大型环抛机蜡盘平面度的测量
2016-02-11 03:57徐学科邵建达顿爱欢杨明红范永涛方媛媛高文兰
光学精密工程 2016年12期
王 哲,徐学科,邵建达,顿爱欢,杨明红,范永涛,方媛媛,高文兰, 刘 方
(1.中国科学院 上海光学精密机械研究所,上海 201800;2.上海恒益光学精密机械有限公司,上海 201800;3.华中科技大学 光学与电子信息学院,湖北 武汉 430000)
大型环抛机蜡盘平面度的测量
王 哲1,2*,徐学科1,2,邵建达1,2,顿爱欢1,2,杨明红1,2,范永涛1,方媛媛1,2,高文兰1,2, 刘 方3
(1.中国科学院 上海光学精密机械研究所,上海 201800;2.上海恒益光学精密机械有限公司,上海 201800;3.华中科技大学 光学与电子信息学院,湖北 武汉 430000)
针对大口径平面光学元件全频谱面形技术指标的高效率、高精度收敛,研究了环形抛光技术。考虑环抛机沥青蜡盘的平面度直接影响工件面形的收敛效率,本文利用准直激光束作为参考,设计研制了测量精度高,重复性精度达到±1 μm的大型环抛机抛光蜡盘平面度测量专用装置。分析了环抛过程中蜡盘表面平面度和工件面型PV值之间的变化规律和相关性,根据测量数据得出了蜡盘平面度数据和工件面形的对应关系。实验显示:当平面度和面形曲线相差较大时,工件面形可快速收敛至1λ左右,并由粗抛向精抛工序快速过渡。提出的大型环抛机抛光蜡盘平面度监测装置实现了对湿滑胶体平面的高精度、快速测量,为环抛的确定性抛光工艺提供了重要的技术支持。
环形抛光;大型环抛机;抛光蜡盘;平面度测量
1 引 言
磷酸盐激光钕玻璃光元件在高功率激光系统中起到增益介质的作用,是惯性约束聚变(Inertial Confinement Fusion,ICF)激光驱动器中的关键元件之一[1-2]。激光钕玻璃的加工难度源于钕玻璃自身化学稳定性差、尺寸大、径厚比大、表面加工质量精度要求高,而且要求在高、中、低频波前畸变范围内均要达到特定值[3],目前只有环抛技术可实现全频谱达标。它是ICF激光驱动器中加工难度最高的平面光学元件之一[2]。在大型环抛中,普遍采用沥青作为抛光模材料[4,5]。而沥青胶盘的面形会直接体现到工件面形上,所以对沥青蜡盘平面度的监测就变得尤为重要。
目前,大型平面的平面度测量方法很多,主要有水平仪法、自准直仪法、光轴法[6]、多测头误差分离法,还有干涉条纹拼接法[7]、衍射平面基准法[8]、三坐标机测量法等方法。这些测量方法均不能满足湿滑表面的快速测量,而且要想达到高精度比较困难。沥青蜡盘表面平面度受温度和湿度的影响很大[9],当环抛机停止工作后,蜡盘表面的温度和湿度会随时间的增加而降低,蜡盘的表面形貌也随之发生变化[10,11],此时一台能够快速准确测量蜡盘平面度的设备则显得必不可少。蜡盘平面度的实时测量,能有效监控蜡盘形貌的变化趋势,使得环抛工件面形收敛率大大提升,从粗抛时的十几个波长快速收敛至小于一个波长,从而降低了成本,提高了效率。
基于以上论述,本文研制出一种大型环抛机抛光蜡盘平面度监测装置,对实际生产起到了指导作用,填补了此技术的空白。
2 原理介绍
测量平面的平面度时,首先要找到合适的基准面作为参考面[12],本文选择光沿直线传播作为参考,以测量得到的曲线和参考光线进行对比。
图1所示为平面度测量仪的测量原理图。由激光器发射的激光束照射到光电位置探测器的CCD上,光斑的位置可以间接反映出蜡盘表面的形貌。光电位置探测器沿直线导轨在被测量表面作匀速运动,当移动到B位置时,B位置的高度信息会被记录下来;当探测器移动到C位置时,C位置的高度信息也会被记录下来。结合B、C位置的位移数据形成两点的二维坐标。随着光电位置探测器的移动,可以获取到每一点的二维坐标,从而得到所有运动轨迹的高低起伏的信息。

图1 平面度测量仪的原理图Fig.1 Schematic diagram of flatness measuring instrument
3 装置的构成
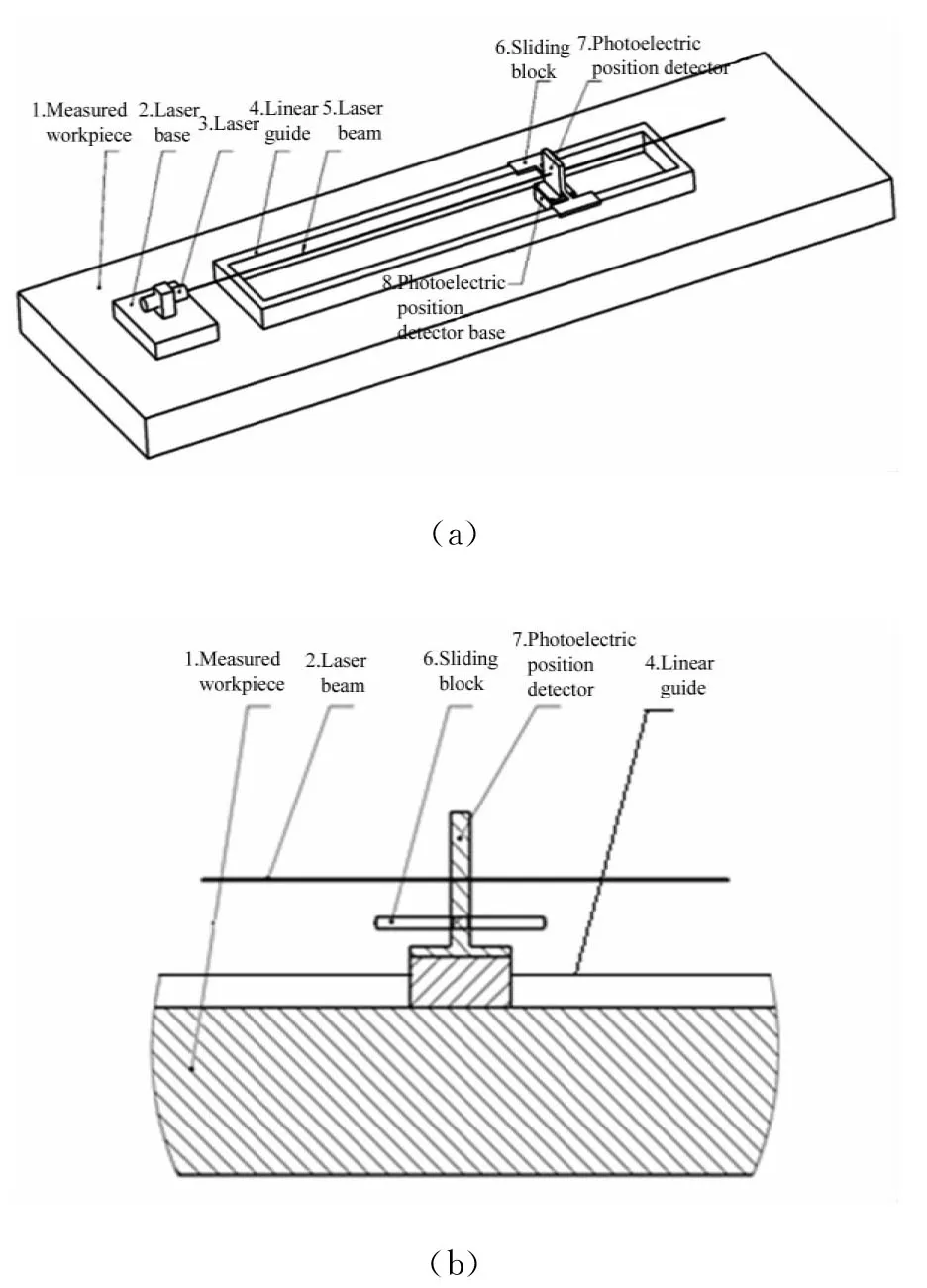
图2 装置设计图(a)及滑块运动示意图(b)Fig.2 Device set diagram (a) and schematic diagram of sliding block movement (b)
本装置构成如图2所示,本装置主要由激光器底座、激光器、直线导轨、激光束、滑块、光电位置探测器、光电位置探测器底座等部分构成。测量时,将激光器放置于被测表面上。选取金属材质滑块,滑块下表面经过抛光处理,其可在被测湿滑胶体表面上平稳滑动。滑块由电机驱动,运动速度可调。电机由计算机控制,可精确记录滑块的运动距离。滑块上固定有光电位置探测器,探测器可接收激光信号,光信号经过转换后传输到计算机上。增加直线导轨和底座等部件后形成整个的平面度测量装置,如图2(a)所示。光电位置探测器随滑块在被测表面运动,直线导轨可保证其沿直线做水平运动,在竖直方向上,不应影响到位置探测器的上下运动,所以采用如图2(b)所示结构。当导轨放置于被测表面上时,位置探测器底座高度大于导轨高度,所以滑块运动时,滑块下表面不与直线导轨上表面接触,从而消除了直线导轨引入的误差。为了确保激光器发出的激光束不受滑块运动产生的震动的影响,激光器底座和直线导轨分离。而在实际使用过程中,为了便于搬运和激光束对准,将直线导轨前端做一缺口,将激光器底座4个侧面全部做成斜面,激光器底座的垂直高度大于导轨高度,这样可以使搬运过程中整个装置合为一体,而在测量过程中则省略了激光束位置的粗调整,而且不会受导轨上表面起伏误差的干扰。图3为 φ4.4m环抛机蜡盘平面度测量实物图。
测量时残留在蜡盘表面的抛光液不会对测量产生干扰,少量抛光液反而可以使滑块的运动更加平缓,有利于降低由运动产生震动引入的误差。

图3 环抛机平面度实际测量图Fig.3 Actual measurement chart of flatness in continuous polishing machine
4 数据的处理方法
使用labview编写控制及数据处理软件,对原始数据按如图4(彩图见期刊电子版)所示的步骤进行处理。先对原始数据进行均值滤波[13],得到蓝色曲线。由于将激光束调整至完全水平难度很大,所以将滤波后的数据进行去除倾斜处理,得到的红色曲线为母线方向上蜡盘的平面度数据。

图4 数据处理过程Fig.4 Data processing
此时,经过滤波和去倾斜处理后的数据仍然不能反映蜡盘表面的平面度信息,所以还需要对曲线进行平滑法或者拟合法处理,得到趋势线来指导环抛工艺。平滑法可以最大程度上保留数据每段的细节信息,而拟合法可以跳过局部突变只反映整体趋势。两种方法的结果如图5、6所示。
由图5可知,在数据末端有明显的向下突变,这一段突变的长度占所测长度不足10%,对整体趋势不会产生影响,所以在数据处理时采用拟合法而非平滑法。图6显示,每段数据的趋势各不相同,采用拟合法形成的趋势线与实际情况相差较大,而采用平滑法得到的趋势线则可以很好地反映被测表面的形貌特征。

图5 采用拟合法处理数据Fig.5 Data processed by proposed method

图6 采用平滑法处理数据Fig.6 Data processed by smoothing method
5 数据分析与讨论
将一片平面玻璃元件放置在环抛机上进行精抛,每隔6小时测量一次蜡盘表面平面度,结果如图7所示。经统计分析后可以总结出以下两点:一、蜡盘表面平面度数值和钕玻璃面形数值的变化趋势均为由大慢慢变小。二、两者曲线形状由不匹配慢慢过渡到匹配,最终同时变小直至面形合格。
通过分析曲线可以发现,在整个环抛时间段的前半部分,平面度和PV数值的变化率要大于后半部分,而在时间段的前半部分平面度和PV曲线形状的不匹配度也要大于后半部分,其原因是两者曲线形状的不匹配,加剧了蜡盘表面和玻璃元件的对磨,使去除效率变高,从而提高了玻璃面形的收敛率。当两者曲线形状较为匹配后,平面度和PV数值的变化率降低,蜡盘和玻璃元件表面无序对磨,在理想状态下最终将形成绝对平面,现实情况下会得到PV值较小的表面,环抛机蜡盘的平面度也随之减小。
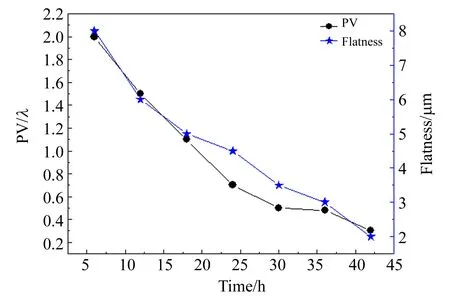
图7 平面度及PV值随时间变化趋势Fig.7 Flatness and PV concentrations over time
在重复测量时会出现前段时间玻璃元件面形收敛率低的现象,通过观察蜡盘平面度曲线的弯曲方向可以发现,当两者弯曲方向一致时,即使不匹配度很大,玻璃元件面形的收敛率依旧会很低,所以应通过调整环抛机的工艺参数来改变蜡盘平面度曲线的弯曲方向,以提高玻璃元件面形的收敛率,同时提高生产效率。
使用所研制的设备对现有生产中的环抛机蜡盘进行验证,同时检测环抛工件的面形。两者的部分测量数据如图8(彩图见期刊电子版)和图9(彩图见期刊电子版)所示。在图8(a)中,工件的光圈数大,超过两个光圈,经数据分析软件计算得到PV值为1.37λ;图8(b)显示此时蜡盘的平面度差值为5 μm左右。在图9(a)中,工件的光圈数大,约为一个光圈,经数据分析软件计算得到PV值为0.7λ;图9(b)显示此时蜡盘的平面度差值为3 μm左右。从图8和图9的数据可以发现,蜡盘面形与工件面形在数值上存在对应关系,当蜡盘平面度数值较小时,工件的PV值也较小,收敛效率快,在不同条件下重复测量的多组数据均存在这样的规律, 此时可以发现工件面形的PV值与蜡盘平面度成正比的关系。从而使工件由十几个波长迅速收敛到一个波长左右。而且本装置还能应用于环抛机蜡盘浇筑和修整阶段,大大提高了生产效率。
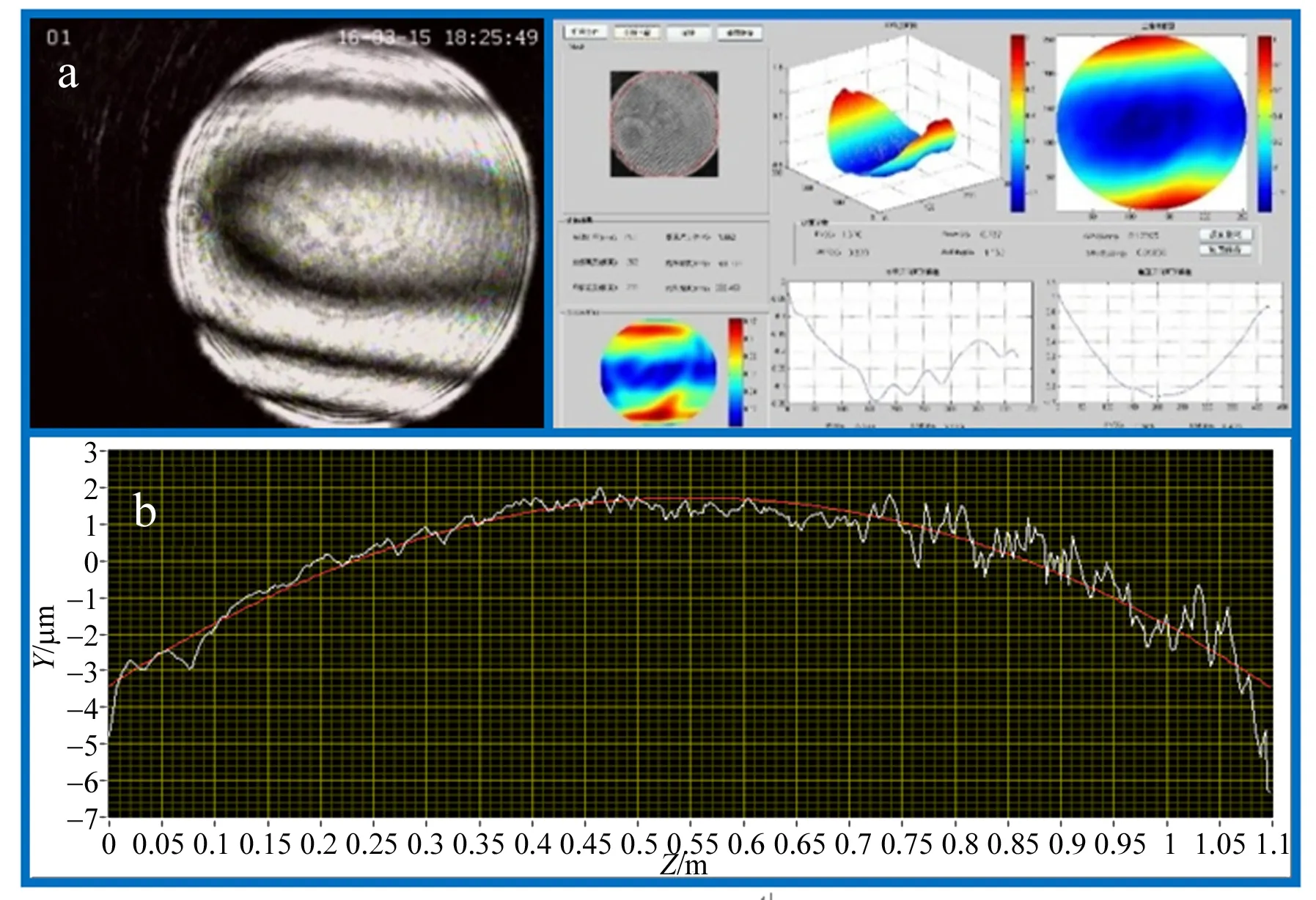
图8 蜡盘平面度为8 μm时,工件面形和蜡盘平面度的对照分析Fig.8 Comparison analysis of workpiece surface and pitch lap flatness with flatness of 8 μm

图9 蜡盘平面度为3 μm时,工件面形和蜡盘平面度的对照分析Fig.9 Comparison analysis of workpiece surface and pitch lap flatness with flatness of 3 μm
在实验中通过图10的数据,还可以发现,多次重复测量时,测量数据前端(0~0.4m)的重复性较好,小于±1μm,而后端重复性精度较差,大于±1μm。主要由激光器发出的激光束的发散角不够小或者后端空气的扰动增加造成的,在今后的工作中可通过相应的措施进一步的升级完善。

图10 ∅4.4 m环抛机平面度测量图Fig.10 Measurement chart of flatness for ∅4.4 m continuous polishing machine
6 结 论
本文研制了可对湿滑胶体平面进行高精度、快速测量的装置,该装置测量精度高,重复性精度为±1 μm。分析了环抛过程中蜡盘表面平面度和元件表面PV值之间的变化规律和相关性,根据测量数据得出蜡盘平面度数据和工件面形的对应关系,当平面度和工件面形数据曲线形状相差大时,工件面形的收敛率高,极大地促进了环抛工艺提升,经过精度和稳定性的提升之后,可以为环抛确定性抛光的重要技术支持。
[1] 刘栋. 高功率激光器中频波段传输特性研究[D]. 绵阳:中国工程物理研究院, 2013. LIU D.Studyontransmissioncharacteristicsofhighpowerlaserinintermediatefrequencyrange[D].Mianyang:China Academy of Engineering Physics,2013.(in Chinese)
[2] 刘小颂. 环形抛光在线面形监测技术的研究[D]. 南京:南京理工大学, 2014. LIU X S.Researchondetectingtechnologyofcontinuouspolishingonlinesurface[D].Nanjing:Nanjing University of Science and Techenlogy,2014.(in Chinese)
[3] 刘红婕, 景峰, 左言磊,等. 高功率激光束波前空间频率划分研究[J]. 光子学报, 2006, 35(10):1464-1467. LIU H J,JING F,ZUO Y L,etal.. Study of the dividing method of the wavefront spatial frequency of the high-power-laser beam [J].ActaPhotonicaSinica, 2006, 35(10):1464-1467. (in Chinses)
[4] 谢磊, 马平, 刘义彬,等. 大口径反射元件环形抛光工艺[J]. 强激光与粒子束, 2012, 24(7):1687-1690. XIE L,MA P,LIU Y B,etal.. Annular lapping of large-aperture reflective component[J].HighPowerLaserandParticleBeams, 2012, 24(7):1687-1690. (in Chinses)
[5] 单海洋, 徐学科, 贺洪波,等. 磷酸盐激光玻璃与光学沥青抛光胶的摩擦特性[J].中国激光, 2013,40(4):147-153. SHAN H Y, XU X K, HE H B,etal.. Friction properties between phosphate laser glass and optical polishing pitch[J].ChineseJournalofaser,2013,40(4):147-153. (in Chinses)
[6] 孙卫家. 大工件平面度检测技术研究[D]. 长春:长春理工大学, 2003. SUN W J.Researchondetectingtechnologyofflatnessoflargeworkpiece[D]. Changchun:Changchun University of Science and Technology,2003. (in Chinses)
[7] 陈明仪, 吴德柱, 程维明. 用条纹图形拼接法测量三维大物体面形[J].光学学报,1998,18(1):74 -79. CHEN M Y, WU D ZH, CHENG W M. Fringe-pattern connection method for shape measurement of 3-D large objects[J].ActaOpticaSinica, 1998,18(1):74-79. (in Chinses)
[8] 刘丽华, 张琢, 张善锺. 几种大平面平面度测量方法比较[J].宇航计测技术,1998,18(6):39-42. LIU L H, ZHANG ZH, ZHANG SH ZH. Comparison of several measuring methods of flatness of large plane[J].JournalofAstronaueicMetrologyandMeasurement, 1998,18(6):39-42. (in Chinses)
[9] 单海洋, 徐学科, 贺洪波,等.大口径激光玻璃环抛光学沥青抛光胶[J].强激光与粒子束, 2013, 25(8):1989-1994. SHAN H Y, XU X K, HE H B,etal..Optical polishing pitch for continuous polishing of large-aperture laser glass[J].HighPowerLaserandParticleBeams, 2013, 25(8):1989-1994. (in Chinses)
[10] 陈军.环抛中抛光胶盘面形在线监控技术研究[D].北京:中国科学院大学,2015. CHEN J.Researchonreal-timesurfacemonitoringofpolishingpadincontinuouspolishing[D].Beijing: Graduate University of Chinese Academy of Sciences,2015. (in Chinses)
[11] 欧光亮, 杨李茗, 王琳,等.大型环抛面形实时监测与控制[J]. 强激光与粒子束, 2012, 24(2):399-402. OU G L, YANG L M, WANG L,etal.. Real-time monitoring and controlling for large annular lapping[J].HighPowerLaserandParticleBeams, 2012, 24(2):399-402. (in Chinses)
[12] 方波, 邹鲲, 孟晶,等. 一种新的大平面平面度测量方法[J]. 机床与液压, 2012, 40(18):22-24. FANG B,ZOU K,MENG J,etal..A new measuring method for flatness of large plane[J].MachineTool&Hydraulics, 2012, 40(18):22-24. (in Chinses)
[13] 周浩. 线性数据拟合方法的误差分析及其改进应用[J]. 大学数学, 2013, 29(1):70-76. ZHOU H. Error analysis and improved application of linear data fitting method[J].CollegeMathematics, 2013, 29(1):70-76.(in Chinses)
Flatness measurement of pitch lap for large continuous polisher
WANG Zhe1,2*,XU Xue-ke1,2,SHAO Jian-da1,2,DUN Ai-huan1,2,YANG Ming-hong1,2,FAN Yong-tao1,FANG Yuan-yuan1,2,GAO Wen-lan1,2,LIU Fang3
(1.ShanghaiInstituteofOpticsandFineMechanics,ChineseAcademyofSciences,Shanghai201800,China; 2.ShanghaiHengyiOpticalPrecisionMachineryCo.,Ltd.,Shanghai201800,China; 3.CollegeofOpticsandElectronicInformation,HuazhongUniversityofScienceandTechnology,Wuhan430000,China) *Correspondingauthor,E-mail:wangzhe@siom.ac.cn
For the high efficient and high accuracy convergence of surface figure of a large aperture workpiece, the continuous polishing technology was investigated. As the convergence efficiency of surface figure of the workpiece was effected directly by the flatness of pitch lap in a continuous polisher, a high precision measurement equipment with repeatability accuracy of ±1 μm was designed and developed for measuring the flatness of the pitch lap. The change rules and correlation between the flatness of pitch lap and the PV value of surface figure for the workpiece were analyzed during continuous polishing, and relationship between the flatness data and the surface figure of the workpiece was obtained based on the measured data. The experiments indicate that when the diference between flatness and surface curve are larger, the shape of the workpiece is rapidly converged to about 1λ, meanwhile the polishing process transits from a rough polishing to a fine polishing. The high precision measurement equipment proposed by the paper implements precise measurement of the flatness for a large wet pitch lap and provides an important technical support for deterministic continuous polishing.
continuous polishing; large continuous polisher; pitch lap; flatness measurement
2016-10-18;
2016-11-17.
国家自然科学基金青年科学基金资助项目(No.61605228)
1004-924X(2016)12-3048-06
TH703;TN305.2
:Adoi:10.3788/OPE.20162412.3048

王 哲(1989-),男,河北张家口人,硕士,助理工程师,2014年于长春理工大学获得硕士学位,现就职于上海光机所,主要从事光学加工及检测技术的研究。E-mail: wangzhe@siom.ac.cn

邵建达(1964-),男,浙江宁海人,研究员,博士生导师,1986年毕业于浙江大学无线电与电子工程学系,1994年6月、1998年3月于中国科学院上海光学精密机械研究所分别获得光学工程硕士、博士学位,长期从事光学薄膜技术与光电信息功能薄膜的研究工作,涉及薄膜的沉积技术、监控技术以及薄膜的光学特性和物理特性的研究与发展。E-mail: jdshao@mail.shcnc.ac.cn
猜你喜欢
航天返回与遥感(2022年3期)2022-07-07
科技信息·学术版(2021年8期)2021-01-10
制造技术与机床(2018年12期)2018-12-23
航天返回与遥感(2018年2期)2018-05-17
制造技术与机床(2017年8期)2017-11-27
婚姻与家庭·性情读本(2017年1期)2017-02-16
中国美容整形外科杂志(2016年11期)2016-07-18
中国塑料(2015年9期)2015-10-14
精密制造与自动化(2014年1期)2014-09-04
组合机床与自动化加工技术(2014年9期)2014-03-01