浅谈临氢系统环槽型法兰密封安装技术要求
2015-10-21 19:51李永升
中国机械 2015年1期
摘要:针对某炼油厂临氢装置环槽型法兰接头在气密或运行过程中存在的泄漏问题,从环槽型法兰及垫圈的采购、制造、安装等方面进行分析和总结,并对新建临氢装置的环槽型密封面安装质量提出了管理办法。
关键词:环槽型法兰;垫圈;密封;泄漏
石化行业的临氢系统属于高温高压环境,其介质H2是典型的易燃易爆物质,一旦发生泄漏,就有可能造成严重后果。而临氢系统的环槽型法兰面在气密或运行过程中,由于制造、安装等原因,经常发生泄漏,增加了处理成本,对开工进度和生产运行造成较大影响。
1.密封原理
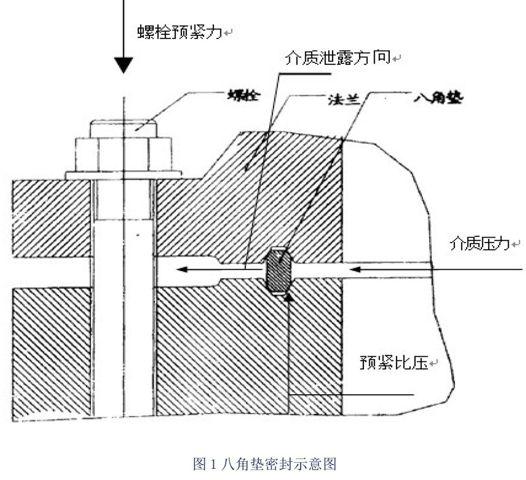
在上紧螺栓后,垫片与两个法兰密封面之间产生一定的密封力,此时垫片单位面积上的密封力称为预紧比压,预紧比压使垫片产生一定的弹性变形或塑性变形,从而保证接触面的密封。垫片的材质不同,预紧比压的要求也不同。当介质压力升起后,由于内压的作用使垫片的压紧力比预紧状态有所降低。为了保证在工作状态下的密封性能,要求此时垫片的比压不小于m×p(p为内压,m是与垫片材质及要求达到的密封程度有关的数值)。在临氢系统应用较多的是八角垫密封,其结构如图1所示:
八角垫安装在梯形槽内,与梯形槽斜面形成面接触,属于一种半自紧式密封连接。当拧紧螺栓时,垫圈受轴向压缩与上、下梯形槽贴紧,产生弹性变形或塑性变形,填满密封面的凹坑不平处,从而形成一环形密封带,建立初始密封。当介质引入升压后,在介质压力作用下,使八角垫径向扩张,垫片与梯形槽的斜面更加贴紧,产生自紧作用。但是,介质压力的升高同样会使法兰和连接螺栓变形,造成密封面之间的相对分离,垫片密封比压下降。
2.影响密封的因素分析
影响环槽型结构法兰密封的因素是多方面的。主要有垫圈性能、法兰刚度、表面粗糙度、密封面配合情况、螺栓预紧力等。
2.1垫圈性能
反映垫圈密封性能的指标有压缩率、回弹率和应力松弛等。金属环垫适用于高温、高压管道,最高公称压力可达42MPa,最高使用温度可达700℃。垫圈材料的选择应根据温度、压力以及介质的腐蚀情况决定,同时还要考虑密封面的形式、螺栓力的大小以及装卸要求等。
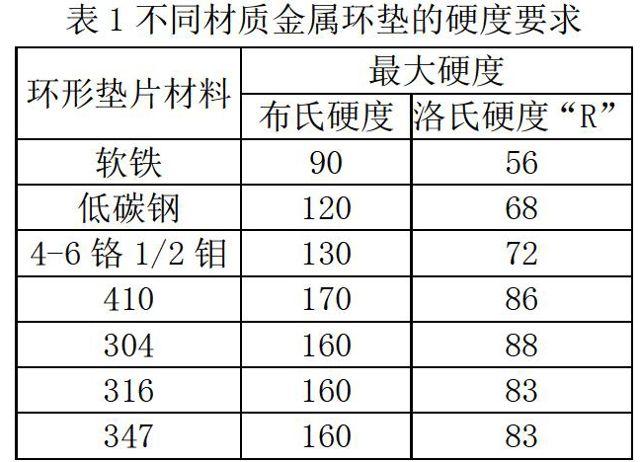
在安装前,要求施工单位对法兰和垫圈进行材质确认,并逐一进行硬度测量,对垫圈和法兰整个圆周对称测量四点,取其平均值。要求配对垫圈的硬度比法兰梯形槽低HB30以上,这样可以尽可能减少法兰紧固对梯形槽密封面的损坏。垫圈硬度值越低,越容易发生弹性变形,初始气密泄漏的可能性越小。其中垫圈材质为软铁(硬度值≤90 HB)的静密封面,在气密过程中很少有泄漏现象,即便发生泄漏只需及时调整螺栓预紧力即可。ASME标准B16.20垫圈的硬度要求见表1。
2.2法兰刚度
由于法兰的刚度是有限的,在螺栓载荷、垫片反力、介质压力和附加外力的合成力矩作用下,由于刚度不足而产生偏转、翘曲,从而使垫圈的压缩存在外紧内松现象,使其对垫圈的压紧力不均匀,从而导致法兰泄漏。由于法兰的载荷和变形涉及的因素比较复杂,美国ASME规范提出了法兰刚度计算方法,并认为法兰刚度越大, 法兰在预紧和使用时变形小,密封性能越好。为防止法兰泄漏可采用两种方法,一是降低法兰处管道的作用力和力矩;二是提高法兰的压力等级,从而提高其允许受力。
从现场安装经验看,公称直径越小、厚度越薄的环槽型法兰,在其他影响因素相同的情况下,泄漏的可能性越小。尤其是公称直径小于DN100mm的环槽型法兰,开工过程中基本未发现泄漏现象。即使在升压过程中出现泄漏,只需要及时予以紧固就可以解决。可能是通过加大螺栓预紧力使法兰面与垫圈均发生变形,并且在介质压力将垫圈径向扩张胀紧的作用下,使垫圈与梯形槽密封面的配合更好。对于公称直径大于200mm的法兰,若存在垫圈与梯形槽配合不好等影响因素,一旦发生泄漏,很难通过调整螺栓预紧力,大多需要拆卸进行研磨、机加工或更换法兰等。由于加工等原因,一般情况下垫圈以及与之相配的环槽型密封面适用于直径不大的高压场合。值得一提的是加氢反应器人孔法兰等大直径部位基本上是气密的难点部位,均需重点监控。
2.3 表面粗糙度
密封面的表面粗糙度对密封效果影响很大,密封面的加工光洁度要求较高。特别是当采用非软质垫片时,表面粗糙度值大是影响泄漏的重要因素。要求垫圈及环形槽密封面光滑,不得有划痕、磕痕、裂纹和加工程度不足等缺陷,其表面粗糙度应小于Ra1.6um。从临氢装置气密的经验来看,密封面加工精度不够,存在凹凸不平、划痕、磕痕等缺陷是气密泄漏的重要原因之一,特别是贯穿密封面的纵向划痕将导致气密难以通过,需要在拆卸后用标准研具进行研磨处理。
2.4 密封面配合情况
密封面的配合是影响环槽型法兰密封质量的关键因素之一,安装过程中多次发现两者接触线存在间断甚至间隙过大等现象。2400kt/a汽柴油加氢装置在气密过程中发现8处环槽型法兰泄漏,经多次预紧无法消除,拆卸后发现法兰和垫圈密封面配合较差,两者最大间隙达3mm以上。经分析是法兰在机加工过程中,梯形槽中心圆直径偏差超出标准公差范围,普遍偏大。最终不得以将该8片不锈钢法兰切割,并进行机加工处理,经配对合格后安装,再次气密合格。
本项目法兰的制造标准执行ASME B16.5或《石油化工管道器材标准》中的SH3406《石油化工钢制管法兰》;垫圈的制造执行ASME B16.20a或SH3403《管法兰用金属环垫》。其中SH标准是参照ASME标准编制而成,技术尺寸基本一致。
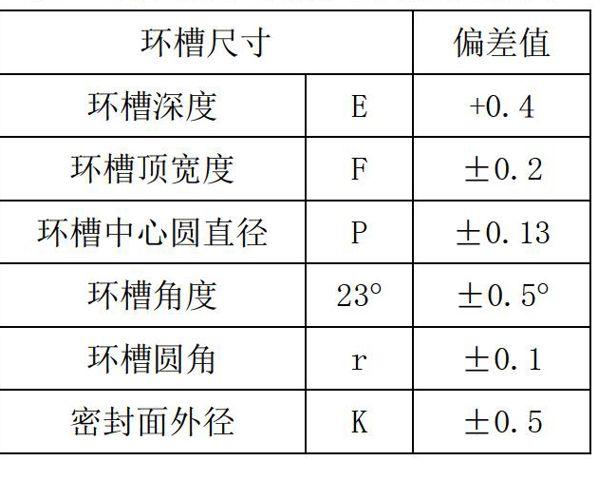
其中环槽型法兰结构见图2,SH3406《石油化工钢制管法兰》中其关键尺寸的公差范围见表2,垫圈的结构见图3,SH3403《管法兰用金属环垫》中其关键尺寸的公差范围见表3:
因此根據上述制造标准,垫圈与梯形槽之间的配合将有可能存在间隙。而SH3501-2002《石油化工有毒、可燃介质管道工程施工及验收规范》中6.2.4条规定:安装前,法兰环槽密封面与金属环垫应做接触线检查。当金属环垫在密封面上转动45°后,检查接触线不得有间断现象。从实际检查情况
来看,70%以上的法兰与垫圈的接触线存在间断现象,因此该规定在施工过程中难以操作。
从图2可知环槽型密封面配合的影响因素有:环槽中心圆直径、槽顶宽、环槽角度、节径、环宽、斜面角度等,这些参数的公差将导致环槽型密封面的配合存在间隙,其中影响最大的是环槽中心圆直径、垫圈节径、斜面角度等。上述参数的公差累加近似等于法兰和垫圈的配合偏差。查表2、表3可知,法兰和垫圈的最大配合偏差B≈±0.4mm。从现场安装经验来看,对于公称直径小于200mm的法兰,两者的配合偏差在±1mm以内,可以判定合格,在使用过程中基本上可以满足密封要求。若垫圈硬度值越低,两者的配合偏差还可以适当放宽。但对于公称直径大于200mm的法兰,对法兰面与垫圈的配合精度要求相对较高。
对于法兰本体为碳素钢/低合金钢、垫圈为不锈钢的静密封面,若冷态下发生在安全范围内的微量泄漏,若不具备条件可暂不予处理。因为碳素钢/低合金钢的热膨胀系数约为11×10-6/K,不锈钢的热膨胀系数约为17.5×10-6/K,在升温过程中,垫圈的热膨胀量为法兰密封槽的1.6倍。因此,垫圈与法兰密封槽在螺栓预紧力的轴向限制下,将会出现高温胀紧而停止泄漏。这样可以解释环槽型法兰面在冷态下发生泄漏,在高温下却未泄漏的现象。若垫圈与密封槽在预紧或热膨胀过程中因过度挤压出现了不可恢复的塑性变形,在高温下可能未泄漏,在降温过程中由于不锈钢垫圈的收缩量相对较大,就可能导致密封比压不够而出现泄漏。因此对于环槽型静密封不仅需要在升温过程中热紧,关键部位在降温过程也有必要及时进行“冷紧”。
2.5螺栓预紧力
螺栓预紧力是影响密封的主要因素。预紧力必须使垫片压紧并实现初始密封条件。同时,预紧力也不能过大,否则将会使垫圈产生不可恢复的塑性变形,回弹能力下降,密封比压小于工作比压,同样会造成密封面泄漏。尤其是螺栓力要均匀,否则易使法兰面变形不均匀,或使密封面和垫圈压坏,造成密封失效。国内通常采用套筒冲击扳手,螺栓润滑也不讲究,因此实际螺栓力与要求相差甚远,最大与最小可达4倍,往往不能保证良好的密封。
临氢系统环槽型法兰规格较多。本文以规格为DN200,压力等级为Class2500,材质为F321的法兰为例,紧固件选择25Cr2MoVA+35CrMoA,其螺栓预紧力的计算可按GB150-1998《钢制压力容器》附录G进行。
法兰连接预紧状态的螺栓载荷可以按照以下公式进行计算:
因此,螺栓总载荷取操作状态下的最小载荷1956 kN ,该规格的法兰有12个螺栓,每个螺栓的平均载荷为1956kN/12=163 kN。
需要的扭矩按照力与力矩的关系式N=0.2Fd=0.2×163×(52-5)=1532.2N.M
本项目环槽型法兰在预紧过程中,使用的是HYTORC液压拉伸器,根据厂家提供的经验数据,作用在螺栓上的预紧载荷在不同的施工条件下存在损耗,实际需要的扭矩值要大于理论值,见表4。
螺栓在穿入前,待紧固螺帽与法兰的接触部位以及螺纹部分要均匀地涂抹上二硫化钼,既可以降低摩擦力,减少预紧力损失,又能防止螺栓在高温下咬合,方便今后拆卸。法兰组对时,取法兰圆周方向均匀测量4点,要求两法兰端面平行偏差≤0.2mm,径向偏差≤0.2mm,防止法兰面存在张口、偏口、错口等问题。预紧时要求对称把紧螺栓,先按“十”字对称交叉把紧,再按“※”字对称把紧,从而尽量使各螺栓预紧力大体均匀。
由于预紧时螺栓将发生弹性变形,螺栓的拉应力也将发生变化,且螺栓之间存在弹性相关性,使临近的螺栓发生应力松弛现象。因此预紧过程中使用液压拉伸器操作时需避免一次预紧,要求至少分5次以上预紧(拉伸载荷与最终载荷比例关系如下:第一遍为20%,第二遍为40%,第三遍为60%,第四遍为80%,第五遍为100%),使各螺栓应力尽可能一致,以防止部分螺栓应力减少,达不到所需预紧力导致密封失效。当第一次达到100%预紧力时,由于摩擦力及螺栓的弹性等因素影响,实际预紧力并未达到100%,通常需要用100%的预紧力重复紧两遍以上。若有必要,可对某些螺栓进行重复预紧。或每间隔一个螺栓给予超范围(或110%左右)的预紧力,再对相邻螺栓进行100%的预紧力,这样对于一个法兰来说,各螺栓的载荷可以形成一条相对均匀的载荷曲线。但是螺栓预紧力不能过大,否则会造成螺栓副出现高温咬合现象,或导致螺栓副因应力过大而屈服失效,还有可能造成垫圈和密封槽出现过度塑性变形甚至压坏。
由于管道支吊架设计不合理、法兰面不平行或存在中心偏差、管系附加外力、热应力、振动等因素,也会导致螺栓预紧力不均匀而发生泄漏,因此在安装以及问题处理过程中必须综合考虑。
3.提高密封质量的措施
3.1法兰、垫圈属于常规管配件,制造技术门槛相对较低。但厂家必须严格执行相关标准,加强对机床加工、质检等工序的管理。必要时业主可委派专业人员驻厂监造,尤其是高压大口径法兰,制造周期长,返工难度大,更要引起足够的重视。
3.2由于订货时法兰与垫圈不是同一厂家,两者均存在制造公差甚至超出公差范围。业主在签订法兰技术协议/合同时,必须明确要求厂家在法兰出厂前用标准样规进行检查,并逐一与标准垫圈进行配对检查,合格后方可出厂。
3.3由于设备法兰一旦出现气密泄漏,现场处理难度较大。因此对于参与现场气密的压力容器,要求制造厂家加强法兰机加工的质量管理,并在水压试验合格后,再进行气密试验。
3.4施工前要准备好一套检查密封面用的标准全断面样板和单个槽形的样板。要用标准样板检查密封面的角度及中径,以样板与密封面完全接触不透光为合格。
3.5密封槽的加工精度以及密封槽与八角垫的配合情况对密封效果影响很大。若加工精度较高以及配合良好,则在气密过程中不容易出现泄漏;若两者均存在问题,则气密难度增大,最好通过机加工、研磨或缠绕石墨纸来处理;否则必须通过调整螺栓预紧力的方式进行弥补,但难度和风险均较大。
3.6现场安装过程进行重点管理。对环槽型结构的静密封面建立台帐,由监理、车间参与检查,检查项目包括法兰/垫圈、紧固件的材质、硬度、表观质量、配合质量、法兰组对质量、预紧过程等。这样可最大限度地避免强力组装,减少气密问题的发生。
3.7螺纹之间、螺帽与法兰接触面之间均存在摩擦损耗,导致螺栓预紧力的有效载荷减少。但不锈钢法兰与铬钼钢法兰相比,螺栓预紧力的损耗更大。因为不锈钢硬度低,螺帽容易与法兰面发生咬合。因此,在螺栓与螺帽、螺帽与法兰面之间抹上二硫化钼润滑或加上特殊的垫片,能有效减少摩擦损耗。
3.8通常在氮气气密时发现的泄漏,在氢气气密时泄漏程度并没有明显增加,而且随着温度的升高,泄漏会明显减轻或消失。
4.结语
某炼厂新建的1.7Mt/a渣油加氢装置以及50kNm3/h制氢装置,其环槽型静密封面在安装过程中,业主組织各参建单位严格按要求进行检查和安装,累计检查1400多处法兰面,处理或更换63处法兰,最终临氢系统气密一次合格,从而极大地降低了成本,缩短了开工准备时间,为上述两套装置的开车一次成功奠定了坚实的基础。
作者简介:
李永升,1995年毕业于抚顺石油学院大学,现任新疆能化设备科长,主要从事设备专业管理。
猜你喜欢
阅读(科学探秘)(2022年6期)2022-06-23
动漫界·幼教365(大班)(2019年10期)2019-10-28
科技资讯(2019年4期)2019-05-14
伴侣(2018年6期)2018-06-27
科学与财富(2018年35期)2018-01-15
学苑创造·C版(2016年12期)2017-01-17
科技视界(2016年21期)2016-10-17
科技视界(2016年9期)2016-04-26