
OTC弧焊机器人离线编程系统开发*
2015-10-31 03:39诸葛琰卓雪艳廖小平
组合机床与自动化加工技术 2015年11期
诸葛琰,卓雪艳,廖小平,夏 薇
(1.广西大学 机械工程学院,南宁 530004;2.广州军区综合训练基地,广西 桂林 541002)
OTC弧焊机器人离线编程系统开发*
诸葛琰1,2,卓雪艳1,廖小平1,夏薇1
(1.广西大学 机械工程学院,南宁530004;2.广州军区综合训练基地,广西 桂林541002)
针对多数弧焊机器人商品化离线编程系统技术不公开、价格昂贵,且缺乏复杂焊接件及设备建模能力的现状,提出基于三维设计软件开发经济适用型离线编程系统的思路。运用SolidWorks三维建模功能、二次开发接口平台和VC++6.0,构建OTC弧焊机器人离线编程系统。该系统具有实体建模、离线示教和碰撞检测等功能,并且能编写直接导入机器人控制柜中的程序。通过对比离线编程系统的规划轨迹和实际机器人再生程序时焊枪末端运动轨迹的结果表明,系统较好地实现了弧焊机器人的离线编程。
弧焊机器人; 实体建模; 离线编程; SolidWorks; 二次开发
0 引 言
焊接机器人广泛应用于汽车、船舶和航空工业等领域,有利于提高焊接质量,降低生产成本[1]。焊接机器人通过在线示教和离线编程两种方法进行作业控制,其自动化水平主要取决于程序的编制。离线编程以编程环境好、可减少机器人停机时间、程序易修改等优点受到重视[2-4]。
在机器人离线编程方面,国外企业已开发出一些实用化离线编程软件,例如:Deneb Robotics公司的IGRIP,ABB公司的RobotStudio和MOTOMAN公司的MotoSim,它们是基于Windows操作系统的通用型离线编程软件,集成了本公司所有型号的机器人、变位机和周边设备模型,可实现仿真和离线编程,用户操作方便。但这些软件价格昂贵、技术不公开,还缺乏复杂工件及生产线设备建模能力[1,5-6]。相对而言,国内的研究起步较晚。2008年,南昌航空大学基于VC++和OpenGL技术自主研发了Motoman UP20弧焊机器人的离线编程系统,可对马鞍形焊缝生成执行程序[7]。2011年,北方工业大学基于ADAMS和Solidworks平台创建了Motoman HP-6机器人的公用离线编程系统,实现了简单轨迹离线编程和误差补偿[8]。但离线编程都主要停留在运动学分析、仿真与特定轨迹编程阶段,自主研发进展缓慢,对一般弧焊机器人实用性研究鲜见。综合考虑,以机器人运动学理论和三维图形驱动技术为支撑,基于三维建模软件开发经济适用型弧焊机器人离线编程系统具有较好的应用前景。
本文以OTC弧焊机器人为研究对象,运用VC++6.0和三维设计软件SolidWorks的二次开发平台,设计并实现了一个弧焊机器人的离线编程系统。
1 OTC机器人及离线编程系统分析
OTC(AII-V6)弧焊机器人具有六个自由度,可以保证工作范围内焊枪的任意空间轨迹和姿态,具有作业效率高、焊缝质量好和系统稳定性强等优点。SolidWorks具有强大的参数化、特征建模功能和二次开发接口。在SolidWorks平台上,针对OTC弧焊机器人开发的离线编程系统包含六个模块[6]:
①机器人及其工作环境的三维建模模块;
②待焊工件建模或者导入模块;
③离线示教(焊缝轨迹规划以及位姿信息提取)模块;
④机器人运动仿真、可达性检测以及碰撞检测模块;
⑤机器人程序编写和转化模块;
⑥便于人工操作的良好人机接口模块。
2 离线编程系统的实现
2.1弧焊机器人及其工作环境的建模
弧焊机器人本体建模是影响整个系统开发正确率和可靠性的关键。OTC弧焊机器人为6个自由度回转关节型的开链式机器人,其结构参数和运动学D-H坐标系如图1所示,6个旋转关节的角度变换决定了焊枪末端位置和姿态[9]。开发离线编程系统首要工作是构建一个满足弧焊机器人轴关节转角与位姿运动学关系的虚拟模型,这也是实现对轴转角和焊接位姿参数监测的前提。

图1 OTC(AII-V6)弧焊机器人
机器人本体建模时,对各个关节的特征曲面进行简化处理,可提高离线编程系统的运行效率。设置虚拟机器人世界坐标系与D-H坐标系中的基座坐标系(X0Y0Z0)重合,可确保了虚拟机器人位置运动学的正确性,且与实际机器人的运动方式一致。具体的,以图1中的参数作为虚拟机器人本体建模标准,依次创建单个轴的零部件模型和机器人装配体,再按照机器人运动方式添加装配约束和驱动角度属性完成机器人构建。
Matlab机器人工具箱具有机器人运动学、动力学和轨迹规划等函数,可以实现机器人的仿真和数据分析等功能[10]。根据图1中D-H坐标系和杆件参数在Matlab中建立机器人仿真模型,然后对离线编程系统的虚拟机器人和Matlab仿真模型添加一致的关节转角参数,进行模型校验,机器人位姿对比结果验证了本虚拟机器人模型正确。
工作环境和相关配套设备模型也是影响离线编程的关键因素。它既制约着机器人的运动范围和轨迹规划,又对机器人的可达性分析和碰撞检测产生影响,甚至关系到离线编程引入到工程实际运用标定作业的难易程度。本文根据验证实验现场的测算建立弧焊机器人及其工作环境,结果如图2所示。

图2 弧焊机器人及其设备环境的三维模型
2.2弧焊机器人离线示教的实现及信息获取
弧焊机器人离线编程系统的核心体现是:在具有临场感的三维虚拟环境中,如同在线示教,完成待焊工件的示教作业。其包括机器人关节驱动、姿态保存、运动控制和焊接控制四个方面。
离线编程系统具有实体建模、离线编程和碰撞检测等功能,本系统设计了机器人示教和程序生成两个界面,且两个界面均以非模态对话框的形式工作。基本方法是:基于VC++对SolidWorks的二次开发实现对虚拟机器人的图形驱动控制、焊接轨迹信息的获取和机器人程序编写。主要步骤为:在VC++中建立新的离线编程系统工程,选择ATL COM appWizard项目,在建好的工作区间CLASSVIEW中右键添加NEW ATL object Wizard,选择SwAddIn。由此,编写好的系统可以插件形式被SolidWorks调用。

图3 机器人示教界面
机器人示教界面(如图3)主要有坐标控制、单轴控制、轴角度传感器、焊缝信息的提取和编辑功能。坐标控制和单轴控制由旋转按钮与SolidWorks API对象的AddMate3和EditDelete等函数实现;轴旋转角度和焊缝信息的获取主要通过特征传感器的CreateMeasure、get_Angle和IGetSelectionPoint2函数实现。提取的离线示教信息通过数据库保存在后台,在示教点轨迹显示、机器人程序编写和轨迹仿真时调用。获取机器人轴转动角度的关键代码如下:
//定义相关接口指针
CComPtr
CComPtr
CComPtr
//定义数组保存计算的角度值
double sensorValue[6];
……
//选择要测量的旋转面
swExtension->SelectByID2(L"上视基准面@第一轴-1@OTCV6",L"PLANE", 0, 0, 0, true,1,NULL,0,&retval);
swExtension->SelectByID2(L"上视基准面@第二轴-1@OTCV6", L"PLANE", 0, 0, 0, true,1,NULL,0,&retval);
swExtension->CreateMeasure(&swMeasure); //创建测量
swMeasure->Calculate(va,&Val);swMeasure->get_Angle(&sensorValue[0]);sensorValue[0]=(sensorValue[0]*180)/3.14159;//将弧度转化为角度保存
2.3示教轨迹的再现与程序编写
示教轨迹再现是以数据库保存的示教信息作为SolidWorks 3D草图对象的输入参数,通过VC++调用相应的绘图函数将示教轨迹绘制在系统中。由此可对待焊工件的焊接轨迹进行修改、优化或者重新规划。
离线编程系统可生成OTC弧焊机器人程序,本文经过分析机器人指令系统、内部程序文件和控制柜中的机器人语言,选择了MOVEX格式语言来编写程序。其主要包含机器人的运动方式、运动速度和运动精度以及焊接命令等信息。例如,关节插补程序和焊接开始代码的语言格式及数据结构如下:
MOVEX A=8,AC=0,SM=0,M1J,P,(0.00,90.00,0.00, 0.00, -90.0, 0.00),R=8.0,H=1,MS,
ASDM 1,0,0,2,1,0,1,1,0,0,150,20,0.8,50,0,0,0,0,0,0,0,150,0,0,20,0,0,80,0,0,0,0,0,0
对应示教器指令表格式为:
8.0% JOINT A8 T1。
AS[W1,无,00, 150A,20.0V,50cm/m, DC→]。
基于该指令格式编写由机器人轴转角位姿信息转化成机器人语言程序的界面如图4所示。

图4 机器人程序生成界面
3 弧焊机器人离线编程的方法与流程
本弧焊机器人离线编程系统提供了坐标控制和单轴控制两种示教编程模式。前者以世界坐标系为基准,可通过重合关系使焊枪末端点与焊点重合,也可直接“拖拽”焊枪末端至工件待焊点,调整焊枪姿态,由传感器获取各关节的转角和焊点位姿信息。后者以轴坐标系为基准,单轴控制机器人到达焊接点从而获得机器人的位姿转角信息。上述两种示教模式下的示教信息可用数据库存储到后台,作为程序生成界面中编写机器人程序的输入参数。完成一段可执行程序的具体编程流程如图5所示。
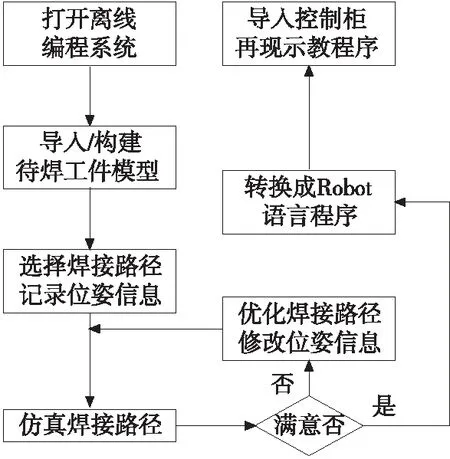
图5 离线编程流程图

图6 离线编程界面
依据该流程验证关节插补、直线插补和圆弧插补三种常用的机器人运动方式的主要步骤为:将SolidWorks软件创建的一段Ω形焊接轨迹的工件模型导入离线编程系统并固定在工作台上,通过调用示教界面完成轨迹规划、离线示教和信息保存工作(如图6),最后利用程序生成界面编写机器人程序如下所示:
MOVEX A=8,AC=0,SM=0,M1J,P,(0.00,90.00,0.00, 0.00, -90.0, 0.00),R=8.0,H=1,MS
MOVEX A=8,AC=0,SM=0,M1J,P,( 16.0,57.50,-9.00,0.0, -25.0,0.0),R=8.0,H=1,MS
……
MOVEX A=5,AC=0,SM=0,M1J,L,(-11.8,50.21, -2.7,0.00, -31.47,22.65),S=33.3,H=1,MS
MOVEX A=8,AC=0,SM=0,M1J,P,( -20.13,67.53,-20.18,0.00, -30.0,0.00),R=8.0,H=1,MS
MOVEX A=8,AC=0,SM=0,M1J,P,(-0.01,90.0,0.00, 0.00, -90.0, 0.00),R=8.0,H=1,MS
END
4 其他模块与功能
本文的离线编程系统还具有这些功能:①碰撞检测。可直接用SolidWorks评估模块中的干涉检查和特征传感器检测机器人与周围环境是否碰撞。②可达性检测。当机器人焊枪被“拖拽”或者添加配合关系到机器人不可到达位置时,系统的配合检测会提示建模的错误或者无法实现该配合。③模拟仿真。利用motion分析模块,按照规划的轨迹序列将示教信息转化给各关节轴的旋转马达并设置速度,力和其他约束参数后进行仿真分析。
5 离线编程系统程序验证
为了检验离线编程系统的可行性和正确性,将系统编写的Ω轨迹程序导入OTC弧焊机器人控制柜中进行试验。步骤是:用控制柜将程序语言转化成示教器指令表(如图7a),然后进行标定作业和前进检查,确认机器人程序无误,姿态正确后即可用再生模式运行。前进检查时,轴监视器显示焊枪末端位置与离线系统中记录的位置存在误差,范围为0~1mm,这是由于机器人的关节磨损和控制精度小于离线系统精度所致,属于系统误差,在系统允许范围之内。图7b是离线编程系统中的Ω焊接轨迹,图7c是机器人再生模式运行时,利用绘图笔代替焊枪末端(如图8)绘制的轨迹,对比两个轨迹的结果表明:在误差精度允许范围内它们是一致的,验证了系统对OTC弧焊机器人的离线编程。

图7 机器人程序表与Ω轨迹图

图8 机器人再生模式运行图
6 结束语
基于三维建模软件SolidWorks和VC++对其的二次开发,建立了OTC焊接机器人离线编程系统。该系统界面友好,交互性好,实现了具有临场感的离线示教和程序编程功能。对比离线编程系统中的焊接轨迹和机器人再生程序的焊枪运动轨迹,验证了该系统的可行性和正确性。这为经济适用型弧焊机器人离线编程系统的开发与应用研究打下了良好的基础。
[1] 曹金学.工业点焊机器人离线编程软件的国产化开发及应用[J].计算机应用与软件,2011,28(12):99-100.
[2] 王巍,惠帅,梁涛,等.柔性导轨自动制孔机器人离线编程与仿真技术研究[J].航空制造技术,2012(1):125-128.
[3] 焦恩璋,陈美宏.弧焊机器人的离线编程系统和轨迹控制[J].焊接技术,2009(12):53-55.
[4] 宋鹏飞,和瑞林,苗金钟,等.基于Solidworks的工业机器人离线编程系统[J].制造业自动化,2013(5):1-4.
[5] 刘圣祥,高洪明,张广军,等.弧焊机器人离线编程与仿真技术的研究现状及发展趋势[J].焊接,2007(7):21-27.
[6] 孟国军.工业机器人离线编程系统关键技术研究[D].武汉:华中科技大学,2011.
[7] 胡中华,王艳.弧焊机器人MOTOMAN—UP20离线编程系统[J].电焊机,2008(6):34-36.
[8] 殷际英,尹峰.机器人离线编程系统运动误差分析[J].机械传动,2011(11):71-74.
[9] 郑红梅,邬亚兰.6R机器人正运动学分析方法研究[J].机械设计与制造,2014(3):5-7.
[10] 袁安富,沈思思,余莉,等.基于ADAMS和MATLAB的喷涂机器人运动仿真研究[J]. 组合机床与自动化加工技术,2014(8):44-48.
[11] 陈其忠,邹焱飚,张铁,等.喷涂机器人离线编程系统的开发[J].机床与液压,2013,41(11):122-124.
[12] 陕军峰,鱼海翔,朱学军.机器人码垛离线仿真与远程控制技术研究[J].组合机床与自动化加工技术,2011(4):70-73.
[13] 宋立杰,张桂香,赵杰,等.激光焊接机器人离线编程分析与实现[J].制造技术与机床,2008(12):113-116.
[14] Saeed B. Niku.机器人学导论[M]. 孙富春,译. 北京:电子工业出版社, 2013.
[15] 曹岩,方舟.SolidWorks开发篇[M].北京:化学工业出版社, 2010.
(编辑李秀敏)
Research on Off-line Programming System of OTC Arc Welding Robot
ZHUGE Yan1,2, ZHUO Xue-yan1, LIAO Xiao-ping1,XIA Wei1
(1.College of Mechanical Engineering, Guangxi University, Nanning 530004, China;2.The Comprehensive Training Base of Guangzhou Military Area, Guilin Guangxi 541002, China)
For the majority of commercial arc welding robot off-line programming systems are private, expensive, and lack of complex welding and equipment modeling capabilities, the approach of developing an economic and reingistic off-line programming system which is based on 3D design software is proposed. In order to achieve this idea, the OTC robot off-line programming system is built by using the SolidWorks 3D modeling capabilities and its secondary development interface platform and VC + + 6.0 software. This system has realized the functions of 3D modeling, off-line teaching, collision detection and it can write programs which can be directly imported to the robot’s control cabinet. By comparing the real robot reproduce trajectory and the planning trajectory of system, the result shows that this system is feasible.
arc welding robot; entity modeling; off-line programming; SolidWorks; secondary development
1001-2265(2015)11-0091-04DOI:10.13462/j.cnki.mmtamt.2015.11.026
2015-01-12;
2015-02-09
广西科技攻关项目(桂科攻:1348012-10);广西制造系统与先进制造技术重点实验室项目(13-051-09512)
诸葛琰(1988—),男,广西桂林人,广西大学硕士研究生,研究方向为机械制造及其自动化,(E-mail)250695033@qq.com; 廖小平(1965—),男,长沙人,广西大学教授,博士生导师,研究方向为机械制造及其自动化。
TH166;TG506
A
猜你喜欢
现代农机(2022年3期)2022-07-11
汽车实用技术(2022年12期)2022-07-05
防爆电机(2021年4期)2021-07-28
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
铁道通信信号(2020年6期)2020-09-21
组合机床与自动化加工技术(2019年11期)2019-11-27
建材发展导向(2019年11期)2019-08-24
铁道通信信号(2019年3期)2019-04-25
时代汽车(2019年22期)2019-02-05
中成药(2018年2期)2018-05-09
