
加工船用曲轴两端孔专用机床的夹持定位机构的设计
2015-10-21 17:24孙彬
科技与企业 2015年24期
孙彬

对于加工船用曲轴两端孔专用机床来说,卡具部分应该是名符其实的核心部件,该机床的夹具部分包括:夹紧松开油缸、夹紧松开压板、轴向定位油缸角向定位油缸、轴向定位面、角向定位面、主轴颈支撑V型支架等部分组成。首先将专用检棒放置在两个V型座上,通过调整V型座上的调整块来实现两个V型座的等高和同心,根据不同主轴颈直径来更换调整块保证夹具的中心高一致,调整好后将被加工曲轴放置在调整块上,然后通过轴向定位油缸带动拨杆推动曲轴,使曲轴的轴向定位面靠在V型座上的定位块上(见图一),确保每个被加工零件的孔深浅一致,接下来角向定位油缸推动曲轴的连杆颈将曲轴角向位置定住,为保证曲轴放在夹具上连杆颈和主轴颈在竖直方向上在同一直线上,可通过改變角向定位示意(图二)中的调整块厚度来实现,同时该项精度也直接影响到被加工零件的加工精度,最后通过夹紧松开油缸将曲轴夹紧。完成整个定位夹紧动作。夹具压紧块采用旋转的机构,非压紧状态下压块长度方向上与曲轴平行,以方便上料,当实施压紧时,压块一面向下靠近曲轴一面转动,使受力点接近曲轴的最高点,从而实现曲轴的压紧.压块松开时,一面松开曲轴一面转动,使其自身平行曲轴轴向。整个压紧装置位于曲轴的后面避免了以往压紧装置在前面碍于上下料.由于被加工零件属细长轴类件,加工又在两端,而且被加工零件的长度变化范围又较大:1500-3500mm,为此,我们把夹具单元分为两个独立的部分,这两个部分,都可以沿Z轴方向运动,人工调整相互间的距离,调好后人工锁紧,从而实现对不同长度、不同品种的加工,左、右夹具座上,分别安装有定位V形铁和夹紧油缸,实现对工件的夹紧和松开,夹紧时压杆与曲轴轴线垂直,抬起时旋转90?,与曲轴轴线平行,让开曲轴上方位置。
轴向定位油缸和角向定位油缸主要是克服曲轴在V型座上的重力摩擦力,而且V型座上的调整块表面光洁度很好,因此摩擦力很小不要校核油缸及活塞杆的大小。
切削力、夹紧力、油缸尺寸、油压大小校核:
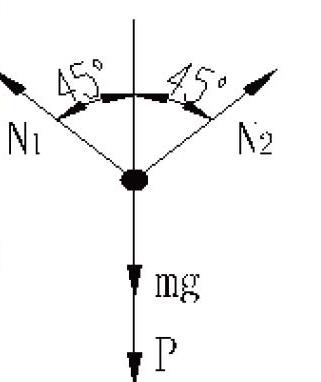
如左图进行受力分析,由于曲轴是不动的因此合力为零,可列方程如下:
N1*cos45°+N2*cos45°=+P①
N1*sin45°=N2*sin45°②
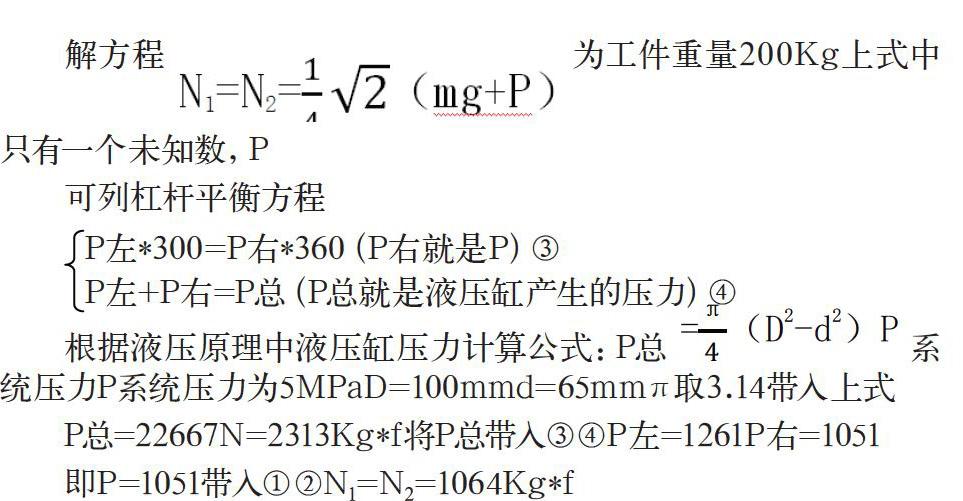
解方程为工件重量200Kg上式中只有一个未知数,P
可列杠杆平衡方程
P左*300=P右*360(P右就是P)③
P左+P右=P总(P总就是液压缸产生的压力)④
根据液压原理中液压缸压力计算公式:P总系统压力P系统压力为5MPaD=100mmd=65mmπ取3.14带入上式
P总=22667N=2313Kg*f将P总带入③④P左=1261P右=1051
即P=1051带入①②N1=N2=1064Kg*f
力偶是由两个力组成的特殊力系,它的作用只改变物体的转动状态。因此,力偶对物体的转动效应,可用力偶矩来度量,而力偶矩的大小为力偶中的两个力对其作用面内某点的代数和,其值等于力与力偶臂的乘积即F*d,与矩心位置无关。因此切削力矩只和切削力和孔的大小有关。
根据被加工零件的材质,被加工孔的直径(按大于最大孔Φ22mm来计算)钻削产生的力矩M切=F*dF为切削力
按照GUHRING(德国钴领)钻削样本中提供的资料,来选取切削参数,所加工的曲轴为42CrMoA,来选取切削速度和进给率代号(确定进给率)因此计算出F=3857N,M切=F*d=3857*0.022=85N.m。当满足压板压力产生的摩擦力矩加上重力产生的摩擦力矩大于钻削力矩就能保证在钻削过程中的工件稳定性,完成加工。
上面已经计算出正压力和重力产生的摩擦力P、N1、N2根据公式MP=P*f*r(r为被夹压曲轴的轴颈见表一12M26为Φ117.8的一半),摩擦系数f取光滑对光滑0.2,
MP=1051*9.8*0.2*0.0589=121N.m
MN1=122.8N.m
MN2=122.8N.m
总的摩擦力矩=121+122.8+122.8=366.6N.m>85N.m证明摩擦产生的力完全可以保持工件不旋转。满足夹紧要求。由于有可能加工更大的孔,所以安全系数比较高。以备后续加工其他零件用。
(作者单位:沈阳机床集团成套设备有限责任公司)
猜你喜欢
新视线·建筑与电力(2021年4期)2021-11-01
新视线·建筑与电力(2021年2期)2021-09-10
科学与财富(2021年35期)2021-05-10
科学与财富(2021年34期)2021-05-10
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
科技创新与品牌(2017年9期)2017-10-20
山东青年(2016年12期)2017-03-02
集装箱化(2016年8期)2016-10-20
山东工业技术(2016年8期)2016-04-14
