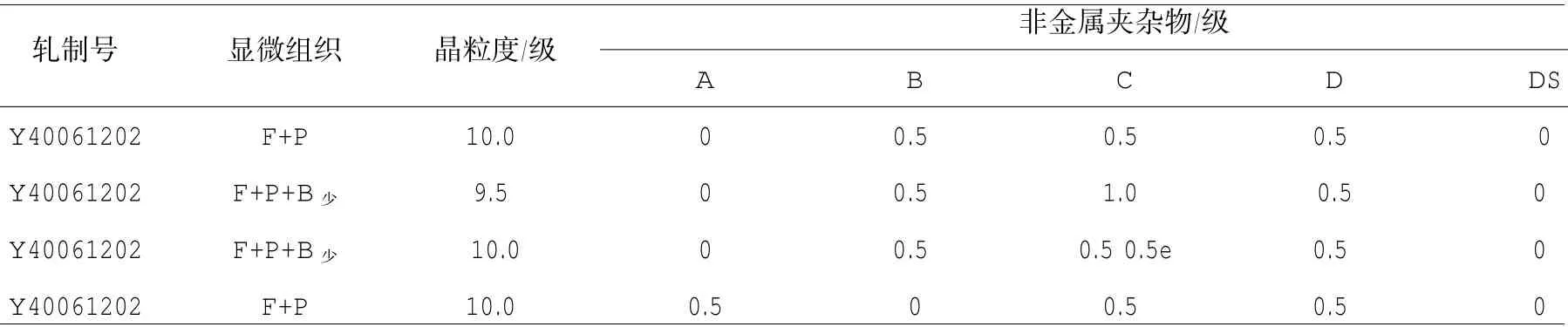
表4 H08D金相组织
3 使用效果
首次生产的φ5.5 mm的H08D热轧盘条发往用户,经用户检验化学成分和力学性能均符合客户提出要求,不经退火直接拉拔成3.2 mm、3.8 mm、4.0 mm的埋弧焊丝。制成的埋弧焊丝焊接性能良好,焊缝平整美观,产品质量稳定可靠。
4 结论
(1)埋弧焊丝用H08D盘条的生产工艺路线和操作要点制定合理可行。
(2)通过转炉“双渣法除磷”,脱氧合金化(在转炉和LF炉两个阶段完成),LF炉过程调成分、调温度、去夹杂,连铸全程保护浇注、结晶器电磁搅拌及末端电磁搅拌、恒定拉速;控冷控轧及轧后延迟型斯太尔摩冷却工艺等措施,使盘条成品成分、力学性能、金相组织等质量指标满足客户拉拔工艺的要求。
(3)今后将继续优化生产工艺,使盘条氧氮含量进一步降低。
[1]陈涛,易敏,陈延清,等.埋弧焊丝用H08SG盘条生产实践[J].金属制品,2011,37(12):52-56.
[2]张春燕,陈兴伟,张祥艳,等.EM12和EM14埋弧焊丝用盘条生产工艺研究[J].金属制品,2012,38(6):56-61
(编辑 袁晓青)
Development on H08D Wire Rod for
Submerged Arc Welding Supporting with X70
Mu Lijun,Jiang Yanju
(Steel Bars and Wire Rods Research Institute of Benxi Iron&Steel Group Co.,Ltd., Benxi 117017,Liaoning,China)
The development of the H08D wire rod for welding wires for submerged-arc welding matching with X70 steel pipes in Beiying Company was introduced.The key points for producing the H08D includes the double slag process for dephosphorization in converter,finish ing the deoxidation alloying first in converter and then in LF,continuous casting process by the M-EMS and F-EMS and constant casting speed.In rolling such processes as TMCP technology and the delayed Stelmor cooling process after rolling were used.So compositions,mechanical properties and microstructures of finished wire rods meet the requirements for drawing process asked by customers.
welding wires for submerged arc welding;H08D wire rod;X70
TG422
A
1006-4613(2015)03-0019-03
牟立君,工程师,1994年毕业于鞍山钢铁?学院金属压力加工专业。
E-mail:mulijun168@163.com
2014-11-06
猜你喜欢
化工管理(2022年13期)2022-12-02
汽车实用技术(2022年12期)2022-07-05
汽车实用技术(2022年7期)2022-04-20
昆钢科技(2022年1期)2022-04-19
纺织科学研究(2021年9期)2021-10-14
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
缔客世界(2020年8期)2020-04-09
当代工人(2016年11期)2016-07-19
科技与创新(2016年7期)2016-04-20
人间(2015年8期)2016-01-09