武汉绿地超厚板栓接桁架制作技术
2015-10-21 17:10李勇军付鹏张莉张伟范涛
建筑工程技术与设计 2015年33期
李勇军 付鹏 张莉 张伟 范涛
[摘要] 本文介绍了武汉绿地超厚板栓接桁架的结构特点,连接形式,桁架构件加工制作的全过程;着重阐述了超厚板栓接桁架加工思路及其制作的重点、难点以及解决这些重点、难点所采取的工艺措施及相应的技术方案,总结此类构件加工制作的一些新技术新工艺。
[关键词] 超厚板;栓接 ;碟形节点 ;钻孔垂直精度;连接精度
1 工程概况
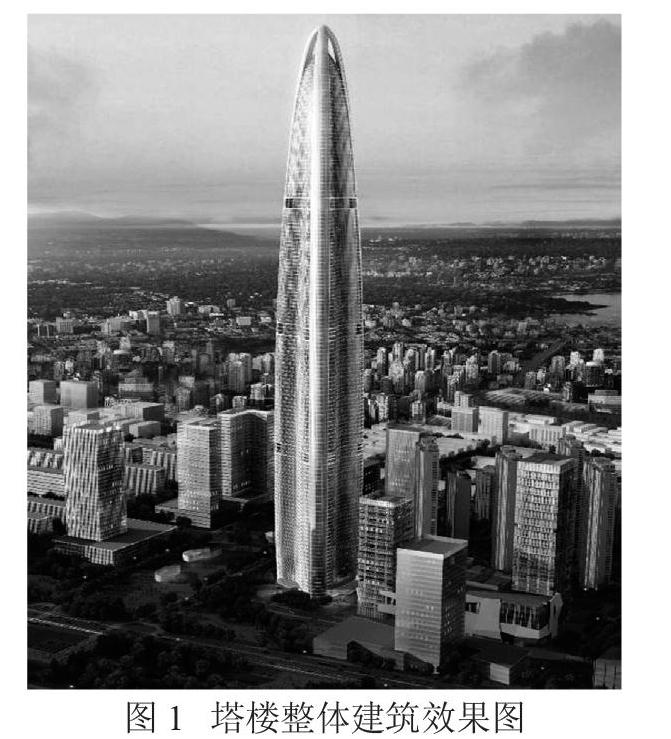
武汉绿地中心位于武昌滨江商务区核心区域,与汉口百年外滩隔江相望,地理位置十分优越,是武汉新一轮城市发展的重点区域。武汉绿地中心由一幢主塔楼、一幢办公辅楼、一幢公寓楼及裙楼组成,其中主塔楼地下室6层,地上125层,地上建筑面积32.3万平方米,总建筑高度为606米。武汉绿地中心总建筑面积66.6万平方米,为集超五星级酒店、国际甲级办公、高档商业、顶级公寓等于一体的超高层城市综合体,建成后将成为武汉超高层地标性建筑。
2 结构特点
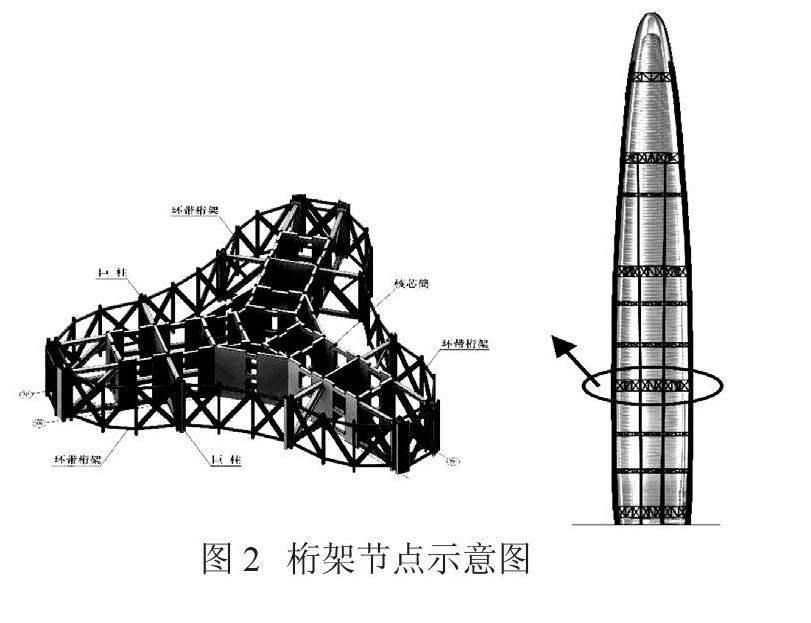
武汉绿地中心主楼采用当今最流行的适合商用超高层建筑的巨型结构体系和新颖的三角形结构平面:巨型框架-核心筒-伸臂桁架结构体系(巨型结构体系的一种)。巨型结构不仅提供了超常规的高效结构性能,也具有良好的建筑适应性,可以提供更多的灵活性来形成多样化的使用环境,同时也可满足现代人类对超高层建筑大空间和通透性的要求。
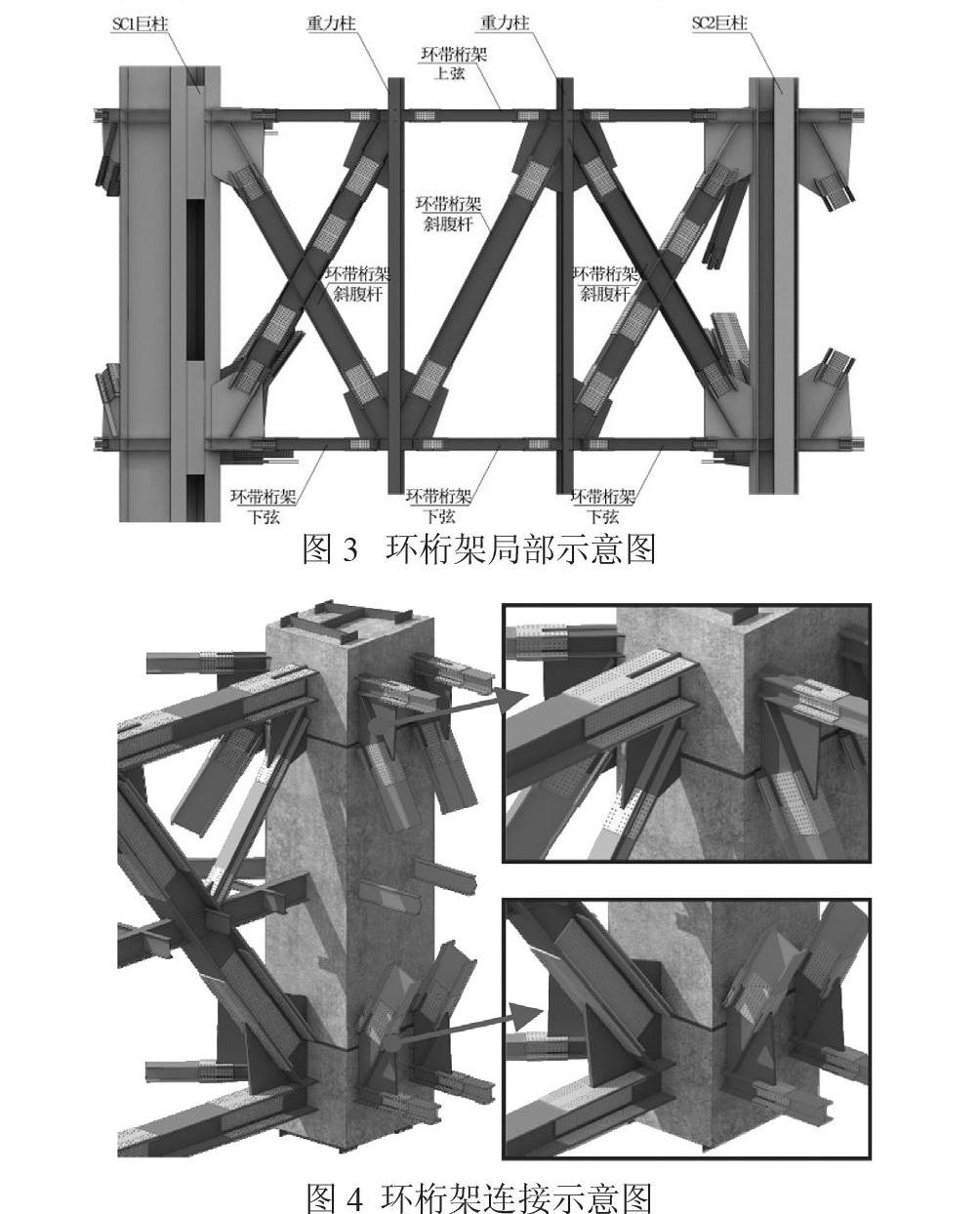
武汉绿地环带桁架:共10道,总重:9442吨(第一标段设置了2道)。构件规格:焊接H型钢,最大:H1000X500X60X60,共11种;碟形节点板厚度达90mm;材料:采用Q345GJC、Q390GJC、Q420GJC。
环带桁架现场连接形式为栓接连接,且面腹板均为栓接节点,双夹板结构;蝶形节点板厚度达80mm,连接板厚度达90mm;单个连接端口螺栓群节点螺栓数量达108个,螺栓长度达310mm;
3 施工重点、难点分析
3.1 桁架为栓接连接,单个连接端口螺栓数量较多,达108个;同时连接板加腹板总厚度达260mm;螺栓孔群的钻孔精度及板件钻孔垂直度是本结构的加工难点之一。
3.2 桁架单组螺栓孔达108个,弦杆端部面腹板均有螺栓孔,此类端口螺栓孔的相对精度控制是本结构构件制作成功与否的技术难点。
3.3 环带桁架为折角桁架非平面桁架,蝶形连接节点的角度直接影响现场连接的精度,因此蝶形节点板的装焊精度控制是本桁架节点制作的另一难点也是重点之一。
3.4 桁架板厚达90mm,材质为Q420GJC,高强材质超厚板的焊接质量及焊接变形是本结构构件加工的一大重点。
4 加工制作的总体思路及技术要点
4.1 加工总体思路
对于本桁架结构,构件两端均为栓接的结构且单个节点螺栓孔数量较多;结合以往类似工程桁架加工经验,如上海中心大厦等超高层桁架,再满足结构受力的情况下对此桁架进行优化,对部分栓接连接节点改为现场焊接节点,原则为一端栓接另一端焊接;
组织技术人员对优化后的桁架节点制定专项施工方案,以"保证单件精度,优先小合拢,整体控制"的总体原则。先将每个零部件各自下料矫正、分步小合拢、部件端面机加工、定位钻孔、整体定位、分步焊接,整体定位;最后在整体制作胎架上进行各部件的整体完整性验收,严格控制每一道工序,高起点、高标准满足每一项精度要求,进而满足桁架结构的连接精度和整体质量。
4.2 加工技术要点及质量保证措施
4.2.1、质量保证措施:
A、钢板的平整度:
钢板加工前矫平是有效降低钢板加工后尺寸误差值,保证构件边角外观的最有效工艺手段。矫正后,100mm厚板可达到平面度≤1.0mm,50mm厚板以下可达到平面度≤0.5mm,在本工程中将严格执行此工艺。
B、制孔精度:
◆ 设备保证精度-----数控钻孔法
◆ 模板套钻-----批量制孔法
◆ 专用夹具---刚性固定法
◆ 装配保证----基准面控制法
◆ 顺序控制----对称钻孔法
C、 装配、焊接顺序的控制:
◆ 高强钢厚板焊接质量保证
本桁架结构钢材材质有Q345GJC、Q390GJC、Q420GJC,板厚最厚达90mm,存在焊接性较差、层状撕裂倾向严重、焊接残余应力大,焊接变形对精度的影响等不利因素,严重影响焊接质量,而结构中板厚≥40mm占钢结构总体工程量的70%之多,厚板的焊接质量对本工程有直接性的影响,因此防止层状撕裂,保证接头质量和接头的延性、韧性性能,减小和消除焊接变形及残余应力,确保高强钢厚板焊接质量。发挥以往工程厚板加工制作经验及多年钢结构高强钢厚板焊接技术的积累的优势,针对本工程特点,按《钢结构焊接规范》AWSD1.1及《建筑钢结构焊接技术规程》JGJ81-2002的相关规定进行焊接工艺评定和焊工资格考试,制定WPS,焊工全部持证上岗。優化焊接顺序,采取焊后消应处理等措施,保证厚板焊接质量。
同时根据TQC的基本思想,全员、全面、全过程抓好各项质量管理工作,强化焊接质量管理,对影响焊接工程质量的"人、机、料、法、环"五要素作出重点预控,使质量保证体系在一定深度下有效运行,切实保证高强钢厚板焊接质量。
◆ 焊接残余应力的消减
本桁架结构中大量采用高强螺栓栓接连接形式,对构件的精度要求非常高,而本桁架结构构件钢板最厚达90mm,且≥40mm的钢板占钢构工程总量的近70%,焊接残余应力如果得不到有效的消减,内应力的不稳定不但对构件精度及高强螺栓穿孔合格率有一定影响,因此根据本桁架特点制定相应有效的残余应力消除方案;
◆ 装配顺序的控制
对于本桁架结构小拼单元H型钢制作工艺成熟,尺寸、内在质量可以有效保证,但对于多牛腿、形式复杂的构件或节点,装配与焊接顺序则需制定有针对性工艺。
4.2.2、技术要点及制作
(1)、为保证连接精度,所有连接板必须采用数控钻孔,因连接板厚度达90mm,故所有板件钻孔前必须对板件的平整度进行再次校核水平度,保证单个孔的垂直度;
(2)、对于孔距不相同的位置应用记号笔明确标明,然后提交专职质检员进行验收,合格后方可进行制孔。
(3)、各桁架装焊合格后端部进行机加工铣平,统一按螺栓孔组群中心线为基准,采用钢针进行螺栓孔位置线的划线,确保所有桁架螺栓孔划线的一致性以及精确度。
钻孔时采用专用钻模进行套钻,钻模的定位必须精准,牢固。同时需注意鉆模孔群的开档尺寸与所钻孔群开档尺寸的一致性,车间制孔人员钻孔前应根据深化图尺寸仔细核对,尤其注意孔距不同位置处的螺栓孔,同时注意螺栓孔径的大小并用记号笔标示直径,以免钻孔出错。并用直径比孔小0.1mm的定位销进行定位后,再进行下组螺栓孔的钻制,保证纵向螺栓孔误差在0.5mm以内;
(4)、对本桁架结构的蝶形节点,采取先装配焊接,整体矫正验收合格后再进行定位划线钻孔的原则进行施工;这样既能确保构件的几何定位尺寸精度,又能保证连接螺栓孔的钻孔精度;
4.2.3、工厂实体预拼装检验
为了验证构件的加工精度同时保障现场安装质量和进度,特对首制件桁架在工厂采用实体预拼装,对实际制作的精度进行复合检查。通过预拼装检验,穿孔率达到100%,本桁架加工精度完全能够满足现场安装;
通过精确调整进行自检自查,然后组织相关人员进行整体检查、测量和验收,对于关键部位的测量,如坡口间隙、板边差、构件开档尺寸、斜撑与柱及梁的角度、整体线型等必须填写预拼装记录;预拼装检查验收后,进行构件间的对号入座标记,钢梁在两端标明各自对应的轴线号,明确现场安装方向,同时在现场连接处打上对合标记线,作为现场安装的依据。
5 结 语:
根据武汉绿地超厚板栓接桁架独特的结构特点,制定了组装、焊接、钻孔各项专项加工方案。通过此种结构形式桁架的实际施工表明,制定好合理的加工方案、有效的控制措施,再结合正确的实施,能够较好的实现钢结构的多样化,更好的满足设计越来越新颖的创意效果。单根构件组装精度严格控制在规范要求的范围之内,且优于规范;满足了现场吊装精度,并且提高整体钢结构的安装质量。实践已经证明此种加工思路及加工方案完全能够满足工程加工质量和加工进度的需求,在工程结构形式多样化的今天,此加工制作技术必将在钢结构工程及相关领域得到更为充分的发挥。
参 考 文 献
[1] GB50205-2001 钢结构工程施工质量验收规范[S]。
[2] JGJ81-2002 建筑钢结构焊接技术规程[S]。
[3] 建筑钢结构施工手册[M]。北京:中国计划出版社,2002。