
100%低地板车辆转向架构架制造工艺
2015-12-02 01:36南车株洲电力机车有限公司湖南412001辛勇生胡荣伟黄思源
金属加工(冷加工) 2015年22期
■南车株洲电力机车有限公司(湖南 412001)辛勇生 胡荣伟 黄思源
近几年来,中国现代有轨电车市场不断升温,作为现代有轨电车系统核心部分的低地板车辆得到了市场的极大关注。通过引进西门子Combino车辆全套技术,实现了100%低地板转向架构架的国产化制造,通过引进、消化和吸收西门子100%低地板转向架构架制造技术,全面掌握了Combino型100%低地板构架制造工艺。严格按照西门子工艺技术要求进行操作,成功实现了100%低地板构架的国产化制造,为公司全面开拓低地板市场提供了有力保障。
1.100%低地板构架结构特点
(1)所用材料。100%低地板转向架构架制造主要采用的材料为16MnDR、Q345E及G20Mn5。
(2)结构组成。100%低地板转向架构架基本结构如图1所示,主要由4根侧梁、1根中间横梁、2根端梁和2根电机悬伸梁组成。
2.100%低地板构架制造工艺难点分析
(1)横梁部分:所有梁体在其上组装,横梁平面度对组装尺寸影响较大。
(2)侧梁部分:侧梁分为4部分,各部分侧梁的平行度、对称度等对于电机悬伸梁、端梁的组装尺寸影响较大。
(3)端梁部分:两端梁平行度、间距与对称度对构架尺寸影响较大。
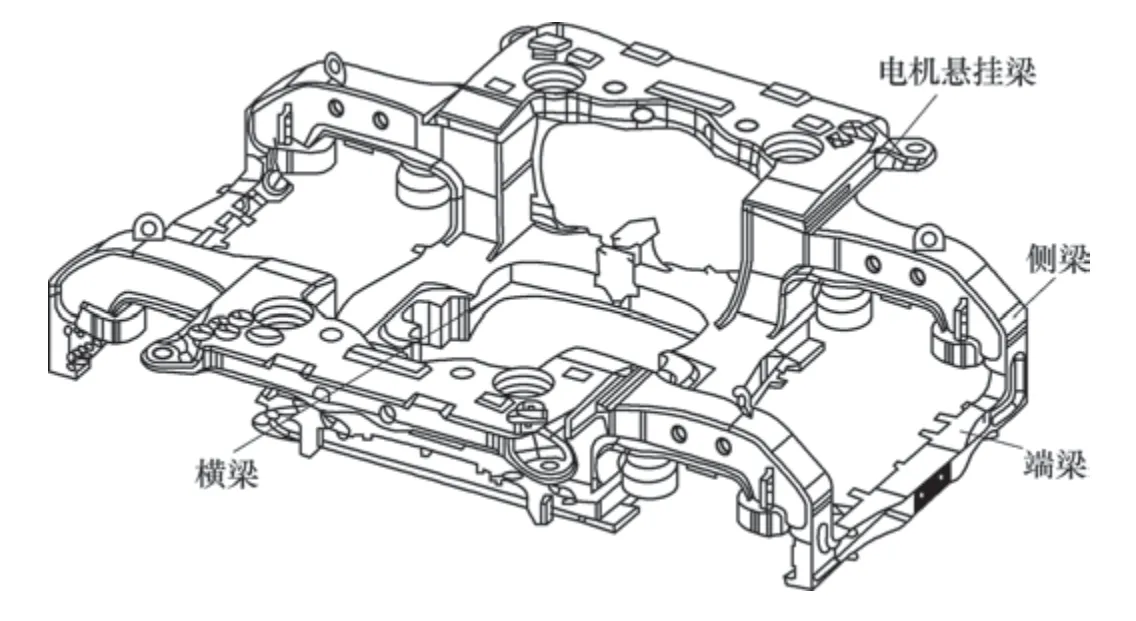
图1 100%低地板转向架构架结构
(4)电机悬伸梁部分:作为构架加工基准,尺寸控制要求高,焊缝主要集中在一侧,易产生变形。
3.100%低地板构架制造工艺
(1)侧梁组装及焊接。侧梁下盖板组成如图2所示。
在组装侧梁下盖板时,应保证组装尺寸(144±1)mm。为保证下盖板组成焊接完成后的尺寸为(553±1)mm,在下盖板组成组装时将该尺寸放量到556mm。
侧梁下盖板组成中部件(序号2)为80mm厚的16MnDR板,焊前应进行预热,预热温度为130~150℃。
侧梁机器手焊接如图3所示。

图2 侧梁下盖板组成

图3
为防止机器手焊接侧梁主焊缝时侧梁弧形处收缩,在侧梁机器手焊接时加装撑杆,以防止收缩变形。
(2)横梁组装及焊接。横梁下盖板组成如图4所示。

图4
横梁下盖板组成组装时应保证下盖板与补板对接焊缝的间隙为3mm,如图4所示。为保证横梁下盖板组成焊接完的尺寸1210+3-1mm和1224+1-2mm,在组装横梁下盖板时,应采用工艺放量:1210mm放量至1218mm,1224mm放量至1230mm。焊接时不需使用陶瓷垫板,具体焊接工艺参数如附表所示。

焊接工艺参数表
横梁梁体组焊如图5所示。为保证横梁焊接完后两侧牵引座间距的尺寸,考虑到横梁焊接后的收缩变形,在横梁焊接时在两牵引座间应采用工艺撑杆,焊接前工艺撑杆应将间距调整到734mm。

图5
横梁平面度的控制。为保证横梁平面度,横梁体组焊前应对横梁上盖板进行适当反变形,要求来料的上盖板进行预折弯,如图6所示。

图6
此外,横梁组装时应检测左右两侧立板高低差,确保两侧立板高低差在0.5mm以下。横梁焊接完成后,用平尺检测横梁上下盖板平面度,平面度超出1.5mm则进行矫正。
(3)构架组装(见图7)及焊接。构架组装时,以横梁两侧牵引座分中,按图样要求组装侧梁和端梁。为保证构架焊接完后,焊接收缩完尺寸符合图样要求,组装前应将图中的尺寸进行放量,1000mm放量至1002mm,1650mm放量至1654mm。构架组装后检测左右两侧侧梁的间距,并检查侧梁与端梁对接焊缝的间隙及对齐情况,若有错边,需进行适当调节。

图7
电机悬挂梁为铸件,材质为G20Mn5,所有与其联接的相关焊缝焊接前均需预热,预热温度为150~200℃。
4.结语
通过全面引进、消化吸收西门子100%低地板转向架构架制造工艺,合理对板料进行工艺放量,制定合适的焊接工艺参数,采用适当的焊接变形控制方法等工艺技术,顺利实现了100%低地板转向架构架的国产化,检测结果达到了西门子原产构架的水平。
猜你喜欢
中小企业管理与科技(2022年6期)2022-06-14
建材发展导向(2022年1期)2022-03-08
纺织器材(2021年5期)2021-11-11
建材发展导向(2021年7期)2021-07-16
中华养生保健(2020年3期)2020-11-16
哈尔滨铁道科技(2020年4期)2020-07-22
制造技术与机床(2019年12期)2020-01-06
西南交通大学学报(2018年5期)2018-11-08
电子制作(2018年17期)2018-09-28
中华诗词(2018年1期)2018-06-26
