含冷芯盒芯砂粘土砂的完全再生砂改性技术研究
2016-02-28 06:33孙清洲郝学杰杜航孙益民许荣福任文成
山东建筑大学学报 2016年6期
孙清洲,郝学杰,杜航,孙益民,许荣福,任文成
(1.山东建筑大学材料科学与工程学院,山东济南250101;2.山东省铸造清洁生产工程技术研究中心,山东济南250101;3.山东大学材料科学与工程学院,山东济南250061)
含冷芯盒芯砂粘土砂的完全再生砂改性技术研究
孙清洲1,2,郝学杰1,杜航1,孙益民3,许荣福1,2,任文成1
(1.山东建筑大学材料科学与工程学院,山东济南250101;2.山东省铸造清洁生产工程技术研究中心,山东济南250101;3.山东大学材料科学与工程学院,山东济南250061)
含冷芯盒芯砂粘土砂的完全再生砂与原砂相比,平均细度无明显变化、粒形更加圆整、泥分含量降低、耗酸值较高,而再生砂混制冷芯盒树脂砂的强度明显下降,降低了其铸造工艺性能。文章运用完全再生砂改性技术,采用加酸+烘干+机械搓擦+风选的改性工艺对含冷芯盒芯砂粘土砂的完全再生砂进行改性处理,并对其改性处理效果进行了验证。结果表明:以盐酸水溶液为改性剂对含冷芯盒芯砂粘土砂的完全再生砂进行改性,可明显提高其混制冷芯盒树脂砂时的铸造工艺性能;含冷芯盒砂芯砂粘土砂的完全再生砂改性工艺适宜改性剂浓度为3 mol/L,均化时间为60 min;由含冷芯盒芯砂粘土砂的完全再生砂改性砂混制冷芯盒树脂砂的即时抗拉强度和1 h抗拉强度均接近由同种新砂混制冷芯盒树脂砂的性能。
粘土砂;冷芯盒;完全再生砂;改性
0 引言
“十二五”期间,我国倡导的节能环保,低碳生产、节能降耗、提质增效等“绿色铸造”理念在铸造行业得到了强化,但是铸造废砂等固体废弃物再生循环利用率低仍然是铸造行业发展中存在的一大问题[1-3],为此提高铸造企业废(旧)砂再生循环利用率,减少铸造废砂的排放及新砂的使用,以保护环境和硅砂资源,对促进“绿色铸造”的发展具有重要的现实意义[4-5]。采用高温脆化+机械再生+微粉分离的粘土旧砂完全再生工艺对含冷芯盒芯砂粘土砂进行完全再生获得与和新砂相比,平均细度不发生明显变化,粒形更趋向于圆整,泥分含量降低,耗酸值较高的完全再生砂[6]。与同种原砂相比,其在粒形、含泥量方面更有优势,但在混制冷芯盒树脂砂时,发现完全再生砂的铸造工艺性能远低于同种新砂的铸造工艺性能[7-8],因而影响到粘土旧砂完全再生技术在含冷芯盒芯砂粘土砂再生中的应用,为此开展了含冷芯盒芯砂粘土砂的完全再生砂改性技术研究工作,力求通过对含冷芯盒芯砂粘土砂的完全再生砂进行改性处理,提高含冷芯盒树脂砂芯砂粘土砂的完全再生砂的铸造工艺性能,促进含冷芯盒树脂砂芯砂粘土砂的回收利用,降低铸造行业的废砂排放,保护自然环境及硅砂资源[9]。
1 试验仪器设备及材料
试验用主要仪器及设备有TG71工业天平、JD200-3G电子天平、SSD电磁微震筛砂机、磁力加热搅拌器、连续式洗砂机、电热恒温干燥箱(DGG-9070B型)、XQY-Ⅱ智能型砂强度仪、S2004高效转子混砂机,箱式电阻炉(SX2-5-12)、碾轮式粘土砂混砂机、机械搓擦磨轮再生机、冷芯盒树脂砂砂芯制备硬化装置和试验用小型微粉分离负压流化床等。
试验用原材料有原砂(河北围场砂)、再生砂(由围场砂混制的含15%冷芯盒树脂芯砂的粘土砂经完全再生而获得的再生砂,其性能见表1)、煤粉(山东平度产)、膨润土(维科VF-10)、液态酚醛树脂和异氰酸酯(济南圣泉)、改性剂(自行配制的盐酸水溶液)等。获得再生砂的步骤有(1)制备冷芯盒树脂砂芯砂称取围场砂新砂1 kg,按占新砂质量1%分别称取GP201液态酚醛树脂10 g和GP202异氰酸酯

表1 原砂及含冷芯盒芯砂粘土砂的完全再生砂的主要性能指标
10 g,以图1所示冷芯盒树脂砂混制工艺在S2004
高效转子混砂机中混制冷芯盒树脂砂,出砂后立即用标准“8”字试样模具制备抗拉强度试样,将未硬化的冷芯盒树脂砂“8”字试样放入冷芯盒树脂砂芯制备及硬化装置中[10]。根据冷芯盒砂样固化要求将三乙胺发生器的吹三乙胺压力和清洗压力均设为
0.2 MPa,将吹三乙胺时间和净化时间分别设定为8
和20 s,并按此固化工艺参数对冷芯盒砂样进行硬化处理,获得冷芯盒树脂砂抗拉强度标准“8”字试样,将硬化后的冷芯盒树脂砂试样散粒化,作为混制含冷芯盒树脂砂芯砂粘土砂的芯砂材料备用[11]。

图1 冷芯盒树脂砂混砂工艺图
(2)制备含冷芯盒树脂砂芯砂粘土砂的完全再生砂为贴近铸造生产的实际,模拟实际铸造生产过程中冷芯盒树脂砂芯砂的混入过程,在混制粘土砂时将占原砂质量15%的冷芯盒树脂砂芯砂加入,其中砂子∶膨润土∶煤粉为87∶8∶5,水分含量为占砂重的3%。将混制好的粘土砂自然风干后,经“700℃高温脆化处理+机械磨轮再生+风选处理”后获得试验所需的含冷芯盒树脂砂芯砂粘土砂的完全再生砂[12]。
2 含冷芯盒芯砂粘土砂的完全再生砂改性工艺
按照铸造用砂标准将含冷芯盒树脂砂芯砂粘土砂的完全再生砂与同种新砂进行对比后发现,除耗酸值高之外,其余各项性能指标均优于同种新砂,在混制冷芯盒树脂砂时,由新砂混制的冷芯盒树脂砂抗拉强度明显高于由含冷芯盒芯砂粘土砂的完全再生砂混制的冷芯盒树脂砂的抗拉强度,究其原因,主要是含冷芯盒树脂砂芯砂粘土砂的完全再生砂耗酸值远高于原砂耗酸值,所以通过酸处理改性使酸与完全再生砂表面的碱性物质反应,减少碱性物质对再生砂表面的污染[13-14],降低了完全再生砂的耗酸值,使树脂与固化剂更好地与再生砂粒表面接触,以更好地发挥树脂的粘结作用将成对再生砂改性的关键[15-16]。为此,将含冷芯盒芯砂粘土砂的完全再生砂的改性工艺初定为“加酸+烘干”(工艺1)、“加酸+烘干+风选”(工艺2)和“加酸+烘干+机械搓擦+风选”(工艺3)并开展了相应的研究工作。
取含冷芯盒芯砂粘土砂的完全再生砂1 kg,浓度为1 mol/L的盐酸水溶液10 g,并将盐酸水溶液加入到再生砂中用玻璃棒搅拌均匀,静置60 min后放入烘干箱烘干至恒重,测得改性砂的含泥量为0.332%,得到由改性工艺1制备的改性砂。取上述改性砂放入试验用小型负压流化床中风选5 min,获得由改性工艺2制备的改性砂,其含泥量为0. 243%[17]。取由改性工艺1获得的改性砂,将其放入磨轮式再生机中搓擦5 min,然后放入试验用小型负压流化床中风选5 min,获得由改性工艺3制备的改性砂,其含泥量为0.187%。分别取新砂、含冷芯盒芯砂粘土砂的完全再生砂以及采用上述三种改性工艺所获得的改性砂1 kg,以图1所示冷芯盒树脂砂混制工艺在S2004高效转子混砂机中混制冷芯盒树脂砂,出砂后制作标准“8”字型砂抗拉强度试样,并按固化工艺参数对试样进行吹胺固化,得到固化后的冷芯盒树脂砂抗拉强度标准“8”字试样,测试其即时抗拉强度和1 h抗拉强度,试验结果见表2。

表2 原砂及改性后再生砂混制冷芯盒树脂砂时的抗拉强度
由表2可以看出,由改性工艺1获得的改性砂的含泥量较改性前再生砂的含泥量有所上升,且高于同种新砂的含泥量,因为加酸改性后含冷芯盒树脂砂芯砂粘土砂的完全再生砂砂粒表面的一些污染物因与酸反应而从砂粒表面脱落,表明加酸对粘土再生砂进行改性,有助于进一步清洁再生砂砂粒的表面,降低砂粒表面的污染物。改性工艺2和3与改性工艺1相比均增加了风选环节,由改性工艺2和3获得的改性砂的含泥量低于由改性工艺1获得的改性砂的含泥量,且均低于同种新砂的泥分含量,风选使改性后再生砂中的泥分进一步降低。由改性砂混制的冷芯盒树脂砂的即时抗拉强度和1 h抗拉强度高于由未改性的完全再生砂混制的冷芯盒树脂砂的。由改性工艺3获得的改性砂混制冷芯盒树脂砂的即时抗拉强度和1 h抗拉强度为最高。由此可知,对完全再生砂进行加酸改性可以提高由其混制冷芯盒树脂砂的性能,对含冷芯盒芯砂粘土砂的完全再生砂进行化学改性可行有效,且改性工艺3所获得的改性砂铸造工艺性能最佳。
3 含冷芯盒芯砂粘土砂的完全再生砂改性参数的确定
3.1 含冷芯盒芯砂粘土砂的完全再生砂改性剂加入量的确定
在改性剂浓度(1 mol/L盐酸水溶液)不变的前提下,通过调整改性剂占砂子的质量分数,以研究改性剂加入量对改性砂性能的影响规律。称取一定质量的含冷芯盒芯砂粘土砂的完全再生砂,分别按改性剂加入量占再生砂质量的1%至6%混制改性砂,静置60 min后放入烘干箱烘干至恒重,分别测试改性砂的耗酸值,试验结果如图2所示。将上述改性砂放入磨轮式再生机中搓擦5min,然后放入试验用小型负压流化床中风选5 min,得到含冷芯盒树脂砂芯砂粘土砂的完全再生砂的改性砂。分别称取不同改性剂加入量的改性砂1 kg,按图1所示冷芯盒树脂砂混砂工艺在S2004高效转子混砂机中混制冷芯盒树脂砂,出砂后制备标准“8”字型砂抗拉强度试样,并按固化工艺参数进行吹胺固化处理,待冷芯盒树脂砂试样固化后,获得冷芯盒树脂砂芯砂抗拉强度标准“8”字试样,测量其即时抗拉强度,并静置1 h后测量其1 h抗拉强度,如图3所示。
由图2、3可以看出,含冷芯盒树脂砂芯砂粘土砂的完全再生砂的耗酸值随着改性剂加入量增加而不断降低,且由改性砂混制冷芯盒树脂砂时,发现其即时抗拉强度和1 h抗拉强度均有不同程度的提高,当改性剂加入量占砂子质量的3%时,由经过加酸改性处理后的改性砂混制冷芯盒树脂砂的即时抗拉强度和1 h抗拉强度均达到了最大值;当改性剂占完全再生砂的质量分数继续增加时,由改性砂混制的冷芯盒树脂砂的即时抗拉强度和1 h抗拉强度逐渐降低。改性剂占砂子质量3%时改性砂的耗酸值约为1 mL,由此可以看出,当改性砂耗酸时,改性后再生砂的耗酸值越低,由改性砂混制冷芯盒树脂砂的抗拉强度越高。改性砂由耗酸变为耗碱时,改性砂的酸性越强,由改性砂混制冷芯盒树脂砂的强度越低。
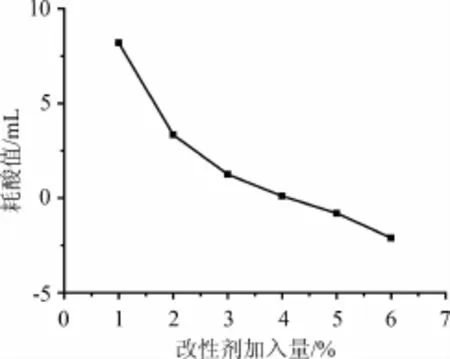
图2 改性剂加入量对再生砂耗酸值的影响图
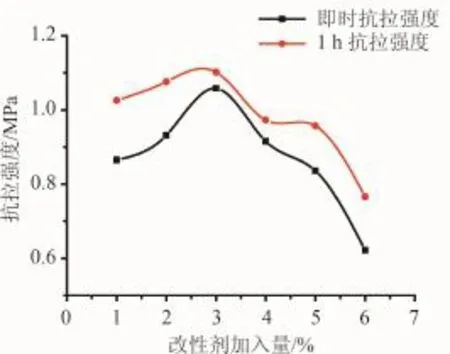
图3 改性剂加入量对冷芯盒树脂砂抗拉强度的影响图
3.2 含冷芯盒芯砂粘土砂的完全再生砂改性均化时间的确定
将加入改性剂后再生砂的放置时间定义为再生砂的改性均化时间。为了确定含冷芯盒芯砂粘土砂的完全再生砂改性时的最佳均化时间,通过改变再生砂加入改性剂后的放置时间,研究均化时间对改性砂铸造工艺性能的影响规律。称取一定质量含冷芯盒芯砂粘土砂的完全再生砂,按占砂子质量的3%加入改性剂(1 mol/L盐酸水溶液)混制改性砂,将改性剂与再生砂混匀后,以20 min为梯度,将均化时间设置在20至120 min区间内,均化后放入烘干箱烘干至恒重,分别放入磨轮式再生机中搓擦5 min,最后放入试验用小型负压流化床中风选5 min,得到改性砂。分别称取改性后经不同时间均化处理的改性砂1 kg,按图1所示,冷芯盒树脂砂混砂工艺在S2004高效转子混砂机中混制冷芯盒树脂砂,出砂后制备标准“8”字型砂抗拉强度试样,并按固化工艺参数进行吹胺固化处理,待冷芯盒树脂砂试样固化后分别测试其即时抗拉强度和1 h抗拉强度,如图4所示。

图4 均化时间对改性砂混制冷芯盒树脂砂抗拉强度的影响图
由图4可以看出,完全再生砂改性后混制冷芯盒树脂砂时,其即时抗拉强度和1 h抗拉强度随改性均化时间的延长而提高,当均化时间达到60 min时,由改性砂混制的冷芯盒树脂砂的即时抗拉强度和1 h抗拉强度达到了最大值,继续延长改性过程的均化时间,其即时抗拉强度、1 h抗拉强度均下降。主要是因为再生砂砂粒表面残存的碱性物质牢固地附着在砂粒表面,加酸对再生砂进行改性时,酸首先和最外层的碱性物质进行反应,然后通过渗透才能进入残存碱性物质的内部并与其进行进一步的化学反应,正是这种渗透延缓了改性剂和碱性物质反应的时间。均化时间短导致改性剂与砂粒表面的碱性残留物反应不完全,达不到最佳的改性效果;当均化时间过长时,酸与砂粒表面的残留碱性物反应过度,不利于反应后的产物从砂粒表面脱落,同样达不到最佳的改性效果。因此,含冷芯盒芯砂粘土砂的完全再生砂加入改性剂后的最佳均化时间为60 min。
3.3 含冷芯盒芯砂粘土砂的完全再生砂改性剂浓度的确定
为探索改性剂加入量对含冷芯盒树脂砂芯砂粘土砂的完全再生砂改性后铸造工艺性能的影响,在控制改性剂中溶质质量不变的情况下,通过调整改性剂浓度,调整改性时加入含冷芯盒树脂砂芯砂粘土砂的完全再生砂中改性剂的加入量,研究改性剂加入量对改性砂铸造工艺性能的影响规律。前期的研究表明,改性剂(1 mol/L盐酸水溶液)加入量占再生砂质量的3%时,改性砂的铸造工艺性能最好,此时单位质量再生砂中加入改性剂的溶质量为最佳溶质量,将改性剂加入量的变化梯度设为占砂子质量的1%,改性剂加入量的变化范围设为1%~6%,以加入最佳溶质量为基础,分别配置相应浓度的改性剂。将不同浓度的改性剂加入再生砂中混合均匀,静置60 min后烘干至恒重,放入磨轮式再生机中搓擦5min,然后放入试验用小型负压流化床中风选5 min,得到改性砂。分别称取不同改性剂加入量的改性砂1 kg,按图1所示冷芯盒树脂砂混砂工艺在S2004高效转子混砂机中混制冷芯盒树脂砂,出砂后制备标准“8”字型砂抗拉强度试样,并按固化工艺参数进行吹胺固化处理,待冷芯盒树脂砂试样固化后分别测试其即时抗拉强度和1 h抗拉强度,如图5所示。
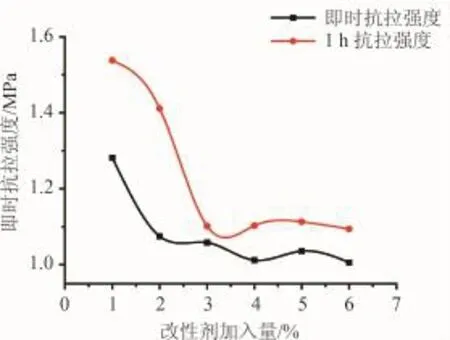
图5 改性剂加入量对由改性砂混制的冷芯盒树脂砂抗拉强度的影响图
由图5可以看出,在单位质量再生砂中加入改性剂溶质质量不变的情况下,随改性剂加入量的增加,由改性砂混制冷芯盒树脂砂的即时和1 h抗拉强度降低,改性剂加入量占再生砂质量的1%时,改性砂具有最佳的铸造工艺性能。这是因为当改性剂中溶质质量不变的情况下,改性剂加入量为1%时,改性剂已可润湿砂粒表面,继续增加改性剂的加入量,改性剂将会在砂粒表面富集,富集的改性剂不利于改性后砂粒表面附着物的脱落,因而,降低了改性后再生砂的铸造工艺性能。另外,根据经验,当液体和砂子混合时,液体占砂子质量小于1%时,液体将不能完全润湿砂粒的表面,因此在本研究中未对改性剂占砂子质量1%以下的情况做进一步研究。
3.4 适宜改性工艺及工艺参数下改性砂的铸造工艺性能
取含冷芯盒芯砂粘土砂的完全再生砂,按照“加酸+烘干+机械搓擦+风选”改性工艺,以改性剂占砂子质量的1%,均化60 min后烘干,将砂子放入磨轮式再生机中搓擦5 min,放入试验用小型负压流化床中风选5 min,得到改性砂。称取改性砂1 kg,按图1所示冷芯盒树脂砂混砂工艺在S2004高效转子混砂机中混制冷芯盒树脂砂,出砂后制备标准“8”字型砂抗拉强度试样,按固化工艺参数进行吹胺固化处理,待冷芯盒树脂砂试样固化后,测量其即时抗拉强度和1 h抗拉强度,见表3。

表3 由改性砂混制冷芯盒砂的型砂性能
由表2和3可以看出,在适宜改性工艺及改性工艺参数条件下,含冷芯盒芯砂粘土砂的完全再生砂经改性处理后,其即时抗拉强度和1 h抗拉强度比未改性的再生砂有明显提高,且接近由同种新砂混制冷芯盒树脂砂时的即时抗拉强度和1 h抗拉强度。研究表明:含冷芯盒芯砂粘土砂的完全再生砂砂粒表面残存的碱性死粘土是影响其混制冷芯盒树脂砂铸造工艺的因素,在适宜改性工艺参数下,可以将砂粒表面的碱性死粘土更好地去除,提高完全再生砂砂粒表面清洁度,降低其耗酸值和含泥量,混砂过程中使树脂与砂粒更好地结合,从而提高其铸造工艺性能,满足铸造生产的要求。
4 结论
通过上述研究可知:
(1)以盐酸水溶液为改性剂对含冷芯盒树脂砂芯砂粘土砂的完全再生砂进行改性,明显提高了改性砂混制冷芯盒树脂砂时的铸造工艺性能。
(2)含冷芯盒砂芯砂粘土砂的完全再生砂适宜改性工艺为“加酸+烘干+机械搓擦+风选”,适宜改性剂浓度为3 mol/L,加入量为占砂子质量的1%,均化时间为60 min。
(3)在适宜改性工艺及工艺参数条件下对含冷芯盒树脂砂芯砂粘土砂的完全再生砂进行改性,由改性砂混制冷芯盒树脂砂的即时抗拉强度和1 h抗拉强度均接近由同种新砂混制冷芯盒树脂砂的性能。
[1] 柳建国,黄天佑,杜孔明.“十二五”铸造行业节能减排措施及对策研究[J].机电产品开发与创新,2013(1):28-30.
[2] 朱以松,吴殿杰.铸造旧砂资源化再生技术与创新[J].铸造设备与工艺,2014(5):1-7.
[3] 陈维平.我国铸造行业与节能减排[J].机电工程技术,2013(6):1-6.
[4] 郝学杰,孙清洲.砂处理工艺及设备:节能减排,智能化成2015年发展方向[J].机械工业标准化与质量,2016(2):29-30.
[5] 周惦武,李娄明,张福全.“绿色铸造”与铸造行业环保[J].铸造设备与工艺,2011(1):49-53.
[6] 张维义.粘土旧砂再生及再生砂铸造工艺性能的研究[D].济南:山东建筑大学,2009.
[7] 许荣福.含冷(热)芯盒芯砂粘土砂的再生及应用[D].济南:山东建筑大学,2010.
[8] Sun Q.Z.,Xu R.F.,Zhao Z.K,et al..Study on the technological adaptability of the reclaimed sand applied in the chemical bonded sand[J].Advanced Materials Research,2010(139/141):524-527.
[9] 牟艳秋,巴吾东,刘世森,等.铸造废砂的再利用[J].铸造技术,2010,31(10):1358-1360.
[10]刘喜俊,许荣福,孙清洲,等.实验用冷芯盒树脂砂硬化装置的设计与应用[J].铸造技术,2015(9):2350-2351.
[11]许荣福,孙清洲,张普庆,等.粘土旧砂的再生砂用于冷芯盒芯砂的实验研究[J].铸造技术,2010,31(4):385-387.
[12]孙清洲,张普庆,许荣福.黏土旧砂完全再生成套设备[J].铸造设备与工艺,2015(2):4-7,50.
[13]陈毅永,薛雲安.型砂表面活性处理[J].清华大学学报(自然科学版),1958(1):89-109.
[14]罗丹,朱世根.覆膜砂用原砂的预处理[J].机械设计与制造,2005(6):156-158.
[15]靳立.粘土完全再生砂改性技术的研究[D].济南:山东建筑大学,2014.
[16]杜航.含呋喃树脂自硬砂芯砂粘土砂的完全再生砂改性技术研究[D].济南:山东建筑大学,2016.
[17]张普庆,王献忠,孙清洲,等.实验用小型负压流化床的开发与应用[J].铸造技术,2010,31(5):551-553.
(校庆约稿)
山东建筑大学材料加工工程学科——孙清洲教授

孙清洲教授现为二级教授,享受国务院特殊津贴专家,山东建筑大学校级教学名师,硕士生导师,山东建筑大学材料加工工程学科首席岗教授,山东省有突出贡献的中青年专家,兼职山东省铸造清洁生产工程技术研究中心主任。
孙清洲教授多年来主要承担材料成型工艺及设备的教学及科研工作,其教学研究成果获得山东省高校优秀教学成果三等奖1项、省实验技术成果三等奖2项、校级优秀教学成果奖2项,其主讲的铸造机械化课程被评为山东省精品课程;主持和承担了多项纵向及横向科研项目,其科研成果获得国家科技进步奖提名教育部二等奖1项(首位)、山东省科技进步二、三等奖各1项(首位)、中国机械工业科技进步三等奖1项,山东省人文和社会科学三等奖1项及多项厅级奖励,以首位获得国家专利授权14项,其中发明专利授权6项;发表学术论文80余篇,其中:30余篇论文被SCI、EI收录。
M odification technology of total reclamation sand reclaimed from the used green sand containing cold box resin sand
Sun Qingzhou1,2,Hao Xuejie1,Du Hang1,et al.
(1.School of Material Science and Engineering,Shandong Jianzhu University,Jinan 250101,China;2.Shandong Provincial Foundry Cleaner Production Engineering Technology Research Center,Jinan 250101,China)
Compared with the properties of the same base sand,the total reclamation sand reclaimed from the used green sand containing cold box resin sand are found that the AFS fineness is not changed much,the grain shape is near round,the mud content is lower,the acid demand value is higher,the strength of the cold box resin sand is lower than.Improving the casting technique properties of the cold box resin sand mixed by the sand reclaimed from the used green sand containing cold box resin sand,themodification technology of the total reclamation sand is researched.When the total reclamation sand is prepared with“added acid+drying+mechanical rubbing+separation of micro-powder”modification technology,the acid demand value of the reclamation sand ismuch lower than beforemodification has improved significantly.When themodifier concentration is 3mol/L,the amount ofmodifier putting into the reclamation sand is 1%of the reclamation sand weights,the laid up time after adding modifier is 60 minutes,the instant tensile strength is 1.282MPa and the 1h tensile strength is 1.538MPa of the cold box resin sand mixed by the reclamation sand.The instant tensile strength and the 1h tensile strength is best and near the tensile strength of the cold core box resin sand mixed by the base sand.
green sand;cold box resin sand;reclamation sand;modification
TG221
A
1673-7644(2016)06-0543-06
2016-10-26
山东省科技发展计划项目(2014GSF116022)
孙清洲(1962-),男,教授,硕士,主要从事铸造车间机械化、造型材料、铸造清洁生产等方面的教学及研究工作. E-mail:qingzhousun@126.com
猜你喜欢
石油沥青(2021年4期)2021-10-14
选煤技术(2021年6期)2021-04-19
济南大学学报(自然科学版)(2021年2期)2021-03-04
新少年(2020年10期)2020-10-30
山东交通科技(2020年1期)2020-07-24
活力(2019年17期)2019-11-26
上海航天(2018年3期)2018-06-25
中国塑料(2015年6期)2015-11-13
中国塑料(2015年10期)2015-10-14
焊接(2015年10期)2015-07-18