
利用工装在车床上抛光大型镗轴
2015-11-23 07:15汉川数控机床股份公司陕西汉中723003
金属加工(冷加工) 2015年16期
■ 汉川数控机床股份公司 (陕西汉中 723003)
杨 艺 王 侃 马文祥 张 恒
落地式镗床是我公司新开发的精密机床。镗轴是落地式镗床的关键零件,它的外圆加工精度直接影响着镗轴主轴组件的精度,对机床的整机性能有很大的影响。通常镗轴精磨外圆和磨锥孔后,外圆上留有磨削产生的螺旋线和磨锥孔时与中心架接触部分留下的架子口痕迹。为了消除加工时产生的螺旋线及架子口痕迹,保证镗轴达到设计要求,必须对镗轴外圆进行抛光。
下面以落地式数控镗铣中心床(H F B C1636)的镗轴为例,材料为38CrMoAlA,调质285HBW,D0.5—HV900。镗轴具体要求如图1所示。
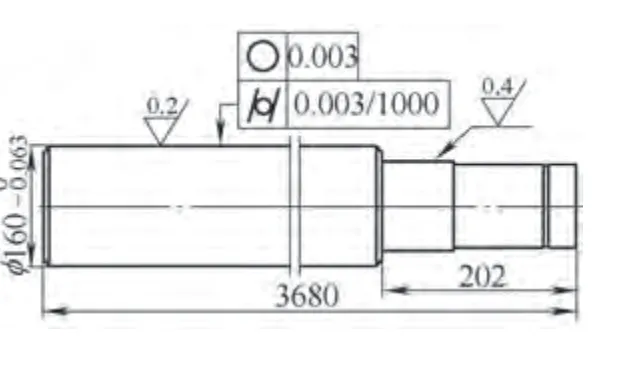
图1 镗轴示意图
根据我公司现有的抛光设备,最大抛光长度为2 500mm,无法对长度3 680mm的大型镗轴外圆进行抛光,且此新产品试制,生产批量小,不适合投入大规格抛光机。为此,设计了抛光用工装,在CK6263数控车床(5m)上抛光镗轴外圆,工装设计如图2所示。
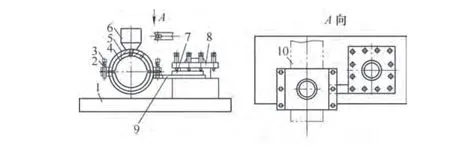
图2 抛光工装简图
抛光过程如下:
(1)在镗轴两端内孔装上锥堵,依靠锥堵中心孔定位,将镗轴装夹在车床上。
(2)按照图2所示依次将R80mm抛光瓦片、夹套和弹簧用螺钉组装在一起。但是,螺钉对弹簧的预紧力不能太大,否则当抛光工装将镗轴外圆抱死时,弹簧无法起到弹性调节的作用,会造成镗轴表面研伤。
(3)抛光镗轴时,镗轴正向旋转,抛光工装不旋转(拨杆按照图2所示方法安装,可防止抛光工装随着镗轴旋转)。在车床中拖板沿车床Z轴往复移动下,由拨杆带动抛光工装沿车床Z轴往复移动。与此同时,操作者向镗轴表面刷涂研磨膏,向油杯注入润滑油,防止研伤镗轴表面。
(4)上述过程结束后,镗轴外圆上留有磨削产生的螺旋线和磨锥孔时与中心架接触接触部分留下的痕迹就会消失,但此时镗轴表面发乌,颜色暗淡,没有金属光泽。此时,操作者只需要再用毛毡和抛光膏将镗轴表面抛光一次,即可消除上述缺陷,使镗轴外圆达到镜面,满足图样要求。
实践证明,利用工装在车床上按照上述方法抛光大型镗轴,在小批量生产时,既为公司新产品试制提供了保障,又为公司节约了资金,十分经济实用。
猜你喜欢
山东冶金(2022年2期)2022-08-08
内燃机与配件(2022年2期)2022-01-17
安徽科技(2021年2期)2021-03-05
装备制造技术(2020年12期)2020-05-22
电子技术与软件工程(2020年6期)2020-02-03
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年6期)2019-06-25
电子制作(2017年20期)2017-04-26
振动工程学报(2014年4期)2014-03-01
河南科技(2014年16期)2014-02-27
