铝合金锻件端面线状缺陷分析与控制
2015-11-28 07:18李东东谷胜民王唐超林德健
失效分析与预防 2015年2期
李东东,王 影,谷胜民,王唐超,刘 涛,林德健
(1.中国运载火箭技术研究院,北京 100076;2.航天材料及工艺研究所,北京 100076)
0 引言
变形铝合金因其具有比强度高、导热性好、导电性能高及耐腐蚀等优点,已被广泛用于航天、航空等领域[1-3]。对于受力大、力学性能要求高的重要铝合金零部件,多数采用锻造加工方法来制造,锻造加工不但能获得所需的零件形状,而且可以改善材料内部的组织,使金属流线均匀连续地沿锻件外形分布,从而充分发挥材料的性能潜力[4-5]。
折叠是锻件的主要缺陷之一,它不仅破坏了锻件表面的完整性,使得锻件的承载能力降低,而且可能成为疲劳源,导致部件在此产生疲劳断裂。国内外学者借助三维建模、有限元分析技术对锻件折叠缺陷的形成机理等方面进行了大量的研究,取得了大量的研究成果。然而,实践证明:对锻件折叠缺陷进行鉴别、分析最为有效的方法是剖切。尤其是大型锻件,通过剖切对缺陷进行分析,准确地掌握缺陷的类型和特征,从而采用针对有效地预防措施,避免后续的资源浪费,是一项十分有意义的工作。
5A06 铝合金自由锻件呈锥筒状,车加工过程中在锻件的大端端面发现“线状缺陷”。该锻件为航天器用关键结构件,工作于高量级振动和高压级的恶劣力学环境下,如果将带有缺陷的零件装配到航天器上,很有可能引发严重失效事故。本研究通过对此锻件进行形貌观察,以及断口、成分、硬度、金相组织分析,结合此锻件的制造工艺,对此线状缺陷的形成原因进行了分析研究,并针对此类缺陷,提出了有效的剔除措施,对实际工程应用具有一定的指导作用。
1 锻件结构与缺陷位置
该5A06 铝合金自由锻件结构如图1 所示。锻件大端外径为536 mm,内径为382 mm;小端外径为472 mm,内径为318 mm;锻件高度为457 mm。锻件为退火状态供应,制造工艺为:铸锭加热→自由锻造→冲孔→环锻→加工→退火→验收。
锻件在车加工为零件的过程中(锻件大端面在高度方向车加工去除约10 mm,外径单边车加工去除约15 mm),在锻件大端端面目视发现线状缺陷,缺陷在锻件上的位置如图1 所示。

图1 锻件结构Fig.1 Structure of the forging
2 试验过程与结果
2.1 形貌观察
缺陷的宏观形貌如图2 所示。缺陷总长度约为180 mm,目视观察缺陷在大端端面呈断续的直线状。
利用扫描电镜对缺陷微观形貌进行观察,结果如图3 所示。从图中可以看出,缺陷形貌为类似张口较小的“裂纹”,缺陷部分区域存在明显的“掉块”现象。
2.2 断口分析
将缺陷区域从锻件上切取下来,采用机械方法将缺陷打开,对缺陷断面进行分析,缺陷断面形貌如图4 所示。整个断面分为“缺陷断面”和“人工断面”2 个区域,区域间有明显的分界线。“缺陷断面”无金属光泽,呈黄色;“人工断面”有金属光泽,呈亮灰色。
利用扫描电镜对“缺陷断口”和“人工断口”进行分析,断口微观形貌见图5,可见,“缺陷断口”呈颗粒状,无断裂形貌(图5a);“人工断口”呈韧窝形貌(图5b)。
2.3 金相分析
沿缺陷深度方向在缺陷的尾部附近截取试样,制备纵剖面金相试样进行金相分析。可见缺陷区域有较多的灰色颗粒物(图6a、图6b),对颗粒物进行EDS 分析,结果显示,颗粒物主要含有O、Al、Mg 元素(图6c),为基体的氧化产物。
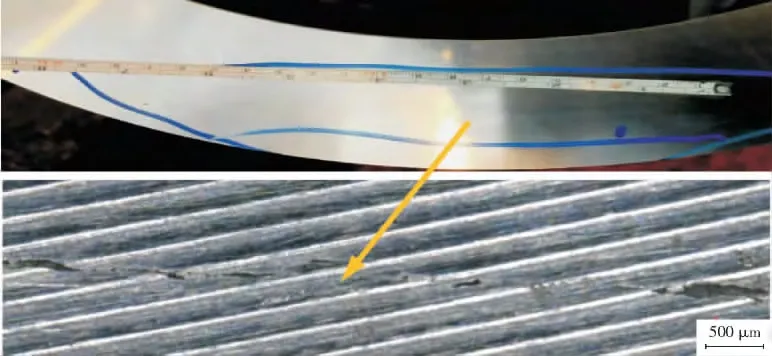
图2 缺陷宏观形貌Fig.2 Macro appearance of the defect

图3 缺陷部分区域微观形貌Fig.3 Micro morphology of the defect

图4 断口宏观形貌Fig.4 Morphology of the fracture

图5 断口微观形貌Fig.5 Micro morphologies of the fracture surface
将金相试样进行浸蚀,对缺陷附近基体的显微组织进行观察,缺陷纵剖面组织如图7 所示。可见,缺陷深度约为5 mm,缺陷与锻件大端端面约呈45°,斜向锻件内表面扩展(图7a);缺陷两侧的变形流线不连续(图7b);基体显微组织正常,无过烧等组织缺陷(图7c)。

图6 金相分析Fig.6 Metallographic analysis
金相分析结果显示,缺陷纵剖面形态具有折叠缺陷的典型形貌特征。
2.4 硬度检测
对铝锻件基体进行维氏硬度测试,结果如表1 所示。硬度测试结果表明,铝锻件的状态为退火态,符合设计要求。

图7 缺陷纵剖面组织形貌Fig.7 Microstructure of the defect

表1 铝锻件基体维氏硬度测试结果Table 1 Hardness testing results of the forging HV0.2
2.5 化学成分分析
对铝锻件基体化学成分进行分析,结果如表2 所示。结果显示,铝锻件基体化学成分符合技术标准要求。
3 分析与讨论
铝锻件正常基体的显微组织、成分含量及硬度均符合标准及工艺要求,未见异常。线状缺陷的微观形貌为类似张口较小的“裂纹”;缺陷断面呈层片状、黄色,无金属光泽,并且无断裂特征;缺陷深度延伸方向与铝锻件大端面呈45°,并且缺陷两侧金属变形流线方向明显不一致。
锻造缺陷往往是由于金属变形时各部分流动速度不一致引起[6-7]。折叠与裂纹是锻造产品两大质量缺陷,据统计,折叠缺陷废品占锻件废品总数的70%~80%,裂纹缺陷废品占锻件废品总数的5%~10%[8]。折叠缺陷与裂纹缺陷在外观上相似,折叠缺陷一般具有如下特征:1)折叠由锻件表面向其深处扩展,造成锻件金属局部的不连续;2)折叠与周围金属流线方向不一致;3)折叠两侧可能伴有氧化或脱碳现象[9-11]。锻件的折叠缺陷破坏了金属的连续性,降低了锻件的承载能力,折叠缺陷本身又是锻件上的一个缺口,使用过程中会造成应力集中,成为疲劳源,会导致锻件在此产生疲劳断裂[12-13]。
根据上述分析及各项试验结果可知,铝锻件端面的“线状缺陷”为锻造折叠缺陷。
结合此锻件的生产过程及制造工艺,锻件自由锻造工序完成后,冲孔过程中,金属整体具有向冲孔部位流动变形趋势,当冲头与锻件中心不同心、冲压速度过快时,锻坯端面表面金属向冲孔部位的金属流动就会不均匀,产生凹凸不平的流动变形,表面局部区域就会产生高度差,从而形成凹坑。在后续的环锻过程中,随着环锻变形量的不断加大,凹坑宽度不断减小,凹坑深度不断加深,在环锻变形量足够大的情况下,端面凹坑逐步转变成端面折叠缺陷,形成过程如图8 所示[14]。折叠缺陷在后序的加工过程中,未能加工去除干净,致使残留在锻件表面。

表2 铝锻件基体化学成分(质量分数/%)Table 2 Composition of the forging (mass fraction/%)

图8 折叠缺陷产生过程Fig.8 Forming process of the fold defects
4 结论
1)铝锻件端面的线状缺陷为锻造折叠缺陷。
2)铝锻件的正常基体的断口、化学成分、硬度、金相组织均符合标准要求。
3)折叠缺陷破坏了铝锻件的金属连续性,降低了铝锻件的承载能力,使用过程中会造成应力集中,成为疲劳源,将导致铝锻件在此位置发生疲劳断裂。
4)折叠缺陷形成于冲孔、环锻工序,由端面的凹坑逐步转变为端面折叠缺陷。在铝锻件的出厂检验及到货验收环节,增加超声波检测及上下端面的荧光检查,可有效地剔除存在此类缺陷的锻件产品,避免后续的加工浪费。
[1]蔡健平,刘明,罗振华,等.航空铝合金大气腐蚀加速试验研究[J].材料工程,2004(12):8-12.
[2]李东东,张增阳,林德键,等.航天型号用原材料数据包络分析[J].导弹与航天运载技术,2014(2):71-75.
[3]曹景竹,王祝堂.铝合金在航空航天器中的应用(1)[J].轻合金加工技术,2013,41(2):1-5.
[4]刘德林,张兵,陶春虎,等.LD10 铝合金锻件拉伸性能分析[J].金属热处理,2011,36(8):127-130.
[5]李英龙,李体彬.有色金属锻造与冲压技术[M].北京:化学工业出版社,2008:146-155.
[6]姜春艳,梁丽娟,姜春雷,等.铝合金某种模锻件折叠缺陷产生原因及改进措施[J].铝加工,2011(4):30-32.
[7]许章泽.车轮折叠缺陷的分析与改进[J].安徽冶金,2011(1):46-48.
[8]李志广,杜成平.铝合金锻件折迭与裂纹的控制[J].模具工业,2000(3):45-46.
[9]王晓明,王大勇.突缘叉模锻件折叠缺陷分析[J].大连交通大学学报,2009,30(6):27-29.
[10]张万金,屈丽杰,刘维洲.铝合金模锻件折叠缺陷产生的原因与预防措施[J].轻金属,2002(11):58-60.
[11]齐立春,黄利军,刘德林,等.Ti-1023 钛合金连接件锻件折叠缺陷分析[J].锻压技术,2012,37(6):4-7.
[12]肖亚庆,谢水生,刘静安,等.铝加工技术实用手册[M].北京:冶金工业出版社,2005:836-873.
[13]姜锡山,赵晗.钢铁显微断口速查手册[M].北京:机械工业出版社,2010:83-105.
[14]刘小刚,吴永安,宋捷,等.轴承钢环件轧制端面凹坑与折叠缺陷原因分析[J].大型铸锻件,2011(1):16-19.
猜你喜欢
山东冶金(2022年2期)2022-08-08
一重技术(2021年5期)2022-01-18
吉林化工学院学报(2020年5期)2020-07-04
化工装备技术(2020年2期)2020-05-12
山东冶金(2019年1期)2019-03-30
核技术(2016年4期)2016-08-22
山东青年(2016年2期)2016-02-28
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年5期)2015-12-16