
龙门刨床升级再制造典型案例
2015-11-23 07:15济南二机床集团有限公司250022
金属加工(冷加工) 2015年16期
■ 济南二机床集团有限公司 (250022)
王红娜 赵树涛 崔晓艳
龙门刨床是机械初加工的大型机床,在我国的机械加工领域有非常广泛的应用,由于早期电气技术的限制,20世纪80年代以前,龙门刨床工作台拖动采用了电动机扩大机→直流发电机→直流电动机方式,造成故障率高,体积大、电耗大、效率低和技术落后。而且其工作方式是工作台前进时进行切削,后退时不切削,工作台后退是为下一次切削做准备。
刨床加工只适合工件比较长而窄的情况,也只能用于平面的加工,加工范围受到诸多限制。刨削与铣削的加工精度与表面质量大致相当,当用中等切削速度刨削钢件时,易出现积屑瘤,影响表面质量;而硬质合金镶齿铣刀可采用高速切削,表面粗糙度值较小,刨削加工范围不如铣削加工广泛,铣削的许多加工内容是刨削无法代替的,但铣床完全可替代刨床,在国外的发达国家已经不再生产和使用龙门刨床。
随着现代电气技术的高速发展,数控机床应用已经非常普及,很多零件的曲面也只有数控机床才能加工,所以对老旧三联机组的龙门刨进行改造非常必要。
B2050x140为我公司20世纪70年代生产的超大规格龙门刨床,现服役已达40多年,因电器件严重老化,导致故障率高、维护困难,且耗能高。经分析论证,公司决定将其改造为数控龙门铣床。
1. 改造方案
现将改造的方法、内容归纳如下:
数控机床对机械传动精度要求很高,传动间隙要求0.05m m以下,原来的机械结构已经不能满足要求,需改造各轴的传动部分。数控系统采用西门子高端的840D sl数控系统,配置S120全数字伺服驱动和1FT7交流同步伺服电动机,最大控制轴数可达到31轴,支持多通道多方式组,可实现坐标系的偏移、旋转、放大和镜像等变换,实现直线、圆弧及螺旋线等多种插补功能。
(1)X轴的改造:①X轴传动部分的改造,原来的X轴采用齿轮齿条传动,机械间隙很大,现改造为静压蜗杆蜗母条,采用压塑成型技术,保证蜗杆和蜗母条之间的传动间隙,通过静压实现无磨损传动。②因工作台由4块拼装而成,质量达到了80t,惯量和负载都很大,为降低负载,将工作台改造为静压结构,应用多头泵使各静压点压力一致,达到很好的浮起效果,经检测整个台面的浮起量都在0.03~0.05mm。③原X轴的直流电动机的功率达到了160kW,现在的同步伺服电动机没有这么大规格的,安装静压后负载大大降低,但机械惯量依然很大,X轴采用4台西门子1FT7电动机,通过MASTERSLAVE主从控制功能,使4个电动机实现速度和力矩的同步,达到理想的驱动效果。④为增加控制精度,安装高精密海德汉LB382C距离编码光栅尺,可实现80mm以内回参考点,极大地提高了效率和精度。⑤对床身导轨精加工,达到满足数控机床要求的直线度和平面度。
(2)Y轴的改造:①去掉原来Y轴的刀架、梯形丝杠和传动箱,将Y轴改为精密数控用滚珠丝杠,采用西门子1F T7交流伺服电动机经减速后驱动溜板,实现滑枕铣头的水平移动。②因滑枕和溜板的质量超过原来的垂直刀架,需要将横梁的刚性加强,焊接加强筋,实现溜板水平移动时横梁不下垂。③为增加控制精度,安装高精密海德汉LB382C距离编码光栅尺,可实现80mm以内回参考点,极大提高了效率和精度。
(3)Z轴的改造:①去掉原来的垂直刀架,增加方形滑枕铣头,采用西门子1FT7交流伺服电动机经减速后驱动滑枕,实现滑枕铣头沿着溜板上下移动。②为增加控制精度,安装高精密海德汉LB382C距离编码光栅尺,可实现80mm以内回参考点,极大地提高了效率和精度。
(4)主轴的改造:①滑枕式铣头采用我公司数控机床上成熟的高档机械铣头,可实现两挡变速,液压自动换挡,液压松刀;电动机采用西门子1PH8 40kW大功率交流异步伺服电动机,实现无级调速,调速范围广,最高速可达到2 000r/min。②额定转速以下恒转矩切削,额定转速以上恒功率切削。③安装主轴编码器,可实现刚性攻螺纹。④可实现定位功能,震荡换挡功能。⑤配备直角、加长和万能附件,一机多用,可完成各种复杂零件的加工。
(5)横梁的改造:①将横梁的梯形丝杠改为滚珠丝杠,去掉左右侧刀架,将原来的侧刀架的平衡装置改为横梁的平衡,并重新配重。②去掉原来的横梁双输出电动机,改造为左右两边各一个精密减速箱,采用西门子1FT7交流伺服电动机带动横梁实现升降运动。③在左右立柱各安装高精密海德汉LB382C距离编码光栅尺,可实现80mm以内回参考点,极大地提高了效率和精度。④采用西门子先进的龙门轴(GANRY)功能,保证横梁的姿态,实现位置同步。
(6)其他机床各轴安装机床防护罩,使机床更加美观,安全可靠。改造前后机床外观如图1、图2所示。
图1 改造前:XB2050龙门刨铣床

图2 改造后:XK2150数控龙门铣床
2. 改造前后数据对比表
改造前后数据对比如表1所列。
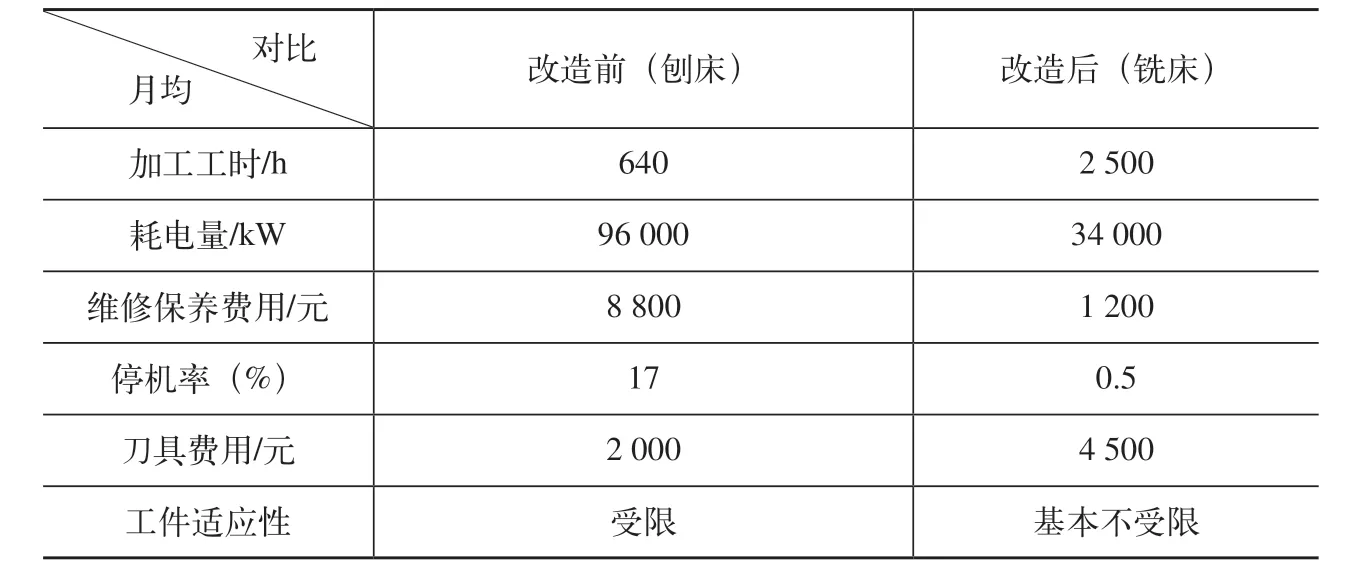
表1 改造前后数据对比
经过数据比对分析,月均耗电量和维修保养费用大大降低,产出提高近4倍,工件加工类型大大提高,可满足各类大型零件的加工要求,停机率大大降低。
3. 改造费用
改造完成后,核算各类费用如表2所列。

表2 B2050X140改造项目主要成本
采购类似规格新龙门铣需要1 700万元左右,另外还需要地基制作费用50万元,采用刨床改造不需要重新制作地基,安装周期大大降低。
4. 结语
经改造后机床各轴运行良好,各项精度达到数控龙门铣机床的国家验收标准。机床的操作、编程非常方便,效率大大提高,可用于各种复杂零件的加工,加工零件种类大大提高。利用数控系统的诊断功能,维护非常方便。去掉了三联机组,节约了大量能源和占地面积,噪声也大大降低。在我国还有大量的龙门刨床用于各行各业的机械加工,改造升级前景广阔。
[1] 济南二机床. 龙门刨床使用说明书[E]. 山东:济南二机床,1977.
[2] 济南二机床. 数控龙门铣床使用说明书[E]. 山东:济南二机床,2013.
猜你喜欢
建材发展导向(2021年15期)2021-11-05
岩土工程技术(2019年6期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2018年7期)2018-08-13
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
