催化裂化汽油加氢脱硫工艺条件优化研究
2015-12-01 01:57张斌李吉春刘宝勇
上海化工 2015年9期
张斌 李吉春 刘宝勇
1兰州交通大学化学与生物工程学院(甘肃兰州 730070)2中国石油兰州化工研究中心(甘肃兰州 730060)
催化裂化汽油加氢脱硫工艺条件优化研究
张斌1,2李吉春1,2刘宝勇1
1兰州交通大学化学与生物工程学院(甘肃兰州730070)2中国石油兰州化工研究中心(甘肃兰州730060)
针对催化裂化(FCC)汽油含硫量较高的缺点,对FCC重汽油进行加氢脱硫工艺条件的优化研究。以脱硫率(XS)、烯烃加氢转化率(XH)、选择性因子(α)为考察目标,分别从反应温度、反应压力、氢油比和空速四个方面对工艺条件进行了考察。实验结果表明:FCC汽油重组分进行加氢脱硫具有良好的脱硫率;较优的工艺条件为反应温度为240~250℃,反应压力为1.0~1.5 MPa,氢油体积比为300~350,空速控制为3.0 h-1。
加氢脱硫催化裂化汽油工艺条件催化剂
0 前言
随着世界环保法规的日益严格,各国都提高了汽油产品的质量标准。从2012年5月31日起,北京实施了国家第五阶段机动车污染物排放标准,车用汽油的标准从93号、97号调整为92号、95号,汽油中硫含量(质量分数,下同)从50 mg/kg降为10 mg/kg,基本符合“欧V”标准[1-3]。
汽油中的含硫化合物不仅会腐蚀设备,而且燃烧后的产物还会严重污染环境。近年来,随着汽车保有量的不断增加,汽车尾气造成的大气污染问题越来越受到人们的关注。我国车用汽油中80%~95%为催化裂化(FCC)汽油,其余为由甲基叔丁基醚(MTBE)调合而成且硫含量极低的烷基化汽油、芳构化汽油、异构化汽油等。迄今为止,我国已研制出多套能够经济有效地降低汽油烯烃含量的FCC工艺。目前,汽油脱硫技术主要有加氢脱硫[4]、氧化脱硫[5]、烷基化脱硫[6-9]、萃取脱硫[10]、吸附脱硫[11]和膜分离脱硫[12]等,工业上主要应用加氢精制脱硫。
1 实验
1.1FCC汽油脱硫率的计算方法
脱硫率(XS)、烯烃加氢转化率(XH)、选择性因子(α)分别定义如式(1)~(3):


式中,SM和SP分别代表了原料和产品中的总硫含量;OM和OP分别代表了原料和产品中的烯烃含量。
1.2FCC汽油实验装置与方法
1.2.1实验装置与工艺方法
加氢脱硫装置工艺流程如图1所示。
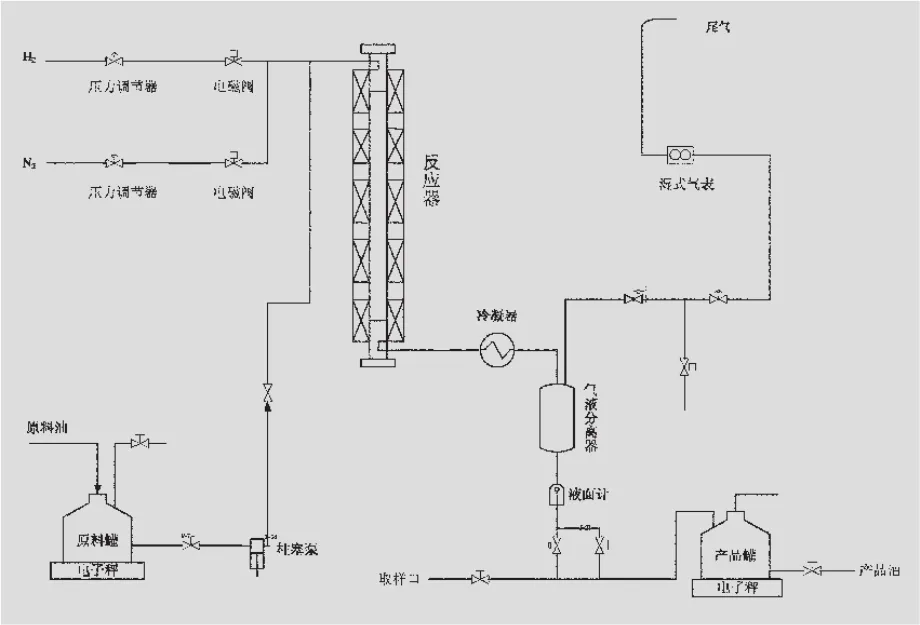
图1 加氢脱硫装置工艺流程
1.2.2实验原料及催化剂
(1)实验原料
将FCC全馏分汽油切割分离为轻、重两组分,将轻汽油中的叔碳烯烃与甲醇进行醚化反应生成高辛烷值的含氧化合物。FCC汽油性质列于表1,FCC全馏分汽油切割塔顶轻汽油的采出收率为42%,重汽油收率为58%,轻汽油族组成列于表2,重汽油族组成列于表3。对切割后的FCC轻、重汽油的硫含量进行测定,结果见表4。FCC汽油中硫含量为376.5 μg/g,轻汽油中硫含量仅为43.8 μg/g,重汽油中的硫含量为620.2 μg/g,占全馏分汽油硫含量的95.5%。加氢脱硫的主要任务在于降低重汽油中的硫含量,以达到降低FCC汽油硫含量的目的。

表1 FCC汽油性质

表2 轻汽油族组成%
(2)加氢脱硫催化剂
加氢脱硫催化剂采用中国石油兰州化工研究中心与中国石油大学(北京)合作研制的LY-2008型催化剂。
1.2.3催化剂预硫化
LY-2008型加氢脱硫催化剂的预硫化工艺条件为:压力为2.8 MPa、硫化油空速为3.0 h-1、氢油体积比为300,所用硫化油为一定硫含量的石脑油。
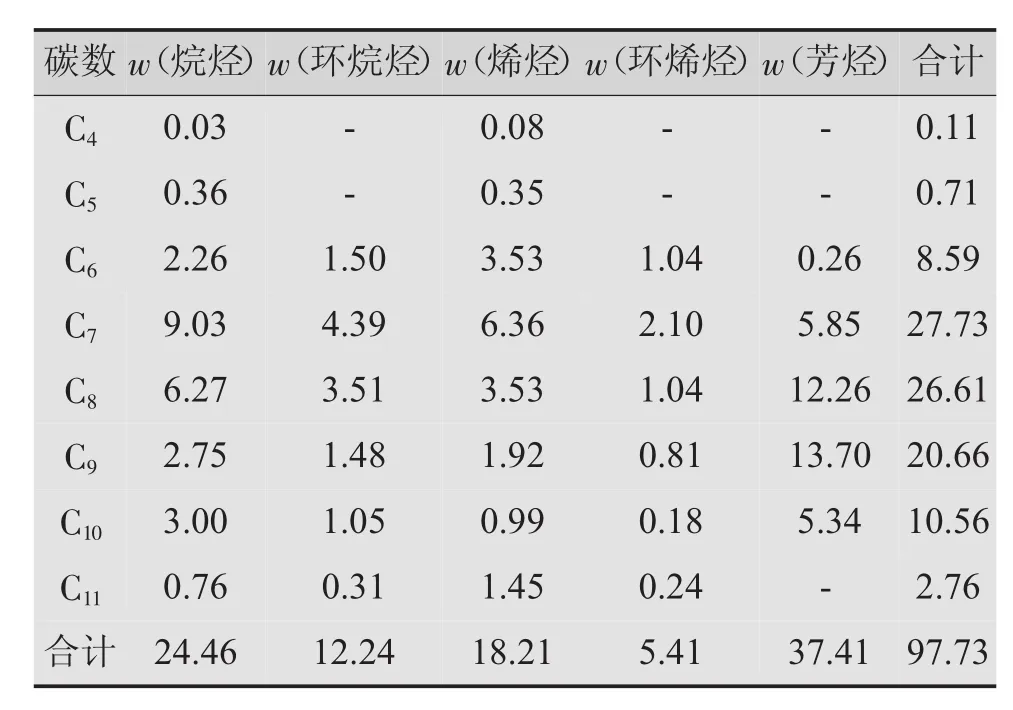
表3 重汽油族组成%

表4 原料油及轻重组分的硫含量
1.2.4催化剂装填
量取LY-2008加氢脱硫催化剂15 mL,用惰性稀释剂(Ø2 mm瓷球)稀释到总体积为30 mL,然后装填在固定床反应器的中部,催化剂上、下床层以一定量的惰性磁环填充。
2 FCC汽油加氢脱硫结果与讨论
2.1反应温度的影响
以w(S)=620.2 μg/g的FCC重汽油为原料,在反应压力1.5 MPa、质量空速3.0 h-1、氢油体积比300的条件下,进行了温度对加氢脱硫率影响的单因素实验,实验结果如图2、图3所示。当温度低于250℃时,脱硫率对温度的变化较敏感,随温度升高而增大;温度超过250℃时,随温度升高脱硫率增幅变缓。同时随着温度的上升,加氢饱和率则呈现加速上升趋势。从图3可以看出,低于250℃时,随着温度的上升选择性因子快速上升,250℃时达到最大,之后开始逐步下降,说明此时脱硫率有所下降,而烯烃转化率有所上升。要达到较好的脱硫率,应控制反应温度低于250℃,考虑到能耗和生产效率,温度宜控制在240~250℃之间。
3.2反应压力的影响
在氢油体积比300、温度240℃、空速3.0 h-1的条件下考察了反应压力对脱硫率和烯烃转化率的影响,其反应规律见图4和图5。

图2 反应温度对脱硫率及烯烃转化率的影响

图3 反应温度对脱硫选择性因子的影响

图4 反应压力对脱硫率及烯烃转化率的影响

图5 反应压力对脱硫选择性的影响
从图4可以看到,反应压力的升高对于脱硫率的影响很小,压力从1.0 MPa上升到3.0 MPa,脱硫率仅从69%上升到75%左右;而烯烃转化率则随着压力的上升迅速增大,从15%提高至64%左右。因此,加氢脱硫应在低操作压力下进行,以保证脱硫率和汽油的辛烷值水平。但是根据以往经验,操作压力过低会导致催化剂积碳过快,从而影响其使用寿命。
从图5可以看出,选择性因子随着反应压力的增大迅速下降,压力从1.0 MPa上升到3.0 MPa,选择性因子则从24.7下降到9.6。综合图4和图5中的实验结果,确定合适的操作压力区间为1.0~1.5 MPa。
3.3氢油体积比的影响
在反应温度240℃、反应压力1.5 MPa、空速3.0 h-1的条件下考察氢油体积比对脱硫率、烯烃饱和率和选择性因子的影响,结果见图6、图7。
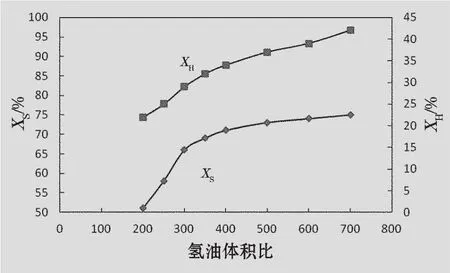
图6 氢油体积比对脱硫率和烯烃转化率的影响

图7 氢油体积比对选择性因子的影响
由图6可以看出,随着氢油体积比的增大,加氢脱硫率迅速增大,当氢油体积比超过300之后,加氢脱硫率增速减缓,氢油体积比在400~700之间时,氢油体积比增大对加氢脱硫率的影响很小;而烯烃转化率随着氢油体积比的增大呈现逐步上升的趋势。从图7可知:选择性因子随着氢油体积比的增大而增加,到达300之后开始下降,说明该区间的烯烃转化率优于脱硫率。综合脱硫率和烯烃转化率的结果以及操作成本,确定较优的氢油体积比为300~350。
3.4进料空速的影响
一般来说,较低的空速可以增加物料在反应器中的停留时间,有利于提高反应转化率和产品质量,但是也会促进副反应的进行;空速也不能过低,否则易造成产量的降低,不利于生产效率的提高,因而需要找到一个较佳的空速范围以满足两方面的要求。从图8可以看出,随着空速的增大,脱硫率和烯烃转化率均有所下降,考虑到脱硫率和烯烃转化率的平衡以及生产效率,确定最佳空速为3.0 h-1。

图8 进料空速对脱硫率和烯烃转化率的影响
4 结论
考察了温度、压力、氢油体积比、空速对FCC汽油重组分加氢脱硫效果的影响,通过实验得到了较优的工艺条件:反应温度240~250℃,反应压力1.0~1.5 MPa,氢油体积比300~350,空速3.0 h-1。
[1]Kaufmann T G,Kaldor A,Stuntz GF,et al.Catalysis science and technology for cleaner transportation fuels[J].Catalysis Today,2000,62(1):77-90.
[2]Song C,Ma X.Newdesign approaches to ultra-clean diesel fuels bydeep desulfurization and deep dearomatization.Applied Catalysis B:Environmental,2003,41(1-2):207-238.
[3]BabichⅠV,Moulijn J A.Science and technology of novel processes for deep desulfurization of oi1 refinery streams:a review[J].Fuel,2003,82(6):607-631.
[4]周洪利.FCC汽油选择性加氢脱硫工艺优化设计[J].炼油技术与工程,2009,39(7):23-26.
[5]任杰,袁海宽,吴利军,等.催化汽油氧气氧化脱硫的反应动力学[J].化工学报,2010,61(1):66-72.
[6]柯明,周爱国,赵振盛,等.FCC汽油烷基化脱硫技术进展[J].化工进展,2006,25(4):357-361.
[7]郭巧霞,唐晓东,赵红义,等.FCC汽油烷基化脱硫催化剂研究进展[J].精细石油化工,2009,26(4):68-72.
[8]张繁军,韩冬云,曹祖宾,等.模拟轻质油品烷基化沉淀法脱硫[J].石油学报(石油加工),2009,25(4):596-599.
[9]郭晓野,戴洪义,闫海瑞,等.FCC汽油在钾改性的MCM-22/Al2O3分子筛上的烷基化脱硫反应[J].大连工业大学学报,2010,29(1):46-50.
[10]陈娜,张文林,米冠杰,等.FCC汽油萃取脱硫过程萃取剂筛选[J].化工进展,2006,25(11):1345-1348.
[11]靳彦军,宋焕玲,丑凌军.改性Y型分子筛的吸附脱硫性能以及苯,萘对吸附的影响[J].分子催化,2009,23(5):399-403.
[12]刘荣坤,孔瑛,卢福伟,等.FCC汽油的膜分离法脱硫[J].石油学报(石油加工),2009,25(4):472-476.
The Optimization of Hydrodesulfurization Process Conditions of Fluid Catalytic Cracking Gasoline
Zhang Bin Li Jichun Liu Baoyong
Against the shortcoming of high sulfur content in fluid catalytic cracking(FCC)gasoline,the process conditions optimization of hydrodesulfurization of FCC heavy gasoline is researched.The desulfurization rate(XS),olefin hydrogenation conversion rate(XH),selectivity factor(α)are targeted to evaluate the process conditions from the four aspects of reaction temperature,reaction pressure,hydrogen/oil volume ratio,and space velocity.The experimental results show that hydrogenation of heavy components in FCC gasoline can obtain high desulphurization rate,and the optimal process conditions are listed as follows:the reaction temperature is 240 to 250℃,the reaction pressure is 1.0 to 1.5 MPa, the volume ratio of hydrogen/oil is 300 to 350,and the space velocity is 3.0 h-1.
Hydrodesulfurization;Fluid catalytic cracking gasoline;Process condition;Catalyst
TE624
中国石油天然气股份有限公司基金项目(06-03A-01-02);甘肃省自然科学基金项目(1310RJZA066)
张斌男1980年生硕士讲师研究方向:油品改质与清洁能源
2015年5月
猜你喜欢
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
石油炼制与化工(2022年6期)2022-06-21
航空维修与工程(2022年11期)2022-02-06
工业催化(2020年9期)2020-11-13
缔客世界(2020年10期)2020-04-10
山东冶金(2019年3期)2019-07-10
储能科学与技术(2019年2期)2019-03-08
化工管理(2017年30期)2017-11-03
中国新技术新产品(2017年3期)2017-03-07