
竹单板载药量对薄竹胶合板燃烧性能的影响
2015-12-29 11:15王书强庞小仁黄成建沈道海章卫钢李延军
浙江农林大学学报 2015年4期
王书强,庞小仁,黄成建,沈道海,章卫钢,,李延军,
(1.浙江农林大学 工程学院,浙江 临安 311300;2.浙江农林大学 浙江省木材科学与技术重点实验室,浙江 临安311300)
竹单板载药量对薄竹胶合板燃烧性能的影响
王书强1,庞小仁2,黄成建1,沈道海2,章卫钢1,2,李延军1,2
(1.浙江农林大学 工程学院,浙江 临安 311300;2.浙江农林大学 浙江省木材科学与技术重点实验室,浙江 临安311300)
利用复配阻燃剂采用常压浸渍法研究温度、时间、浸渍质量浓度等对竹单板载药量的影响,并测试不同载药量薄竹胶合板的燃烧和力学性能。结果表明:在温度为60℃,时间为8.0 h,浸渍质量浓度为300.0 g·L-1时为最佳浸渍条件;随着载药量的增加薄竹胶合板的热释放速率、总热释放量、烟释放速率和总烟释放量都减小,而残余物质剩余量和点燃时间在逐渐增加;氧指数测试结果表明:经过阻燃处理的薄竹胶合板的氧指数都有较明显的提高,并且随着载药量的增加而增加,当载药量A≥8%,其氧指数已达到GB/T 9846.7-2004中B1级胶合板和日本JISD1322-1977中的难燃一级品的要求;胶合强度测试表明经过阻燃处理的薄竹胶合板其胶合强度随着载药量的增加有所下降。胶合强度和含水率均能满足Ⅱ类普通胶合板的国家标准指标值。图6表2参12
木材科学与技术;竹单板;阻燃;胶合板;燃烧性能
中国竹类资源丰富,素有 “竹子王国”之称。在400万hm2纯竹林中,具有较高经济利用价值的毛竹Phyllostachys edulis林有280万hm2,占70%左右[1]。目前,国内开发的竹产品主要用于建筑模板、车厢底板、 室内装饰地板等3个方面,板材的类型较少,产品加工深度不够,利润较低。刨切薄竹作为新型的装饰材料进行推广,因它具有特殊的纹理、真实淡雅的质感,在欧美等国尤其受到欢迎[2-4]。然而,与木材类似,刨切薄竹及其产品也属于可燃材料,一旦发生火灾会造成严重的经济损失。因此,需要提高刨切薄竹及其产品的耐火性。通过阻燃处理可降低薄竹的热降解速率,将火灾降低到最小[5]。国内外学者已对氮磷系列阻燃剂在木材上进行了系统的研究[6-8],并为本研究提供了良好借鉴。本研究通过对氮磷系列阻燃剂处理后的胶合板进行各方面性能的测试,选出最佳的阻燃试剂条件,为今后阻燃胶合板的生产提供参考。
1 实验准备
1.1 实验材料
刨切薄竹:购自杭州森瑞竹木业有限公司,试样尺寸为400.0 mm×400.0 mm×1.1 mm,含水率6.0%~8.0%,表面平整,无裂痕。
胶黏剂:改性脲醛树脂胶,固体含量为54.47%。
阻燃剂:m(磷酸氢二铵)∶m(硫酸铵)∶m(硼砂)∶m(聚磷酸铵)=30∶35∶8∶27,增强剂(苯酐、三乙醇胺),均为市售工业品。
1.2 实验方法
1.2.1 阻燃浸渍工艺 阻燃剂溶液质量浓度ρ1=100.0 g·L-1,ρ2=200.0 g·L-1,ρ3=300.0 g·L-1,浸渍时间t1= 15 min,t2=0.5 h,t3=1.0 h,t4=2.0 h,t5=6.0 h,t6=8.0 h,t7=10.0 h;温度T1=30℃,T2=45℃,T3=60℃。采用常压浸渍法研究了不同浸渍工艺对单板载药量的影响。首先选取9组单板,15张·组-1,然后将单板浸渍到上述不同变量条件下的浸渍液中,具体浸渍工艺流程为:薄竹单板 (含水率6.0%~8.0%)→称量→浸渍→沥干测质量;载药量计算公式为:A=[(m2-m1)×n/m1]×100%×k[9],其中m1为试样浸渍前质量,m2为试样浸渍后质量,n为阻燃剂溶液质量浓度,k为修正系数,k=处理阻燃溶液质量浓度/剩余阻燃溶液质量浓度。
1.2.2 胶合板制备 从浸渍得到的135块单板中选取载药量达到或接近6%,8%,10%,12%的浸渍薄竹单板各21块,另取未阻燃处理薄竹单板21块作为对照组实验,将同一载药量的各组薄竹单板手工涂胶(单面涂胶量200 g·m-2),压制成7块3层胶合板。热压工艺为:热压温度105℃,热压时间60 s· mm-1,单位压力1.0 MPa。压制好的胶合板在室温下调整含水率24.0 h。
1.2.3 燃烧性能测试 将上述压制好的同一载药量的薄竹胶合板裁剪成100.0 mm×100.0 mm的尺寸,利用锥形量热仪按照ISO 5660-1标准进行燃烧性能测试;依据GB/T 2406.2-2009《塑料用氧指数法测定燃烧行为第2部分:室温实验》在JF-3型氧指数测定仪上测定氧指数。
1.2.4 胶合强度测试 将试样依据国家标准GB/T 9846.7-2004《胶合板》的截锯试件标准截锯12个·组-1,依据国家标准GB/T 17657-2013《人造板及饰面人造板理化性能试验方法》,利用万能力学实验机对各组试样进行胶合强度测试。
2 实验结果与分析
2.1 浸渍温度对刨切薄竹载药量的影响
图1所示为不同浸渍时间条件下,不同质量浓度阻燃剂溶液浸渍的单板所获得载药量随温度的变化图。在相同的时间内,薄竹单板的载药量均随着浸渍温度的升高而增加,基本呈直线上升趋势。但温度30℃到45℃的增幅要小于由温度45℃到60℃的增幅。这是由于温度越高分子运动越剧烈,则阻燃剂分子越易进入到单板中。但是,在实际生产中一味的提高浸渍温度是不可取的,一方面浪费能源,另一方面随着水分的挥发,阻燃剂溶液的质量浓度也越来越大,不利于生产管理,所以要快速取得所需载药量的单板一般选择温度为60℃。
2.2 浸渍时间对刨切薄竹载药量的影响
图2中3个图分别是在不同浸渍温度下,薄竹单板在不同质量浓度阻燃剂溶液中浸渍得到的载药量与浸渍时间之间的关系图。图2显示,薄竹单板载药量都随着浸渍时间的延长而增加,且增加到8.0 h时趋于稳定。在研究范围内,一味的延长浸渍时间,单板载药量增幅并不明显,反而还会降低生产的效率。经过反复的实验可知8.0 h为最佳的浸渍时间,一方面可以使单板的载药量控制在10%~12%,另一反面也可以在满足载药量的条件下提高生产效率。

图1 不同浸渍时间下单板载药量与浸渍温度的关系Figure 1 Relationship between the chemical loading and temperature under different time

图2 不同浸渍温度下单板载药量与浸渍时间的关系Figure 2 Relationship between the chemical loading and time under different temperatures
2.3 浸渍质量浓度对刨切薄竹载药量的影响
图3为在不同浸渍温度下,薄竹单板载药量与阻燃剂溶液质量浓度之间的关系线。图3显示,温度一定时,单板载药量随着阻燃剂溶液质量浓度的增大和时间的增加而增加,在温度较低时,100.0~200.0 g·L-1的增幅要大于200.0~300.0 g·L-1的增幅,这是因为温度较低时溶液中特别是硼砂容易在单板表面形成结晶,不易渗透到单板内部,但随着温度升高,溶液分子运动加剧,浸渍液的渗透性会提高。

图3 不同温度下单板载药量与浸渍质量浓度的关系Figure 3 Relationship between the chemical loading and concentration under different temperatures
3 燃烧性能
3.1 热释放速率(HRR)和总热释放量(THR)
图4为不同载药量薄竹胶合板的热释放速率(HRR)和总热释放量(THR)随时间变化曲线图。图4中显示不同载药量的薄竹胶合板,其HRR和THR曲线均有2个阶段且相互对应,第1个阶段为初期短暂有焰燃烧形成的;第2个阶段为剧烈燃烧形成的,经过阻燃处理试样的HRR和THR值均比未处理试样的低,且随着阻燃剂溶液质量浓度和载药量的增加相应的值越低,说明阻燃处理减少了试样的热释放量和热释放速率,起到了较好的阻燃效果,因为在燃烧的过程中氮磷类阻燃剂会分解产生难燃气体覆盖到胶合板表面,阻碍了热量的释放。

图4 不同载药量刨切薄竹胶合板的热释放速率和总热释放量曲线Figure 4 HRR and THR curves of different chemical loading sliced bamboo plywood
3.2 烟释放速率(RSR)和总烟释放量(TSR)
图5为不同载药量薄竹胶合板的RSR和TSR随时间的变化曲线。图5中未经阻燃处理试样的RSR峰值高于经阻燃处理试样的峰值,且随着载药量的增加峰值逐渐降低,说明阻燃处理减缓了胶合板的烟释放速率。阻燃处理试样烟释放速率降低主要是由于阻燃剂中硼砂在热解中熔融,覆盖在材料表面,阻碍了烟气的释放[10];经过阻燃处理的薄竹胶合板总烟释放量(TSR)显著降低,这和烟释放速率的曲线图变化规律是一致的,烟释放总量增长速度较快的阶段是试样被点燃到第2放热峰出现的阶段;进入红热阶段后,烟释放速率降低,烟释放总量曲线开始变平缓,基本成一条直线,且随着载药量的增加总烟释放量在逐渐降低。也说明此阻燃剂在常压浸渍下也能有较好的阻燃效果。

图5 不同载药量刨切薄竹胶合板的烟释放速率和总烟释放量曲线Figure 5 RSR and TRS curves of different chemical loading sliced bamboo plywood
3.3 残余物质质量(mass)
图6为不同载药量薄竹胶合板的残余物质质量随时间的变化曲线。图6显示随着试样的燃烧,残余物质质量逐渐减少,从燃烧开始到第2放热峰出现,残余物质质量下降急剧,进入无焰燃烧后,残余质量变化减缓,经阻燃处理的试样残余物质质量大于未处理试样的残余物质质量。且载药量越大,残余物质质量越大,阻燃效果越明显,说明阻燃处理促进了胶合板成炭。
3.4 点燃时间t(light time)
研究测得未处理胶合板点燃时间t=15 s,而A1= 6%,A2=8%,A3=10%,A4=12%的阻燃胶合板对应t1= 24 s,t2=31 s,t3=34 s,t4=44 s,说明经阻燃处理的胶合板其燃烧性受到限制,阻燃机制的具体原因相关学者[11]认为:一方面阻燃剂能够催化竹材热解,使胶合板在较低温度下迅速燃烧成炭,抑制后续燃烧过程,另一方面为可能与硼酸受热熔解覆盖在胶合板表面有关。

图6 不同载药量刨切薄竹胶合板的残余物质质量曲线Figure 6 Mass curves of different chemical loading sliced bamboo plywood
3.5 氧指数测试
由表1可得:与空白组实验对比,经过阻燃处理的薄竹胶合板的氧指数为29.3%~62.7%,当载药量A≥8%时经阻燃剂处理的薄竹胶合板其氧指数≥30.0%,达到且远大于日本标准(JISD 1322-1977)中规定的难燃一级品的标准,也达到了国标B1级胶合板氧指数≥32.0%的要求。说明经阻燃处理的胶合板其阻燃性能得到较大的提高。
3.6 胶合强度测试
表2为薄竹单板不同载药量试件胶合强度测试结果。从2表中可以看出:当载药量从0上升到12%时,阻燃胶合板的胶合强度下降明显。参照国家标准,载药量从6%上升到12%时阻燃胶合板的胶合强度均能够达到国家标准。有研究认为引起胶合板胶合强度变化的因素可能为:经过阻燃处理过的单板其自身性质发生了改变,影响了胶钉的形成[12]。本研究认为:引起胶合板胶合强度变化的因素可能为阻燃处理后的单板能从空气中吸收水分,影响了胶黏剂的固化。按照国家标准GB/T 17657-2013《人造板及饰面人造板理化性能试验方法》中胶合板含水率的测试方法,测得不同载药量的阻燃胶合板的含水率范围为11.0%~12.9%,满足GB/T 9846-2004《胶合板》Ⅱ类胶合板含水率低于14.0%的要求。
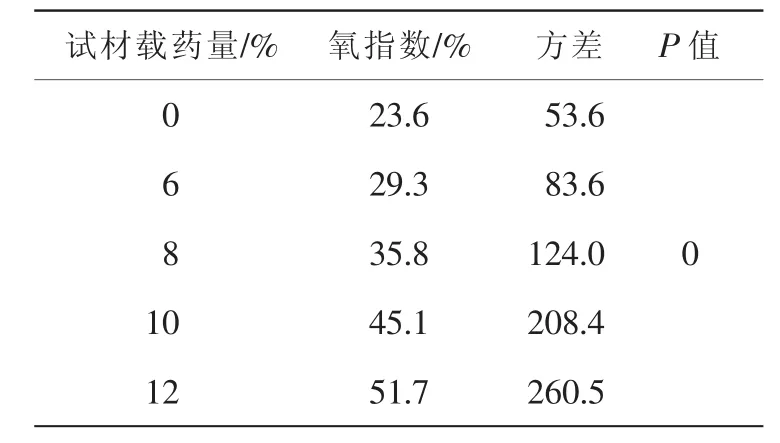
表1 薄竹单板氧指数测试结果Table 1 Oxygen index of sliced bamboo veneer

表2 阻燃胶合板的胶合强度Table 2 Bonding strength of the fire-retardant plywood
4 结论
薄竹单板载药量随着浸渍温度、时间、质量浓度等的增加而增大,在本研究范围内T=60℃,ρ= 300.0 g·L-1,t=8.0 h时单板载药量达到相对稳定且已满足较好阻燃效果的要求。
和处理试样的燃烧性能相比,经过阻燃处理的胶合板的热释放速率峰值、总热释放量、总烟释放量、烟释放速率等都逐渐下降而残余物质量逐渐增加且随着载药量的增加上述趋势越明显,氧指数测试结果表明:当A≥8%时,氧指数显著提高,且已达到国家标准中B1级胶合板和日本标准(JISD 1322-1977)中规定的难燃一级品的标准。说明经该阻燃剂处理的胶合板具有较好的阻燃效果。
随着载药量的增加,经阻燃处理胶合板的点燃时间增加,燃烧后的薄竹胶合板成炭率增加,说明阻燃处理延长了胶合板的点燃时间,起到了较好的阻燃效果。
和未阻燃处理胶合板的力学性能相比,经过阻燃处理的胶合板的胶合强度下降,含水率上升,且随载药量的增加而越明显。但都达到了Ⅱ类胶合板的国家标准,说明利用该浸渍工艺生产该阻燃胶合板是可行的。
[1] 李智勇,王登举,樊宝敏.中国竹产业发展现状及其政策分析[J].北京林业大学学报,2005,4(4):50-54.
LI Zhiyong,WANG Dengju,FAN Baomin.Analysis on status quo and policy of chinaps bamboo industry[J].J Beijing For Univ,2005,4(4):50-54.
[2] 刘志坤,李延军,杜春贵,等.刨切薄竹生产工艺研究[J].浙江林学院学报,2003,20(3):227-231.
LIU Zhikun,LI Yanjun,DU Chungui,et al.A study on production technology of sliced bamboo venieer[J].J Zhejiang For Coll,2003,20(3):227-231.
[3] 李延军,杜春贵,鲍滨福,等.大幅面刨切微薄竹的生产工艺[J].木材工业,2006,20(4):38-40.
LI Yanjun,DU Chungui,BAO Binfu,et al.Techniques for making large size sliced bamboo veneer[J].China Wood Ind,2006,20(4):38-40.
[4] 李延军,徐世克,杜兰星,等.阻燃刨切薄竹的热重分析[J].浙江林业科技,2013,33(1):59-61.
LI Yanjun,XU Shike,DU Lanxing,et al.Thermogravimetric analysis on sliced bamboo veneer treated by fire retardant[J].J Zhejiang For Sci Technol,2013,33(1):59-61.
[5] 谷天硕.钼酸钠阻燃剂制备及其对阻燃MDF的抑烟作用研究[D].北京:中国林业科学研究院,2011.
GU Tianshuo.Study of Na2MoO4Fire Retardant and Its Effect on Smoke Suppression of Fire Retardant MDF[D]. Beijing:Chinese Academy of Forestry,2011.
[6] DOBELE G,URBANOVICH I,ZHURINS A,et al.Application of analytical pyrolysis for wood fire protection control[J].J Anal Appl Pyrolysis,2007,79(1/2):47-51.
[7] STEVENS R,van ES D S,BEZEMER R,et al.The structure-activity relationship of fire retardant phosphorus compounds in wood[J].Polym Degrad Stab,2005,91(4):832-841.
[8] CHOU C S,LIN S H,WANG C I,et al.A hybrid intumescent fire retardant coating from cake-and eggshell-type IFRC[J].Powder Technol,2010,198(1):149-156.
[9] 刘迎涛,乔磊,李晓乐,等.浸渍工艺对 FRW 阻燃单板载药量的影响[J].西南林业大学学报,2012,32(4):90-93.
LIU Yingtao,QIAO Lei,LI Xiaole,et al.The influence of dipping technology on fire retardant retention quantity of FRW fire-retarding veneer[J].J Southwest For Univ,2012,32(4):90-93.
[10] 王清文.木材阻燃工艺学原理[M].哈尔滨:东北林业大学出版社,2000:141-154.
[11] 马林榕,张世锋,高强,等.氮磷硼阻燃剂及制备阻燃胶合板的性能评价[J].木材工业,2014,28(3):30-33.
MA Linrong,ZHANG Shifeng,GAO Qiang,et al.Fire retardancy of plywood treated with a nitrogen-phosphorus-boron fire retardant[J].China Wood Ind,2014,28(3):30-33.
[12] 郝慧玲.阻燃杨木单板和胶合板的吸湿性研究[D].北京:北京林业大学,2011.
HAO Huiling.Retardant Poplar Veneer and Plywood Sorption[D].Beijing:Beijing Forestry University,2011.
Combustion properties of sliced bamboo plywood with chemical loading
WANG Shuqiang1,PANG Xiaoren2,HUANG Chengjian1,SHEN Daohai2,ZHANG Weigang1,2,LI Yanjun2
(1.School of Engineering,Zhejiang A&F University,Lin’an 311300,Zhejiang,China;2.Zhejiang Province Key Laboratory of Wood Science and Technology,Zhejiang A&F University,Lin’an 311300,Zhejiang,China)
In order to restrain the combustion of the sliced bamboo plywood and its products,which were used as decorating materials,significantly the materials above should be treated with fire retardant to increase their safety security.The effect of temperature,time,and dipping concentration on the chemical loading of sliced bamboo veneer were tested by thermostatic bath utilizing complex fire retardants at constant pressure.Combustible properties and mechanical properties of the fire-retardant sliced bamboo plywood were also determined using oxygen index and bonding strength tests.Results showed that the best impregnation conditions were 60℃for 8.0 h at an impregnation concentration of 300.0 g·L-1.Combustible properties of heat release rate,total heat release quality,and smoke release rate,decreased as chemical loading increased;however,residual material quantity and light time increased.The oxygen index of the treated plywood increased;when the chemical loading was 8%,the oxygen index reached the B1 fire-retardant grade as per JISD 1322-1977.Although bonding strength decreased with an increase in chemical loading,the national standard for ClassⅡplywood was maintained.So,it was feasible that Sliced Bamboo plywood could be manufactured by the impregnation process under atmospheric pressure.[Ch,6 fig.2 tab.12 ref.]
wood science and technology;bamboo veneer;fire-retardant;plywood;combustible properties
S781.9;TS653
A
2095-0756(2015)04-0590-06
10.11833/j.issn.2095-0756.2015.04.015
2014-09-23;
2014-12-24
浙江省自然科学基金资助项目(LZ13C160003);浙江省科学技术面上项目(2013C14006);浙江省林业厅资助项目(2014TS02)
王书强,从事竹材工业化应用研究。E-mail:308601139@qq.com。通信作者:李延军,教授,博士,博士生导师,从事竹木复合材料及竹材工业化应用研究。E-mail:lalyj@126.com
猜你喜欢
林业工程学报(2021年6期)2021-11-29
建材发展导向(2021年1期)2021-02-24
国际木业(2020年5期)2020-11-30
大众科学·上旬(2020年7期)2020-06-29
中国新技术新产品(2020年4期)2020-05-05
建材发展导向(2020年4期)2020-03-25
国际木业(2019年5期)2019-09-10
冰雪运动(2019年3期)2019-08-23
冰雪运动(2019年3期)2019-08-23
中国林业产业(2019年5期)2019-06-11
