
基于MSC.Patran的真空钎焊夹具设计
2015-12-25 08:30罗锡
机械工程师 2015年1期
罗锡
(中国航空工业计算技术研究所,西安710068)
0 引言
液冷模块作为某型飞机机载核心计算机的关键结构件,具有重量轻、耐压强度高、散热效果好等特点。为了满足液冷模块重量和耐压指标的需求,设计的液冷流道壁厚仅为0.7 mm,考虑模块组件在生产加工过程中需经历真空钎焊、真空气淬、时效、数控加工等环节,设计给出的壁厚公差为±0.1mm。通过近2年的研制和使用情况来看,液冷模块由于壁厚不均匀、超差导致在使用中出现鼓包、泄漏等高风险故障。因此,在液冷模块的生产加工中,特别是真空钎焊过程中,通过钎焊夹具的设计,保证模块组件真空钎焊后的平面度0.1 mm,是达到最终设计指标、满足使用要求的关键。
1 液冷模块钎焊夹具需求分析
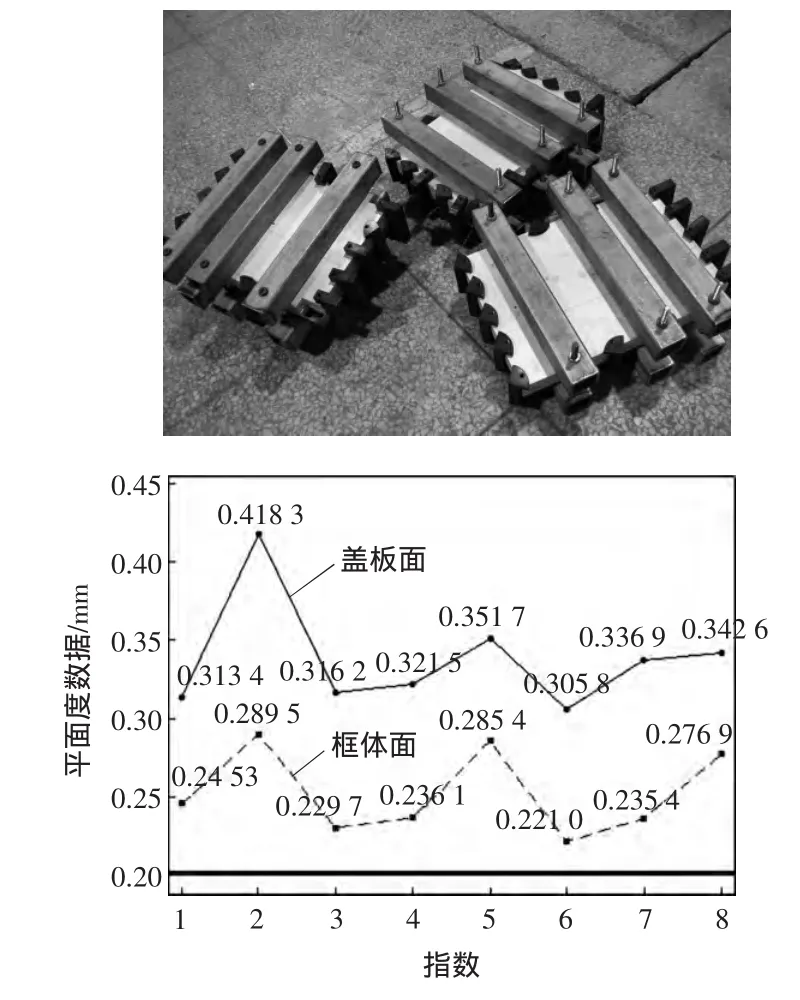
图1 夹具方式1及模块平面度时间序列图
液冷模块由框体和盖板真空钎焊焊接而成,盖板厚度6 mm,框体厚度14.8 mm,焊接后厚度大于20 mm,后期校平困难,要保证最终成品的腔体壁厚公差±0.1 mm,必须保证焊接后尺寸为250 mm×170 mm的模块组件平面度在0.1 mm之内。
为此,前期利用常规的真空钎焊工艺经验,制造了夹具、方钢、矩形夹等钎焊夹具,并进行了真空钎焊,采用竖向三方钢、夹具、矩形夹的钎焊夹具装夹,装夹方式和实验结果如图1所示,焊接后平面度在0.22~0.41 mm之间,无法满足要求。
对采用钎焊夹具方式1的模块焊接后变形情况分析,长度方向变形量较大,竖向三方钢模式无法抑制长度方向的变形,因此将竖向装夹方钢改为横向装夹进行焊接实验,装夹方式和实验结果如图2所示,焊接后平面度在0.128~0.21 mm之间,无法满足0.1 mm的要求。

图2 夹具方式2及模块平面度序列图
通过采用常规钎焊夹具设计,并对液冷模块这类腔体厚板零件的真空钎焊实验来看,夹具方式无法满足需求,必须采用全新的设计方法进行夹具设计来满足平面度0.1 mm的钎焊需求。
2 模型建立
MSC.Patran软件分析分为3个步骤:前处理(模型建立和网格划分)、加载求解和后处理。
2.1 模型的建立
首先,为了掌握模块盖板和框体零件在真空钎焊温度场中的零件变形,需建立模块组件的零件模型。用Autodesk Inventor软件进行模块组件的三维建模,实体模型如图3所示。
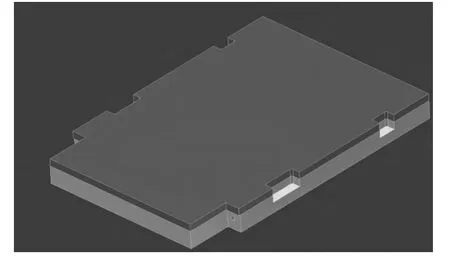
图3 模块组件实体模型
其次,根据对前期钎焊夹具进行系统分析,发现前期的所有夹具都是通过螺钉来固定压紧,每个模块的压紧力矩、压紧位置都不能做到一致,导致各模块变形不一致,并且平面度无法达到0.1 mm。为了进一步改善模块焊接平面度,利用夹具在盖板面抑制钎焊零件变形的经验,考虑不用螺钉夹紧的方式,靠夹具的自重进行模块的压紧,设计了如图4的模块钎焊夹具,考虑模块组件的厚度20.8 mm,同时限制左右前后的变形,设计4 mm的凹槽,考虑热传递,增加φ7 mm减重孔。
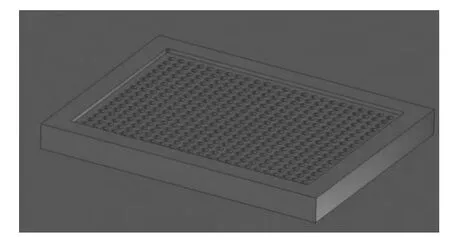
图4 模块夹具实体模型
2.2 模型的材料属性
模块组件采用进口6061铝合金材料,模块模型的属性为各向同性,6061铝合金材料参数:密度ρ=2.7 g/cm3、线膨胀系数23.6μm/(m·K)、弹性模量E=68.9 GPa、泊松比μ=0.33。
铝合金真空钎焊采用的夹具一般为不锈钢材料,因此模块夹具选用牌号为1Cr18Ni9Ti不锈钢,夹具模型的属性为各向同性,1Cr18Ni9Ti材料:密度 ρ=7.85 g/cm3,线性膨胀系数17.6μm/(m·K),弹性模量E=206 GPa,泊松比 μ=0.25~0.3。
3 Patran软件模拟仿真分析
3.1 模块夹具的变形分析
将钎焊夹具三维模型导入Patran仿真软件,进行网格划分,如图5所示,并对模块施加温度场,如图6所示,定义相应的不锈钢1Cr18Ni9Ti材料密度、线性膨胀系数、弹性模量、泊松比、屈服应力等一系列参数。
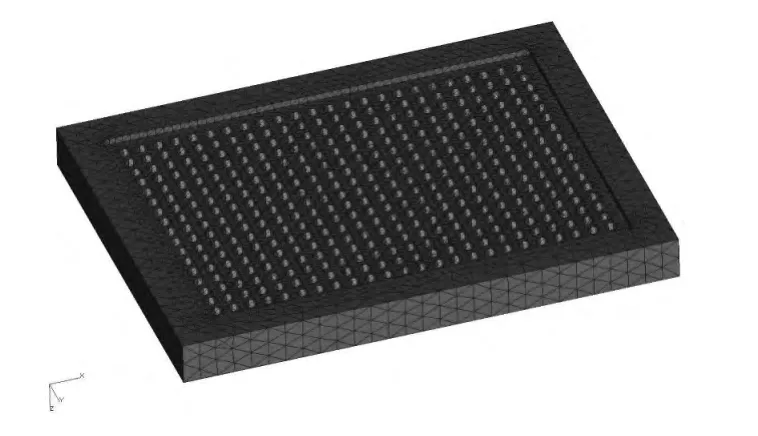
图5 夹具网格划分
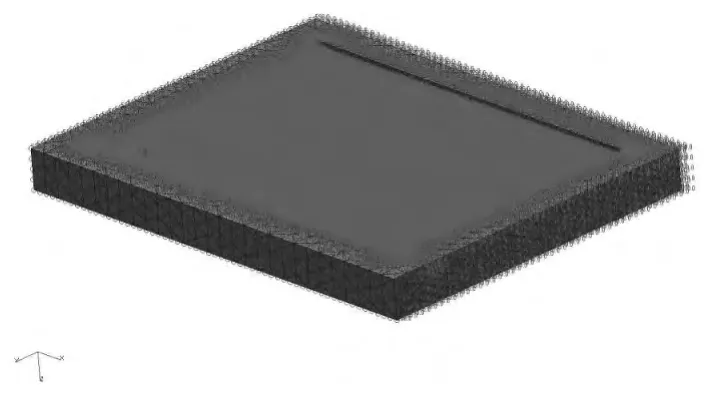
图6 夹具温度场加载
为考察钎焊夹具在真空钎焊各温度段变形情况,对钎焊过程中涉及的几个温度点的变形量进行了仿真分析,钎焊夹具在各种温度仿真变形如图7~图10所示。
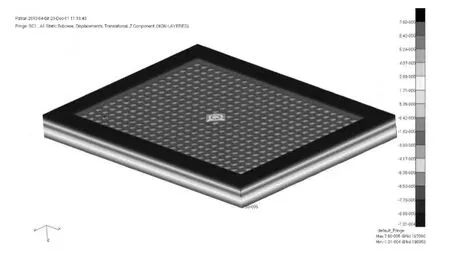
图7 夹具400℃变形

图8 夹具550℃变形
通过仿真分析得出了夹具在钎焊过程中不同温度场Z轴的变形量,具体变形量如表1所示,变形量在模块焊接温度592℃时最大,达到0.111 mm,新钎焊夹具设计能满足模块焊接平面度的要求。

图9 夹具570℃变形
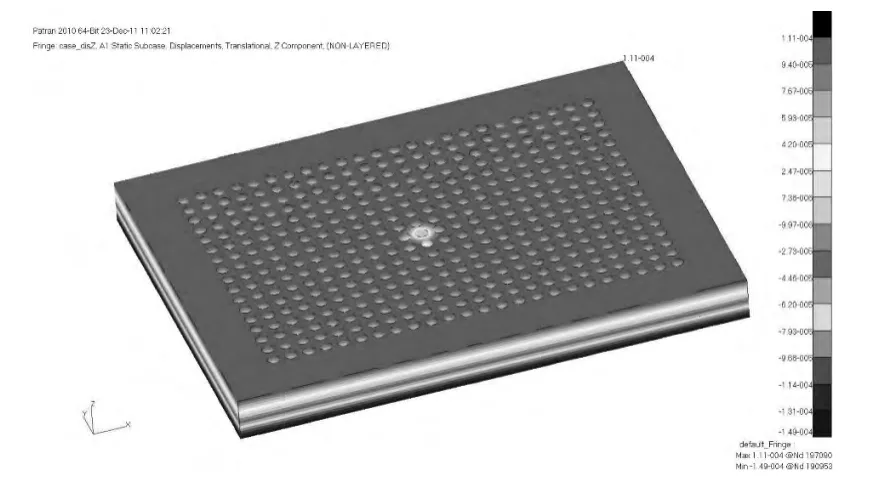
图10 夹具592℃变形
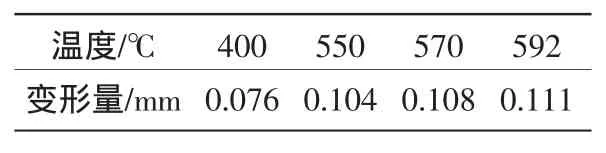
表1 夹具不同温度场变形量
3.2 模块温度场仿真
按照对钎焊夹具的仿真过程,对纯模块组件(盖板和框体)进行了模型导入、网格划分、温度场加载,定义相应的6061铝合金材料密度、线性膨胀系数、弹性模量、泊松比、屈服应力等一系列参数。进行模块在592℃时热变形仿真分析,仿真结果如图11所示。

图11 模块组件592℃变形
通过仿真得出,液冷模块组件在不加载任何夹具的时候,变形量达到1.36 mm,远远超出平面度0.2 mm要求,必须抑制模块组件的变形量至少1.2 mm,才能保证焊接模块后的平面度。
3.3 夹具和模块温度场仿真
为了考察模块与模块夹具焊接实际情况保持一致,将2个钎焊夹具和模块的盖板、框体组合,导入仿真软件,进行网格划分,如图12所示,并对夹具材料特性和模块材料特性进行相应的定义,进行温度场的仿真,夹具和模块组件的热变形仿真结果如图13所示,去除夹具显示的模块组件热变形仿真如图14所示。

图12 模块组件与夹具网格划分
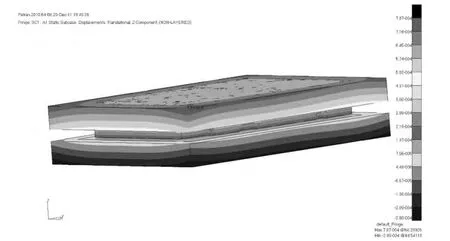
图13 模块组件与夹具592℃整体变形

图14 模块组件592℃变形
通过仿真结果来看,当将夹具和模块组合装夹后,夹具的变形量在0.0787 mm,位于2个夹具中间的模块组件的变形量为0.0469 mm,仿真结果表明该钎焊夹具和装夹方式能够满足模块组件焊接后平面度0.1 mm要求。
4 钎焊夹具焊接试验
为了验证夹具对模块焊接平面度的影响,进行了模块的真空钎焊焊接试验。按照仿真时的装夹方式,将模块放于2个夹具中间,不装夹任何其它工装,进行炉中焊接,炉中摆放形式如图15所示。
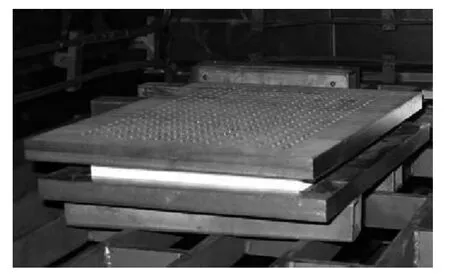
图15 夹具装夹炉中钎焊
模块焊后平面度较好,但钎料未充分溶化。通过分析认为,仅考虑了模块组件和夹具的热变形,未考虑夹具的吸热。焊接时夹具为上下2块,焊接时夹具吸热较大,从而导致模块组件温度升高缓慢,在最高温度时,夹具达到592℃,但模块组件未达到焊接温度592℃。因此,用夹具焊接时须调整工艺参数,延长保温时间3 min,按调整的工艺曲线,重新进行了模块的焊接试验,焊接后模块组件如图16所示。
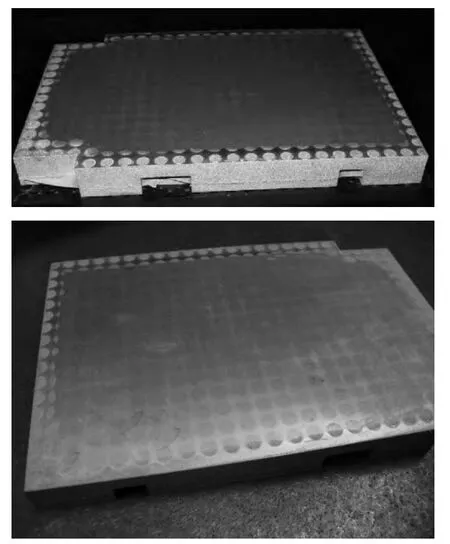
图16 工艺曲线调整后焊接模块
通过对调整后模块的试验,耐压满足设计指标,并用三坐标对焊接后模块组件进行平面度测量,测量结果为盖板面0.094 mm,框体面0.075 mm,完全能满足生产要求。
5 结语
通过采用MSC.Patran软件对焊接夹具、模块、模块和夹具组合的热仿真分析,设计了变形量满足需求的焊接夹具。液冷模块组件采用仿真设计的钎焊夹具进行焊接试验,夹具和夹具自由装夹,采用满足焊接要求的工艺曲线,焊接后组件平面度小于0.1 mm,满足生产要求。该仿真分析简化了焊接实验过程,可提高生产效率,降低生产成本,为钎焊夹具设计运用提供了理论依据。
[1] 中国航空材料手册编辑委员会.航空材料手册[M].2版.北京:中国标准出版社,1998.
[2] 冯占森,李争,丁高剑.基于ANSYS的液压支架连杆体焊缝结构形式优化分析[J].焊接技术,2012,41(8):20-22.
猜你喜欢
粘接(2023年1期)2023-02-11
汽车实用技术(2022年15期)2022-08-19
军事文摘·科学少年(2021年7期)2021-09-26
军事文摘(2021年14期)2021-08-16
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
焊接(2016年3期)2016-02-27
焊接(2015年10期)2015-07-18
