
汽车覆盖件激光切割技术的应用实践与研究
2015-10-21 19:10姚克甫龚运息
科技与企业 2015年14期
姚克甫 龚运息

【摘要】以汽车覆盖件为对象,研究应用激光切割技术代替汽车覆盖件制造过程中的切边、冲孔等工序。介绍了激光切割机床、激光切割原理和激光器的类型,对有关激光切割的编程方法和质量控制中影响切割质量的因素如切割速度、气体压力、焦点进行了探讨,展望了国内未来激光加工技术的前景。
【关键词】汽车覆盖件;激光切割;编程;质量控制
前言
汽车覆盖件的制造是整车开发过程的重要环节,一般通过模具冲压加工完成。主要工序有下料、压延、整形、切边、冲孔等,每道工序需要开发制造相应的模具。因此,模具的开发周期,制约着汽车覆盖件的开发进度,从而影响整车的开发速度。然而,市场对新产品开发的要求却越来越快,汽车行业如何实现制造与装备技术的提升,引起了汽车和装备制造业的高度重视。激光切割技术研究与应用,为加快汽车新产品开发创造了条件。现在,许多汽车厂在新产品开发阶段,在覆盖件的下料、压延、整形之后,应用激光切割代替汽车覆盖件制造过程中的切边、冲孔等工序,即使全套模具制造还没完成,就能生产出完整的汽车覆盖件,大大缩短了汽车新产品的开发周期。
1、汽车覆盖件的结构和特征
一般而言,汽车车身覆盖件的一般结构特征如图1示。以常见的三厢轿车为例,主要有车门、顶盖、发动机罩、行李箱盖、侧围、前围板、后围板、地板等零部件总成组成。覆盖件的结构设计为了满足车身强度要求和整车质量要求,基本上是由板厚为0.65——2.0mm的低碳钢薄板板材冲压成型,形状较为复杂,有标准的几何曲面,有自由曲面,有各种加强筋、槽、凸台、下陷、孔(窗)等各类几何特征。这些覆盖件通常都可以适用于激光切割,利用激光完成切边、冲孔等工序作业。
2、激光切割原理和切割机床
2.1激光切割原理和激光器类型
激光切割的过程,是一个光能转换的过程。其原理是激光发生器产生激光,经过一系列光路,最后通过透镜聚焦到切割头上,在极短时间内产生高能量,使材料迅速溶化、烧蚀,形成一条切缝。同时,借助高速气流吹除熔融物质,从而实现割开工件,分离、去除工件多余材料的一种热切割方法[1]。激光切割速度快,热变型小,切割断面精度高。一般切逢宽度为0.1—0.5mm,切逢表面粗糙度为Ra15—Ra20μm。
常用的激光发生器类型有CO2激光发生器、YAG激光发生器、光纤激光发生器。激光切割机因配置的激光发生器种类不同,分为CO2激光切割机、YAG激光切割机、光纤激光切割机。其中CO2激光切割机在汽车制造业应用较早,技术成熟,适用于金属非金属,应用范围广,但是价格较昂贵;光纤激光切割机则是国际上新发展的一种新型激光切割机,是一种趋势。但是,光纤激光切割机与CO2激光切割机相比,因为激光波长的原因,其只能切金属材料,对非金属不容易被其吸收,从而影响其使用范围,设备价格适中,性价比高;YAG激光发生器因功率小,运行速度较低,价格也较低,使用成本低,被广泛应用于广告标牌制作、高低压电器柜制作、五金机械零件等制作。
用于汽车覆盖件切割的激光切割机,其激光发生器功率通常较大,一般要达到2000W至3500W规格。若是用于焊接或热处理,功率要求要达到3500W至5000W规格,甚至更高些。
2.2PRIMA激光切割机床
PRIMA公司是国际著名的激光切割机床生产厂商,全球第一台三维激光切割机于1979年在意大利Prima工业公司诞生[2]。1982年,普瑞玛工业公司对三维激光切割设备进行了技术改进升级,首次将电容式传感器集成到了三维激光切割设备中,使机床的切割嘴可以自动“适应”汽车覆盖件冲压成型所产生的弹性变形误差,三维激光切割的精度更高、运行更加灵活。三维激光切割技术在汽车车身制造工程中真正发挥了作用,并在业内逐渐推广应用。
柳州是广西的工业重镇,也是广西的汽车城。国内著名的几大汽车集团均有合资公司落户于此。市内的汽车主机厂及其子公司或汽车覆盖件供应商,应用激光切割加工技术取得了良好成效。下面的章节要描述的是柳州某公司引进的一款意大利PRIMA公司OPTIMO MC2200激光切割机的应用实践。
2.2.1 OPTIMO MC2200激光切割機主要参数
PRIMA OPTIMO MC2200激光切割机主要参数如表一所示,机床外观效果如图2所示。该机配置的是美国PRC公司的CO2激光发生器。
2.2.2 OPTIMO MC2200切割头
如前所述,为了满足汽车覆盖件的结构和特征的需要,三维激光切割机的切割头运动必须有足够的自由度。OPTIMO MC2200切割机配置的是一款6轴联动切割头,即X、Y、Z、A、B、F轴,如图2所示。其中X、Y、Z为笛卡尔坐标轴;A、B为旋转轴,调节切割头与工件表面的法矢方向;F轴则为自适应轴,也称焦位控制轴,用于进行激光头的焦位控制[3]。内置的电容式传感器使机床可以自动适应覆盖件的表面特征或冲压件弹性变形,它始终保持激光聚焦点与工件表面距离为最佳[4]。切割头及运动坐标如图3所示。
2.2.3 OPTIMO MC2200激光切割机使用气体和作用
激光切割的过程,是一组气体发生效应的过程。分两类气体——处理气体和辅助气体。处理气体是CO2、Ne、He,使用比例分别为2%、18%、80%,分别起到产生光源、温度调节和保护的作用。辅助气体(或称介质气体)是O2、N2,分布在光束周围,参与切割助切、吹掉熔渣和冷却作用。O2气体压力在3——5bar,用于切割薄板钢、铝件。N2的气体压力在10——20bar,用于切割厚板钢、不锈钢、钛金属、塑料件等。
激光切割机使用气体的纯度,对机床构造和切割质量以及切割速度有很大的影响。高纯度的气体将提高机床的使用寿命和切割质量。如果气体的纯度过低,将造成切割头零部件的损坏。气体的纯度要求如下:CO2、Ne、He为99.995——99.996%;O2为99.95%;N2为99.8%。
3、激光切割的编程方法
激光切割头的运动是通过程序控制的。PRIMA机器所使用的语言是机器人语言(RML),切割轨迹的定义有四种,即PTP(点到点)、LIN(直线)、CIR(圆弧)、HOLE(孔),如图4所示。
激光切割的编程方式一般分为三种:
(1)示教编程(Self-teaching)
编程步骤:
①事先在三坐标划线机上划出被切割工件的切边线、切孔线;
②手持操作盒驱动激光头,开启低功率“点光”沿工件上的线采集点,点间距要适当;
③存储采集点数据,传到计算机上进行编辑生成切割程序;
④在激光关闭状态下试运行程序,检验并修正切割头的运行轨迹;
⑤开启激光,试切割工件;
⑥根据工件的切口质量,修正程序参数,再次优化切割程序,使其切割高质量、高效率运行。
编程特点:程序直观,能有效避开激光头与工件干涉的部位。但工序长,效率低。常用于无CAD数模的车身覆盖件切割。
(2)手工编程
根据图纸尺寸,在进行工艺分析的基础上,编程人员在计算机上用文本编辑器编写程序。
编程特点:手工录入编写,易出错,效率低。只能用于二维编程或很简单的三维编程。
(3)自动编程(CAD/CAM编程)
要实现三维激光自动编程,就要能自动产生三维工件的轮廓线以及轮廓线上的法线,然后控制激光加工机3个相互垂直的直线运动(X、Y、Z),同时控制2个旋转轴(A、B)使激光与法线一致[5]。
PRIMA激光切割机提供了一套自动编程软件系统,即FORMA CAD/CAM系统。
自动编程的前提是工件有CAD数模,现在的车身设计,CAD数模完整。把CAD数模转换输出IGES文件格式到FORMA CAD/CAM系统,通过编程软件生成切割程序。
编程步骤:
①接收并转换工件CAD数模的IGES文件;②登陆FORMA编程系统,编辑修改设计参数;③把设计参数转换成加工参数;④进入FORMA的CAM模块作加工编程:定义加工序列,选择加工对象;定义进刀和退刀方式;定义加工参数;存储加工序列文件;生成刀具路径;生成刀位文件(*.CLF文件);⑤转换刀位文件,生成*.S文件;⑥刀具路径模拟;⑦切割干涉检查;⑧编辑*.S文件,避免干涉;⑨把*.S文件转换成*.EXE文件,作切割加工使用。
编程特点:
CAD/CAM编程方式是激光切割的最理想编程方式,实现了与其它CAD数据共享。编程时曲面的法矢计算精确,编程精度高、效率高。
需要强调的是,无论采取何种编程方式,编程完成后,都要检验程序的正确性和切割质量效果。一是在关闭激光状态下,全程模拟切割路径走刀,检查干涉、碰撞和路径拐点避让情况;二是开启激光试切首件,检查首件切割质量。切割质量的控制要通过切割参数不断优化才能获得。
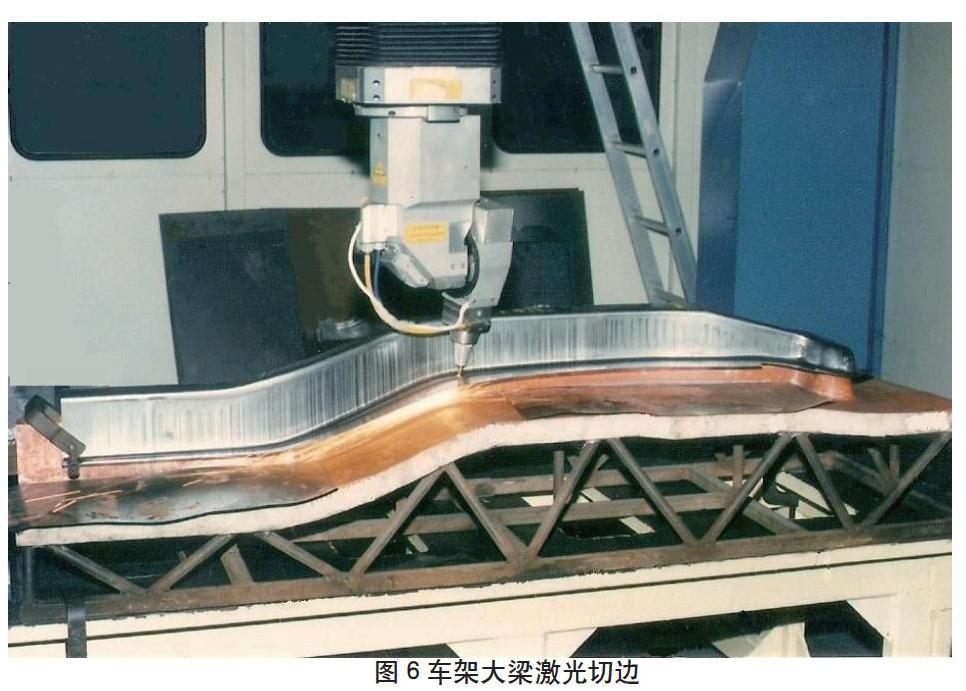
如图5所示为示教编程操作作业,图6所示为切割机执行程序切割车架大梁钣金件。
4、激光切割的质量控制
汽车覆盖件钣金材料一般为低碳钢,厚度一般在0.65——2mm。加强板之类的零件,厚度一般大于2——5mm。切割表面质量一般用表面粗糙度来衡量。要获得较好的切割表面质量,要对切割速度、焦点位置、辅助气体压力、激光输出功率等参数作优化设置。
以下是激光切割质量影响分析。
(1)切割速度
切割速度过快或过慢,对切割都会产生不良影响。那么如何确定合理的切割速度呢?
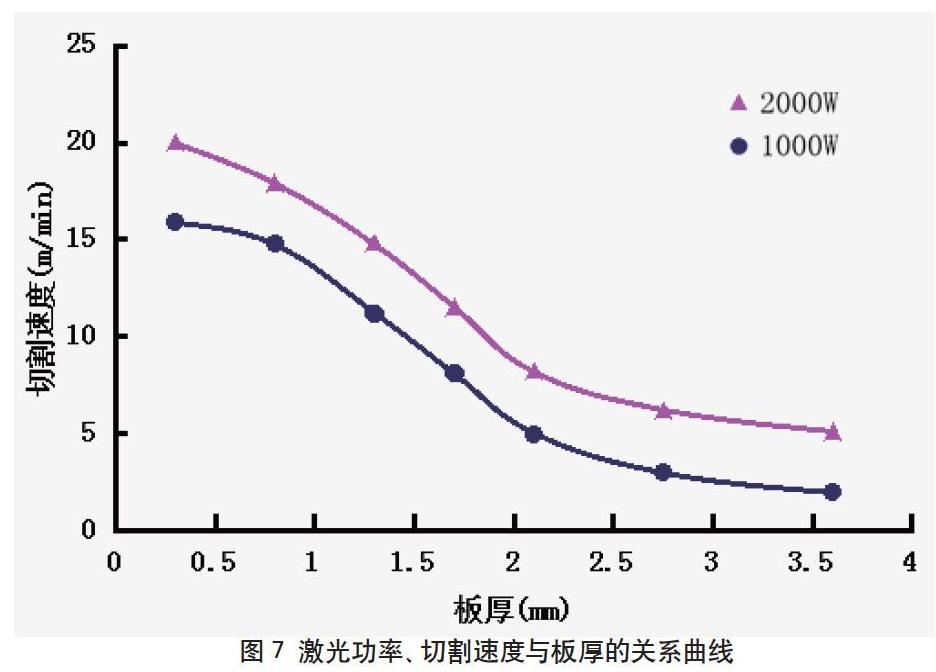
一般而言,在材料厚度一定的条件下,切割速度与激光功率成正比,即激光功率越大,切割速度越快。在激光功率一定的条件下,切割速度与材料厚度成反比,即材料越厚,切割速度越慢[6]。如图7所示。
另据有关技术文献报道,通过试验验证,得出切割速度V与切割表面粗糙度Ra的关系曲线如图8所示。随着切割速度V由小变大,粗糙度Ra表现为近似于抛物线曲线,有一个最小值,切割质量为最佳[7]。
通过试切样件可知,一般厚度的汽車覆盖件,三维轮廓切边(切孔)时速度设定为10——20m/min,二维轮廓切边(切孔)时速度设定为20——50m/min,可以获得较理想的切割质量。
(2)焦点位置
激光焦点位置是能量密度最高位置,对材料切割最有利,激光能量密度对切割质量有重要影响。由于能量密度与光斑面积πd2/4(d为焦点光斑直径)成反比,即光斑面积越小,能量密度越大。所以尽可能减小光斑面积,即减小焦点光斑直径,提高能量密度,以便产生较窄的切缝,获得较好的切割质量。
焦点位置相对于工件的距离可以用离焦量来描述。正离焦表示焦点位于工件上方,零离焦表示焦点位于工件表面,负离焦则表示焦点位于工件内部。
通过试切观察,对于厚度较薄(厚度小于2mm)的覆盖件,焦点调节位于工件的表面,离焦量为零。对于厚度较厚(厚度大于5mm)的汽车加强板件,焦点调节低于表面1mm较为适当。
因激光切割机作业受到环境因素影响,聚焦的透镜会发生焦长变化,要定期检查和校正焦长,确保焦点与工件相对位置恒定,以获得稳定的切割质量。
(3)辅助气体及气体压力
切割作业时,辅助气体与激光光束同轴沿切割嘴喷出,保护透镜免受污染,同时吹走切割路径区域的溶渣。
辅助气体及气体压力对切割质量有较大影响。汽车覆盖件材料一般为低碳钢,以氧气作为辅助气体。切割速度较快时,需要较高的气体压力。当材料厚度增加,或切割速度较慢时,可以适当的降低气体压力。在相同输出功率的条件下,切逢表面粗糙度Ra值随气体压力的变化而变化。其趋势是气体压力由小变大时,表面粗糙度由大变小,直到某个最小值,然后又随气体压力的增加而变大[6]。在实际切割时,要选择适当的气体压力,保证气体压力在理想值。图9所示。
(4)激光输出功率
由此可知,为了获得高的能量密度必须提高激光输出功率。为了获得高的切割速度又不减小能量密度,也必须提高激光输出功率。
为了提高生产作业效率,需要保证激光功率大小和模式处在良好状态。实际操作时,常常设置最大功率。在南方地区潮湿季节,空气格外潮湿,空气相对湿度可达85%以上,会产生水珠现象,对切割机的激光发生器光路影响大,这时候要加大除湿措施,降低空气湿度。当激光输出功率衰减20%以上,要检查和维修光路,恢复到设备额定值。否则,激光输出功率过低,将影响切割质量。
5、结束语
由于不需要开切边模和冲孔模,就可以切割出覆盖件的修边和孔位轮廓,三维激光切割加工为我们展现了一种先进的制造工艺,节省了模具的开模费用,加快了产品开发进度,在汽车工业越来越广泛使用。欧美的汽车制造业有50%以上汽车零部件采用激光加工(包括激光切割、激光焊接)。隨着国内劳动力成本的提高,以及工业化时代新技术的要求,为缩小与西方工业化国家的差距,包括激光加工在内的工业机器人技术和设备的研究与应用,已经上升为国家战略。国内的上海和深圳等多家公司正致力于加快激光加工设备的自主创新和技术研发,为国内的汽车工业提供了比进口更具良好性价比的设备。展望未来,激光加工技术在中国的汽车制造业前景广阔。
参考文献
[1]郭树林.CO2激光切割机切割技术及应用[J].电力机车与城轨车辆,2010(4):33-35.
[2]翟东升,钟昇,洪超.距离编码测量装置在三维激光切割机上的应用[J].锻压装备与制造技术,2013(01):60-61.
[3]张志强,王太勇.多轴模块化开放式激光切割机床数控系统软件开发[J].组合机床与自动化加工技术,2010(01):11-13.
[4]李静.PLATINO激光切割机的激光切割技术[J].制造技术与机床,2005(3):131-132.
[5]陈继民,左铁钏.三维工件激光切边的自动编程[J].制造技术与机床,2002(02):28-29.
[6]华建民,匡余华.高功率工业CO2激光切割工艺技术参数分析[J].南京工业职业技术学院学报,2011,12(4):11-13.
[7]袁小会,蔡逸飞.大功率激光切割机切割工艺参数分析[J].现代制造工程,2012(2):96-98.
[8]吉智,窦春雨.CO2激光切割若干质量控制因素与对策研究[J].江苏煤炭,2003(2):29-30,39.
作者简介
姚克甫(1970年——),男,高级工程师,硕士,主要从事汽车产品开发和制造技术研究工作。
猜你喜欢
电脑报(2020年31期)2020-08-20
数学大王·低年级(2020年3期)2020-03-12
电脑报(2019年3期)2019-09-10
中国经济信息(2018年21期)2018-11-29
知识就是力量(2018年5期)2018-05-09
知识就是力量(2018年4期)2018-04-13
科技视界(2016年21期)2016-10-17
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
