管螺纹加工机床的研制
2015-10-21 19:51张洋
中国机械 2015年1期
张洋


摘要:管螺纹加工机床不同于通用机床是一种加工管螺纹的专用高效的机床。因其具有高切削效率、高自动化和高加工精度的特点,广泛的应用于石油和天然气行业专用零部件加工。进口管螺纹机床相比国内管螺纹机床在加工直径上还有一定的优势,本文通过大直径管螺纹机床进行研究,提出大直径管螺纹加工机床的总体方案和夹具方案,为弥补国产机床在加工直径上的不足具有一定的意义。
关键词:管螺纹机床;夹具设计
1.管螺纹加工机床的现状
螺纹管主要以美国石油学会的API标准为设计和生产标准。加工API标准的油井管管螺纹需要进行的车削外圆、车削螺纹、平端面、倒内外棱等工序。因此加工API标准的管螺纹不需要复杂的加工方法和工序,但是要求其具有较高的切削效率。为保证机床的高效性,现代高效的管螺纹加工机床主要具有以下特征:
①多刀架,多刀位、多轴控制;②自动快速上卸料,快速定位;③高速和强力切削;④具有加工特殊螺纹的可能。
图1.1为沈阳机床厂生产的SUC813Oa数控管接箍加工机床能够实现高精度、高刚度、大功率石油控管的加工,该机床的主要参数:加工管接箍最大直径为365mm-535mm,卡盘直径为500mm-630mm,刀Z轴的最大行程均为600mm。该机床的研制成功实,使我国管螺纹加工设备提高到一个新的水平。
2.管螺纹加工机床的总体设计
2.1 机床工作原理与需求
在机床设计中,应考虑的基本功能需求内容如下:①工艺可能性:本机床是专用于加工API标准管接箍螺纹的机床,应能加工不同尺寸的API螺纹以及同一螺纹不同厚度API螺纹的切制;②加工精度:根據工艺要求进行加工的零件,在加工结束后其尺寸、形状和相互位置等方面应符合标准的要求;③生产效率:机床采用能够自动换刀的刀架,所有进给机构均采用直线电机驱动,主运动采用电主轴,夹紧装置采用电磁吸盘来提高其生产效率;④自动化程度:本设计采用外购自动循环上料装置,来达到提高生产效率、减轻工人的劳动强度的需求;⑤结构制造维修:管螺纹机床部件应便于加工,其结构应考虑降低装配和维修的难度。⑥操作安全方便和工作可靠性:操作上应根据人工程学的要求,符合操作习惯,降低操作人员的疲劳度。应设有完备安全防护,保障操作人员的安全。
根据API接箍管螺纹的加工工序后,结机床的功能要求,拟定了机床的工作原理,
电主轴提供主动力,通过齿轮减速传递给夹具,夹具带动工件完成旋转主运动。工作台提供刀架的进给,刀架自身提供旋转换刀功能。自动送料机械手完成工件的自动装卸。
2.2 机床总体结构布局设计
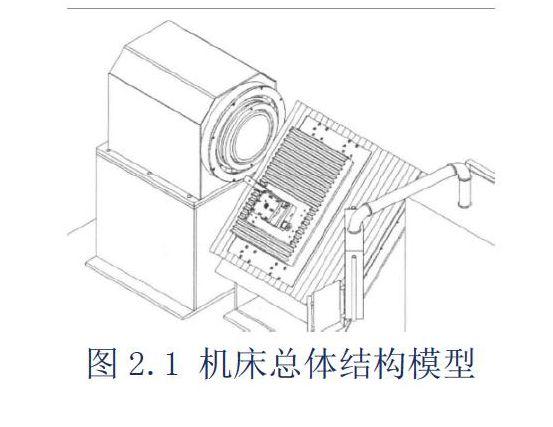
管螺纹加工机床结构主要由驱动元件、工作机构、传动机构和自动控制装置系统组成。根据管螺纹加工机床的功能需求和工作原理,设计的管螺纹加工机床总体结构如图2.1所示。其特征为采用分离式45°斜床身;驱动上采用电主轴;进给机构驱动装置均采用直线电机;采用电磁夹紧代替传统的液压及气动夹紧。
3.管螺纹加工机床涨紧夹具的设计
管螺纹加工机床上加工工件时,为使工件达到图纸精度等技术要求,加工前必须将工件装好、夹牢,即需要定位和夹紧工件,因此一款符合要求的涨紧夹具才能保证机床的加工精度。
3.1 夹具设计方案的确定
管螺纹加工机床要加工的工件最大外径值为365mm的圆筒类零件,加工其内孔,采用圆孔定位。在车削加工中,石油管属于薄壁管螺纹,装夹方式不正确极易导致工件变形,影响加工精度。而传统手动夹紧机构存在效率低的不足,液压卡盘虽然可以实现自动夹紧及松开零件,但又进一步加大了夹具所占据的空间。
本文为管螺纹加工机床设计一套专用夹具,实现大直径薄壁零件的自动、高效、小变形装夹;同时去掉了由于零件自身尺寸而需要的大尺寸三爪卡盘,提高了机床的整体协调性和经济性。夹具的结构如图3.1所示。
将定位板12插入夹具体5的方孔中;将定位板固定后再将工件11放入夹具体内,以定位板进行轴向定位;电磁吸盘1通电后,产生的吸力将绕盘组件2向左拉,进而拉动拉杆4,以及与拉杆4连接的拉板6向左移动,拉板6通过与其相连的导杆8带动压板10左移,进而压缩聚氨酷橡胶7,聚氨酷橡胶7发生径向弹性变形,产生径向作用力,当工件、聚氨酷橡胶两者之间的径向作用力足够大时所产生的摩擦力就可以克服切削力,完成工件螺纹加工工序。工件加工完毕,断电,电磁吸盘吸力消失,则在绕盘压力弹簧的作用下将拉杆4右推,带动夹具组件中的拉板6和压板10向右移动,进而将工件松紧,方可把工件取出。
4.结论
通过管螺纹加工机床的研究,完成了管螺纹加工机床的设计布局以及最重要部件夹具的设计。分析得到了管螺纹加工机床的发展方向,设计了适合加工薄壁管螺纹的夹具,提高了机床的加工效率,通过采用电磁夹紧方式和直线电机驱动使整个机床的设计尺寸小巧紧凑;采用聚氨醋橡胶套作为夹紧元件,夹紧可靠且不易划伤工件外表面。
参考文献:
[1]张居勤.油井管螺纹加工机床的技术引进及国产化[J].钢管,2008
[2]王先速.机械制造工艺学[M].北京:机械工业出版社,2006.
猜你喜欢
交通科技与管理(2021年13期)2021-09-10
数码设计(2020年3期)2020-08-21
河南科技(2020年36期)2020-06-10
商情(2020年4期)2020-03-23
科学与财富(2018年18期)2018-08-09
职业·下旬(2017年9期)2017-10-31
环球市场信息导报(2017年6期)2017-06-15
卷宗(2016年11期)2017-03-24
数字技术与应用(2016年11期)2017-02-09
卷宗(2016年1期)2016-03-21