细晶Q345低合金高强钢焊接接头组织性能研究
2015-12-22 06:20陈尹泽李娜温斌夏志升
河南冶金 2015年2期
陈尹泽 李娜 温斌 夏志升
(安阳钢铁股份有限公司)
0 前言
焊接是钢结构制造中最为重要的加工方式之一,而焊接接头的性能直接影响整体构件的使用性能。埋弧焊是电弧在焊剂层下燃烧,用机械自动引燃电弧并进行控制,自动完成焊丝的送进和电弧移动的一种电弧焊方法。具有生产率高、机械化程度高、焊接质量好且稳定的优点。安钢炉卷机组通过优化轧制工艺和控制轧后冷却速率,研制开发了表层细晶Q345 低合金高强钢,由于钢板厚度的不同和层流冷却强度的不同,表面细晶组织的种类和厚度也不同[1]。细晶粒钢晶粒尺寸较为细小,强度和韧性较高,但是焊接时HAZ(热影响区,Heat Affect-ed Zone)晶粒在焊接热作用下易长大,严重时会使母材优良的性能丧失[2]。因此对埋弧焊条件下获得的焊接接头组织与性能进行研究具有重要的工程价值。对细晶Q345 低合金高强钢进行了埋弧焊焊接,分析表征了焊接接头的显微组织,并对接头硬度、拉伸、弯曲、冲击性能进行了研究,以期对细晶高强钢的焊接应用提供参考。
1 试验材料与方法
1.1 试验用母材
试验用母材为安钢炉卷机组生产的30 mm 厚细晶Q345C 钢板,钢板采用控制轧制+控制冷却工艺生产,其化学成分见表1。

表1 试验钢化学成分(质量分数) %
从表1 可知,碳当量CE =0.36%,裂纹敏感指数Pcm=0.23%。
试验钢的力学性能见表2。试验钢的母材金相组织如图1 所示。

表2 试验钢力学性能
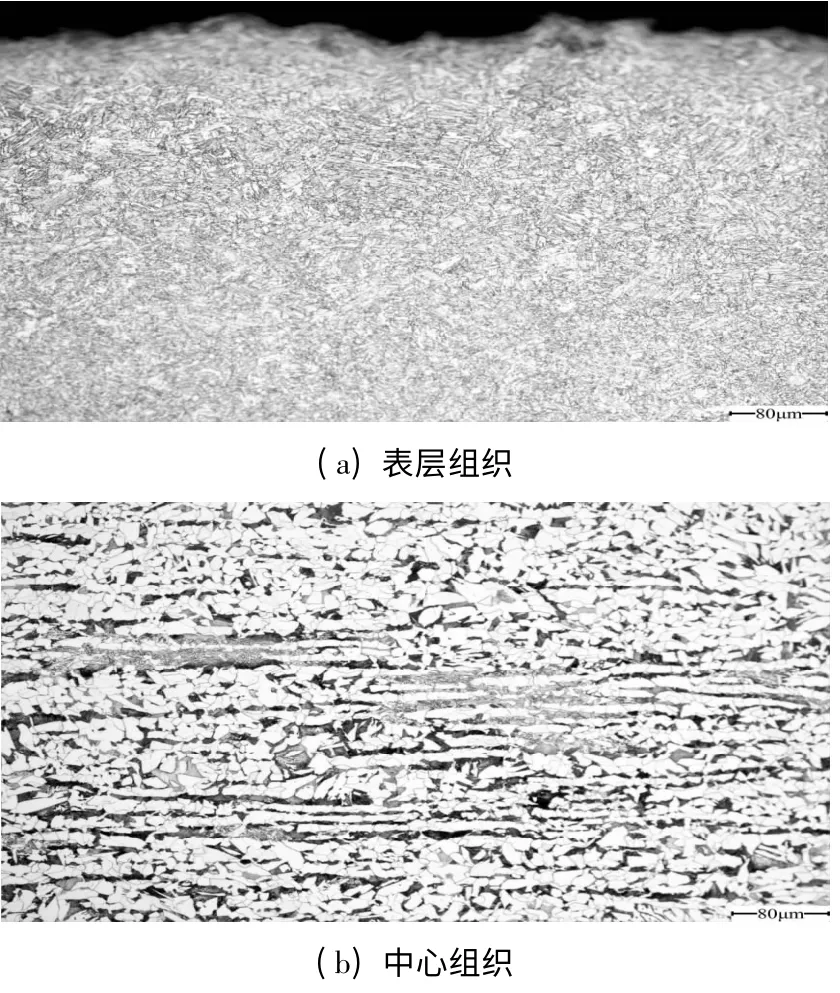
图1 母材金相组织
从图1 可以看出,钢板表面组织为针状铁素体(AF)+准多边形铁素体(QF)+退化珠光体(P')+少量粒状贝氏体(GB),心部为F +P,晶粒细小均匀。
1.2 试验方法
焊接试验在安钢建安公司焊接实验室焊接,焊接采用埋弧自动焊,依据“等强匹配”原则,选择采用H08MnSiA 焊丝,直径Φ =4.0 mm,接头形式参照GB/T985. 1 - 2008 设计,试板尺寸500 mm ×200 mm×30 mm,焊接试板采用机械加工的方法开V 形坡口,单边坡口角度为30 °。焊接过程中通过反变形和在试板背面焊接拘束焊缝来控制变形。焊接电流350 A ~560 A,电压35 V ~38 V,具体工艺见表4。
焊接完成后,对焊接接头进行X 射线探伤,经无损探伤检测Ⅱ级合格。

表4 焊接工艺参数
2 焊接接头组织及性能检测分析
2.1 焊接接头弯曲性能检验
弯曲试验按GB/T2653 -2008 规定进行,试样经180 °冷弯后,接头部位完好,并未发现裂纹等缺陷存在,由此可以证明焊接接头具有良好的塑性变形能力。
2.2 焊接接头拉伸试验
拉伸试验按GB/T265l-2008 规定进行,对3 组焊接接头进行了拉伸试验,焊接后的拉伸试验结果见表5。
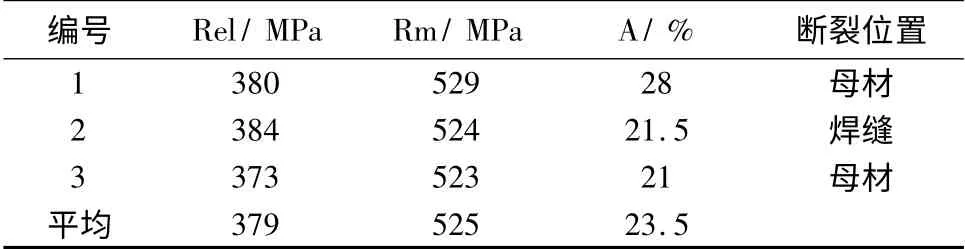
表5 焊接接头拉伸性能
从表5 可以看出,焊接后平均屈服强度为379 MPa,抗拉强度为525 MPa,延伸率为23.5%,焊接接头的强度变化不大,均保持在较高的水平上,满足强度性能指标要求。延伸率焊接后呈下降趋势,但是满足标准要求。
2.3 焊接接头冲击性能
根据GB/T2650 -2008 制备了V 型缺口冲击试样。冲击试样大小为10 mm×10 mm×55 mm,冲击试样在开夏比V 形缺口前,先腐蚀试样,清楚显示出焊缝及热影响区后再开缺口。缺口方向垂直于焊缝表面,分别开在焊缝、熔合线和熔合线外2 mm。焊接接头的冲击韧性反映出其对外界冲击载荷的抵抗能力,能够表征焊接接头不同区域显微组织的变化。对2 组焊接接头进行了冲击试验,冲击试验结果见表6。冲击试样全部采用横向。

表6 焊接接头冲击性能
由表6 可以看出,焊缝、熔合线、热影响区、母材冲击功分布比较均匀。30 mmQ345C 焊缝处冲击功均值63 J,熔合线85 J,热影响区100 J,母材109 J。热影响区冲击值稍微低于母材处冲击功,但是大于焊缝和熔合线处冲击功。这主要由于焊缝处晶粒较粗大,焊接接头粗晶区晶粒并没有严重长大。这表明热影响区具有良好的韧性。
2.4 焊接接头硬度
焊接接头硬度试验方法根据GB/T2654 -2008焊接接头硬度试验方法进行测量,测点的数量和间距应足以确定由于焊接导致的硬化和软化区域。利用HV10 硬度计对母材及焊缝的硬度进行测量,两点之间间距取标准中推荐距离每隔1 mm 取点,测试其显微硬度。焊接接头硬度是许多构件制造中重要的考核指标,焊接接头显微硬度分布如图2 所示。
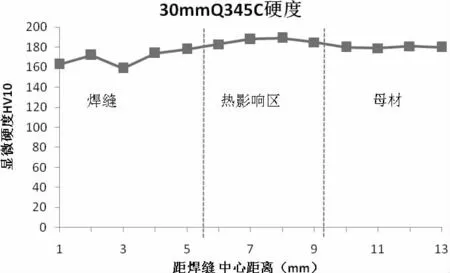
图2 焊接接头硬度

图3 Q345C 焊接接头金相组织
从图2 可看出,焊缝、热影响区、母材的硬度范围在160 HV ~190 HV 之间。焊缝和热影响区硬度变化不大,说明未出现异常组织。
2.5 焊接接头金相组织
所取试样包括焊缝、热影响区、母材三部分,对所取试样进行磨光、抛光、并用4%硝酸酒精溶液进行腐蚀,其金相组织如图3 所示。
从图3 可以看出,图3(a)为焊缝处组织,焊缝区为柱状晶组织,由图可知其组织较粗大。图3(b)为过热区组织,过热区与焊缝组织类似,组织比较粗大,组织为IAF+PF+F+P,本区域在焊接过程中虽处于过热的状态,但并未发现奥氏体晶粒严重长大现象的出现。图3(c)为重结晶区组织,晶粒较细小,该区域为重结晶区,组织为PF+F+P,焊接时由于母材受到热的作用,当其被加热到Ac3以上温度时,铁素体和珠光体会转变成奥氏体组织,之后在空气中冷却,会得到细小而均匀的铁素体和珠光体组织。图3(d)为不完全相变区组织,回火区为热影响区的部分重结晶区,母材为铁素体和呈明显带状分布的珠光体,而在部分重结晶区由于温度区间在Ac1~Ac3,部分铁素体和珠光体发生了相变重结晶过程,转化为晶粒细小的铁素体和珠光体,而另一部分铁素体未能溶入奥氏体,晶粒粗大。该区域晶粒大小不均匀,碳化物呈现不明显的带状分布。
3 结论
1)细晶Q345C 钢板焊接后屈服强度在380 MPa左右,抗拉强度在530 MPa 左右,焊接接头的强度变化不大,均保持在较高的水平上,延伸率焊接后呈下降趋势,但是满足标准要求。焊接接头经180 °冷弯后无裂纹缺陷产生。
2)焊缝、熔合线、热影响区、母材冲击功分布比较均匀。热影响区冲击值稍微低于母材处冲击功,但是大于焊缝和熔合线处冲击功,这表明热影响区具有良好的韧性。
3)焊缝处为柱状晶组织,组织较粗大;粗晶区为IAF+PF+F+P,细晶区为PF +F +P,回火区为F+P,碳化物呈现不明显带状分布,母材为F +P。焊缝、热影响区、母材的硬度范围在160 HV ~190 HV之间。焊缝和热影响区硬度变化不大,说明未出现异常组织。
[1]陈尹泽,徐筱芗,于爱民,等. 层流冷却工艺对表层超细晶C -Mn 钢组织性能的影响[J].冶金丛刊,2015,215(1):4 -7.
[2]王燕,周伟. 超细晶粒钢普通CO2气体保护焊HAZ 晶粒长大行为研究[J].三峡大学学报,2010,32(4):87 -90.
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
航空制造技术(2022年5期)2022-07-15
失效分析与预防(2021年6期)2021-02-15
上海金属(2020年4期)2020-08-25
武汉科技大学学报(2019年4期)2019-07-04
中国资源综合利用(2017年12期)2018-01-21
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06