
基于时差定位法的声发射源定位研究
2015-11-23 13:21罗志敏向建军
河南科技 2015年14期
罗志敏 尹 东 杜 剑 向建军
(长沙理工大学汽车与机械工程学院,湖南 长沙 410004)
在现代工业生产中,设备材料经常产生不可预知的裂纹及相关缺陷,对生产及安全造成影响,因此对相关材料及产品进行准确精密的检测是必不可少的[1],但目前这方面的研究精度不高。声发射检测(AE)技术作为一种动态无损检测方法,可实现多通道对整体或大范围的快速检测而不必进行繁杂的扫查操作,易于提高检测效率[2-3]。因而,本研究拟采用声发射技术,利用时差定位理论对试件缺陷进行定位,并进行实验验证。
1 时差定位理论
时差定位理论通过比较信号源被不同传感器接收到的时间差t以及传感器布置的位置,经过数学运算得出缺陷的位置。
采用时差线定位确定缺陷位置时如图1所示[4],其定位公式为:

式中L为信号源与传感器之间距离,l为传感器之间距离,v为AE信号在试件中的传播速度。其中时间t=t2-t1,t2为右侧传感器接收时间,t1为左侧传感器接收时间。
采用时差面定位确定缺陷位置时如图2所示,其定位公式为:
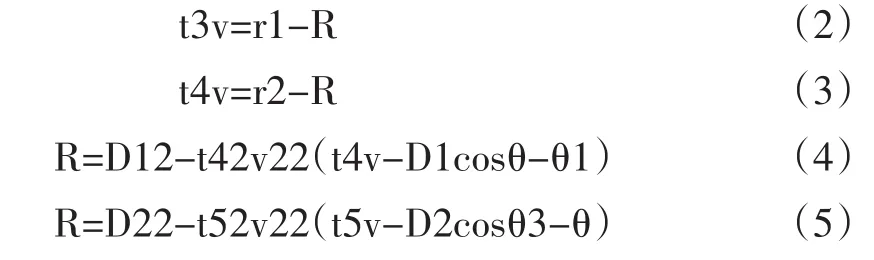
其中t4、t5分别为传感器2、传感器3和传感器1的时间差;r1、r2、R分别为信号源到传感器之间的距离。
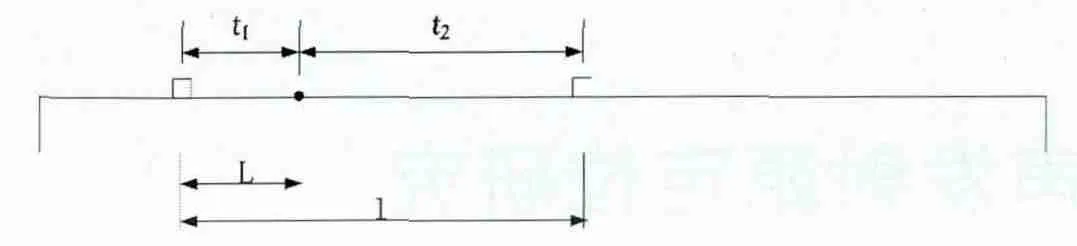
图1 线定位原理图
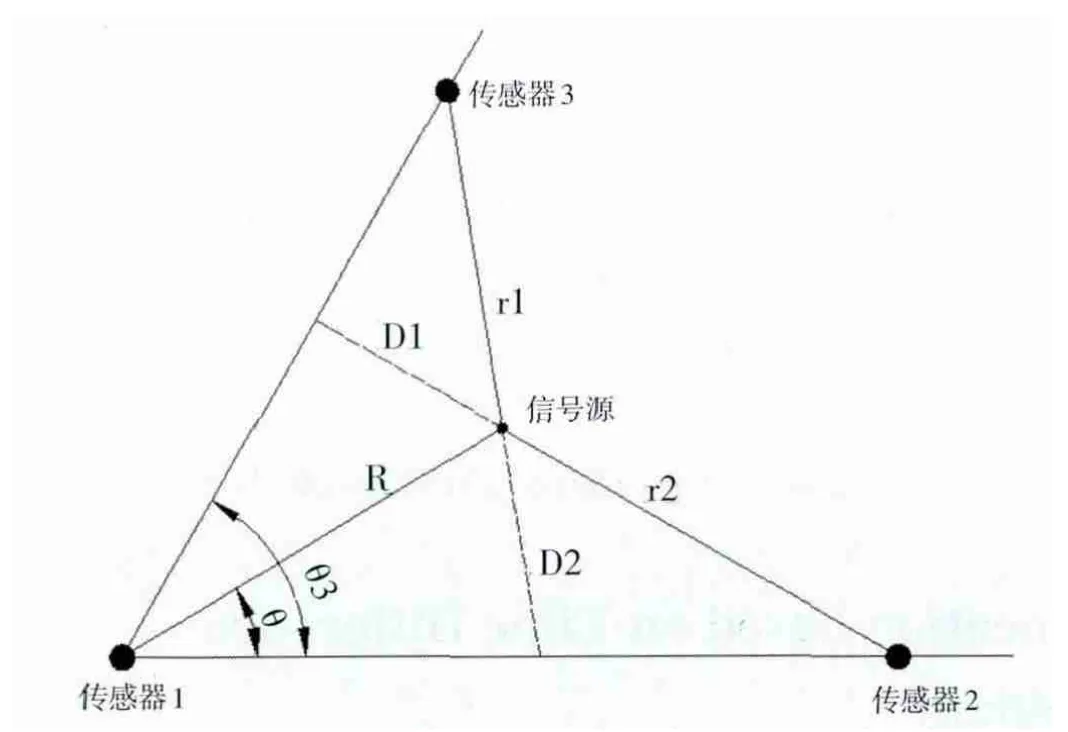
图2 面定位原理图
2 实验及结果分析
2.1 实验准备
实验研究主要分析线定位和面定位对于信号源的定位误差。采用PAC公司生产的PCI-2多通道数字化声发射系统及配套设备,线定位传感器安装位置距离信号源为L=5cm。两传感器之间距离l=20cm。面定位传感器安装如图2所示。试验中AE信号源由0.5mm硬度的HB的标准断铅,铅笔芯伸长2.5mm并与试件表面成30°折断产生;同时,为了减少测量误差,对每种材料分别进行了5次试验,且每次断铅时的强度保持不变;最后取5次实验平均值作为测量数据。
2.2 实验结果分析
依据实验线定位、面定位采集到数据以及由公式(1)、(4)、(5)求解结果分别如表1、表2所示:

表1 线定位实验设计与结果分析
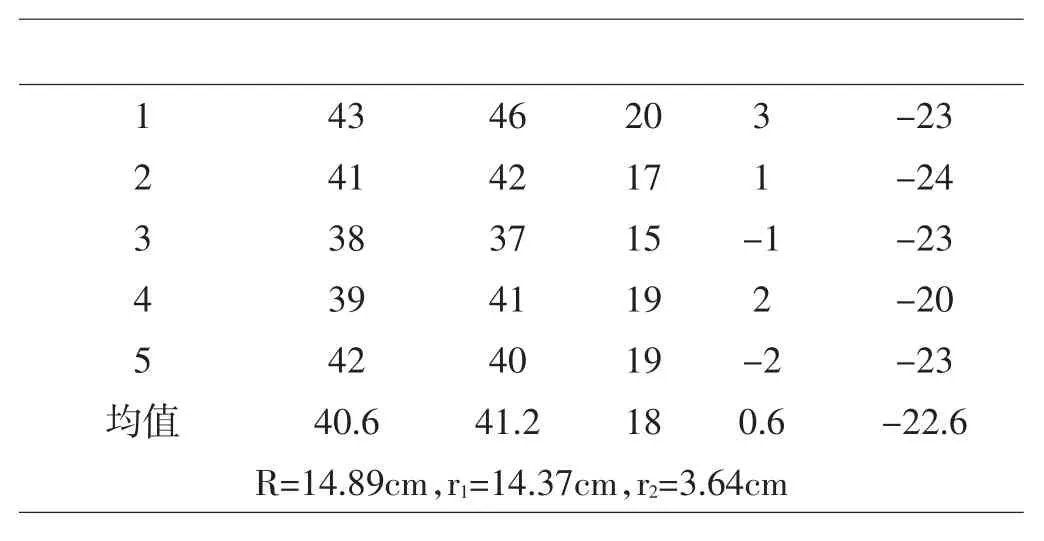
表2 面定位实验设计与结果分析
由表1可知:线定位实验结果为5.27cm,与实际传感器布置的5cm的误差约为5.4%。误差较小,结果比较准确。其可能误差原因在于一般试验中将传感器位置视为一点,而此次所用试验材料较小,两传感器距离仅为20cm,而传感器覆盖了一定区域,传感器位置的计算误差可能影响定位源的精度。
由表2可知:面定位实验结果分别为R=14.89cm,r1=14.37cm,r2=3.64cm,其定位误差约为3.8%。其误差产生可能由于不同位置的清洁度、锈迹不同,其波速可能在不断变化,难以准确把握而造成误差。
比较表1、表2可知,面定位产生的误差明显小于线定位,其可能原因在于面定位新增了两组数据,通过平均计算分摊了数据较大的误差,致使数据较为准确。
3 结论
本文从三个方面对缺陷信号源进行定位,并进行实验分析,其结论如下:
由实验结果可以看出,线定位实验结果为5.27cm,其相对实际误差为5.4%。面定位相对实际误差约为3.8%。
面定位对于信号源的定位精度较线定位准确。这为提高声发射(AE)检测对于材料缺陷定位的可靠性以及为传感器的安装提供依据。
[1]杨瑞峰,马铁华.声发射技术研究及应用进展[J].中北大学学报(自然科学版),2006,27(5):456-461.
[2]王永兵.声发射技术的研究进展[J].石油和化工设备,2009,12(7):48-50.
[3]杨瑞峰,马铁华.声发射技术研究及应用进展[J].中北大学学报(自然科学版),2006,27(5):456-461.
[4]沈功田,刘时风.声发射源定位技术[J].无损检测,2002,24(3):114-117.
猜你喜欢
广东建材(2022年5期)2022-06-10
常州工学院学报(2019年5期)2019-03-24
小学生导刊(2018年34期)2018-12-18
制造技术与机床(2017年11期)2017-12-18
家庭影院技术(2017年8期)2017-10-13
家庭影院技术(2017年9期)2017-09-26
制造技术与机床(2016年7期)2016-08-31
电测与仪表(2016年8期)2016-04-15
山东青年(2016年3期)2016-02-28
西部广播电视(2015年5期)2016-01-16
