W对自由烧结型铁基金刚石工具胎体性能的影响
2016-03-08 07:32卢安军林峰秦海青蒙光海程煜罗文来
粉末冶金材料科学与工程 2016年6期
卢安军,林峰,秦海青,蒙光海,程煜,罗文来
W对自由烧结型铁基金刚石工具胎体性能的影响
卢安军1,林峰1,秦海青1,蒙光海1,程煜1,罗文来2
(1. 广西超硬材料重点实验室、国家特种矿物材料工程技术研究中心、中国有色桂林矿产地质研究院有限公司,桂林 541004;2. 桂林特邦新材料有限公司,桂林 541004)
以专用于自由烧结型金刚石工具胎体的亚微米级铁基合金粉末为主要结合剂,添加金属W(添加量为0~12%,质量分数),采用自由烧结工艺制成金刚石工具胎体和金刚石/胎体试样,对胎体进行力学性能测试和断口形貌分析,并用金刚石工具进行磨削试验。结果表明,随W含量增加,胎体的相对密度及强度均下降;添加6.0% W可明显提高胎体对金刚石的把持能力,并提高胎体硬度,但随W含量进一步增加,把持能力下降,同时胎体硬度降低;W在胎体内虽然可生成强碳化物,但在自由烧结过程中起不到强化胎体的作用,反而降低胎体的韧性,尤其是当胎体中添加12.0%W时,胎体内孔隙明显,强度大幅下降;与不添加W的胎体相比,添加8.0% W时,虽然金刚石工具的锋利度有所下降,但耐磨性提高。
金刚石工具;自由烧结;W;铁基;力学性能;磨削
烧结型金刚石工具是将金刚石磨粒均匀混入金属粉末中,经冷压成形、烧结以及后续处理而得的制品,是各类金刚石工具制品中用量最大、用途最广的一类。在国内,烧结型金刚石工具刀头一直采用的制备工艺是:将混合粉料进行冷压成形后,再装入石墨模具中进行真空热压。真空热压工艺具有烧结致密性好、胎体形状规整、烧结胎体性能可调范围广等优点而被大多数企业沿用,但该工艺具有以下缺点:1) 石墨模具寿命短,损耗大;2) 采用电阻式烧结机单模烧结,效率低,能耗高;3) 装载、拆卸石墨模具由人工单件完成,劳动强度大,效率低,且制品质量受操作工人技能熟练程度的影响,这些缺点导致金刚石工具制品的生产成本一直居高不下。目前国外大部分企业已摒弃这种过程繁琐、生产成本较高的热压工艺,以高活性合金粉末为原料,采用自由烧结(free sintering)工艺,烧结时不需要使用石墨模具,生产效率高、能耗低[1−3],可获得各项性能达到预期要求的金刚石工具胎体。所谓自由烧结,是指将具有一定形状的胎体素坯在1个大气压力(0.1 MPa)下高温烧结成致密、坚硬且具有一定力学性能的固结体的过程。相对于“热压”而言,自由烧结是在无外加驱动力、保持在0.1 MPa压力的某种气氛中进行的。在国内金刚石工具企业扩大生产规模、降低制品综合成本和国家节能环保政策要求的背景下,自由烧结金刚石工具胎体的工艺技术已逐步得到行业的认可和推广[4]。W及W的碳化物具有高硬度、高强度、高耐磨性等特点,在烧结型金刚石工具胎体中,W与Fe,Cu,Co,Ni等都有较好的相容性,750 ℃以上就能在金刚石表面与金刚石反应形成强碳化物,有利于提高金属胎体对金刚石的把持力[5−8],因此,在金刚石工具胎体中,往往添加一定量的W,以提高胎体的强度和耐磨性[9−12]。但W的这种强化作用都是基于热压工艺所积累的实践经验,国内在自由烧结型金刚石工具胎体中添加W以提高胎体性能的相关技术鲜有报道。本文以自主研制的专用于自由烧结金刚石工具胎体的Fe基亚微米合金粉末作为主要结合剂,分别添加不同含量的W粉末,制备金刚石工具胎体材料,分析W对胎体性能的影响,为后续开发自由烧结型金刚石工具胎体配方提供参考。
1 实验
1.1 原料粉末
以FeCl2,CoCl2和CuCl2为原料,以草酸为沉淀剂,采用共沉淀−扩散还原法制备专用于自由烧结型金刚石工具胎体的亚微米级铁基合金粉末(简称FSSP粉末)。FeCl2纯度为99%,由上海盛龙化工有限公司生产;CoCl2纯度为96.8%,由澳特钴镍(大连)制品有限公司生产;CuCl2纯度为98%,由上海华亭化工厂有限公司生产;草酸纯度为99.5%,由福建省邵武精细化工厂生产。铁基合金粉末的制备过程如下:首先按照Fe45Co17Cu38的元素配比(质量分数)称取FeCl2,CoCl2和CuCl2,溶解于50~60 ℃的装有去离子水的水釜中,配制成浓度为1.5 mol/L的混合电解质溶液,同时将适量草酸加入到75~80 ℃的装有去离子水的水釜中,配制与上述电解质溶液同样体积的浓度为1.8 mol/L的草酸沉淀剂溶液。将这2种溶液边搅拌边缓慢加热30 min,温度介于60~65 ℃时同时缓慢倒入搅拌反应釜中,再加入适量氨水调节混合溶液pH值至0.9~1.1,充分搅拌40 min进行共沉淀反应。将沉淀物洗涤、干燥、筛分,即得到复合沉淀物前驱体。将复合沉淀物置于450 ℃的电阻炉中煅烧150 min,得到复合金属氧化物,然后将其置于525 ℃的还原炉中还原150 min,还原气氛为H2,还原后的物料经破碎、筛分即得到亚微米FSSP合金粉末,粉末的平均粒度为4.0 μm,含氧量(质量分数)≤0.5%。
本研究所用W粉由厦门金鹭特种合金有限公司提供,W粉的平均粒径为4.5 μm。金刚石颗粒由河南黄河旋风股份有限公司提供,粒径为355~425 μm。此外,胎体中还添加CuSn20合金粉和Ni粉等。
1.2 胎体制备
按表1所列的胎体原料配比称取各种粉料,混合均匀后,加入金刚石颗粒,并滴加粉料总质量1.0%的甘油作为湿润剂,再混合均匀。将混合粉料冷压成形,得到尺寸为34 mm×13 mm×6 mm的素坯,相对密度为68%~71%。将素坯置于推杆式电阻隧道烧结炉中进行自由烧结,得到尺寸为30 mm×11 mm×5 mm的胎体试样和金刚石/胎体试样。烧结气氛为氨气分解气体,氨气流量为1.2 m3/h。烧结工艺为:600 ℃保温30 min,700 ℃保温50 min,800 ℃保温40 min,875 ℃保温60 min,700 ℃保温100 min,自然冷却至室温。

表1 金刚石工具胎体的原料配比
1.3 性能测试及表征
采用阿基米德法测定胎体的密度,并计算出相对密度;采用TH300型洛氏硬度计测试胎体的硬度,每组胎体任意选3个试样,每个试样测试3个点,取算术平均值;采用CMT4304液压万能材料试验机测试胎体的三点抗弯强度,每组测试5个试样,取算术平均值;以含金刚石颗粒的胎体抗弯强度(d)与不含金刚石颗粒的胎体抗弯强度(0)的差值作为胎体的损失强度值,用抗弯强度损失率()间接评价胎体对金刚石的把持能力,计算公式如下:
式中:0为不含金刚石颗粒的胎体抗弯强度,MPa;d为含金刚石颗粒的胎体抗弯强度,MPa。同样配方的胎体,含金刚石胎体的抗弯强度一般都比不含金刚石胎体的抗弯强度低,因此,值越大,说明胎体对金刚石的把持能力越差。反之,越小,胎体对金刚石的把持能力越好。
用日本S-4800型场发射扫描电镜(FE-SEM)观察胎体的断面形貌,并对含W胎体进行能谱分析。
采用型号为DHM−1的磨耗比测定仪测试含金刚石胎体的磨削性能,该试验设备由郑州大华机电技术有限公司制造,设备运行时设定线速度为25 m/s,工作过程中线速度保持不变。所使用的砂轮外径为100 mm,内径20 mm,厚度20 mm,砂轮坑深3.4 mm。磨削过程中加少量自来水淋洗,当砂轮被磨至外径为60 mm时停止,每个胎体试样连续磨削3个砂轮,分别计量磨削后胎体的质量磨损量和砂轮的质量磨损量,记录磨削时间。以锋利度()和耐磨性()表征胎体的磨削性能,计算公式如下:
式中:为砂轮的磨损量,g;为磨削耗时,s;为胎体的磨耗量,g;为胎体的锋利度,g/s,越大,说明胎体越锋利;为胎体的耐磨性,越大,说明胎体越耐磨。每组胎体测试5个试样块,取算术平均值。
2 结果与讨论
2.1 力学性能
图1所示为W含量对胎体力学性能的影响,表2所列为金刚石工具胎体的力学性能。从表2可看出,与含W的胎体相比,不含W的胎体相对密度以及抗弯强度都更高,其中含金刚石胎体的抗弯强度达到 1 141.4 MPa,但强度损失率高达27.0%,说明不含W的胎体材料对金刚石的把持能力较低。随胎体中W含量增加,胎体的相对密度以及抗弯强度都呈下降趋势,如图1(a)与(b)所示。含6% W的胎体硬度明显高于不含W的胎体,但随W含量进一步增加,胎体硬度逐渐下降,如图1(c)所示。当胎体中W含量为6.0%时,强度损失率仅为15.3%,远低于不含W胎体的强度损失率,这是因为W在750 ℃以上便与金刚石表面发生反应,生成碳化物,而且W与Co有较好的相容性,故可认为W在胎体金属与金刚石之间起到降低界面张力的作用,改善金属结合剂与金刚石之间的润湿性,从而加强二者的化学冶金结合。为进一步证实W的这种作用,对W含量为8.0%的胎体断面进行能谱分析,如图2(a)和(b)所示,其中图2(a)为断口处未镶嵌金刚石颗粒部位的能谱分析,该部位的W含量(质量分数)为7.50%,与理论计量含量的8.0%相差不大,略有损失,图2(b)所示为断面处金刚石脱落后留下的凹坑表面能谱分析,该处W含量为12.92%,远大于理论含量,说明胎体中的W已向金刚石表面迁移、富集,从而提高胎体对金刚石的把持能力。但随W含量增加,胎体的强度损失率增加,如图1(d)所示,说明胎体对金刚石的把持力随W含量增加而减弱。
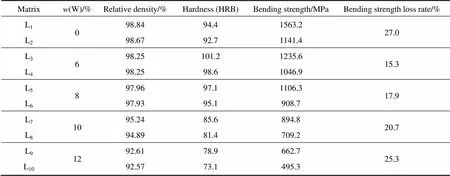
表2 胎体的力学性能

图1 W含量对胎体力学性能的影响
2.2 形貌
图3所示为(W)分别为0,6%,10%和12%的含金刚石颗粒的胎体(L2,L4,L8,L10)弯曲断口SEM形貌。由图3(a)可见,不含W胎体的断口韧窝以及晶界不明显,裂纹主要从晶粒内部展开,主要表现为穿晶韧性断裂,只有少量的沿晶断裂裂纹,故胎体的三点抗弯强度较高,韧性较强;此外,断口处只有少量孔隙,胎体致密度较高,胎体的相对密度达到98.67%。相比于图3(a),含6.0%W胎体的断口处韧窝相对明显且分布均匀,并有细小的球形或近球形韧窝。根据粉末冶金原理[13],高温烧结时,W颗粒弥散于胎体中,与Co形成固溶体,抑制胎体中CuSn20的流动,阻止晶粒移动与长大。因此,与图3(a)相比,图3(b)中可分辨的孔隙状况相差不大,但晶粒更细小,表明在胎体中添加少量的W可在一定程度上起到细化晶粒的作用,从而使得含6.0%W胎体的密度与不含W的胎体相近,但硬度较高。从图3(c)可看出W含量为10.0%的胎体,其断口裂纹混乱,韧窝明显,断裂时裂纹从晶界扩展,而且胎体中的孔隙比图3(a)和(b)中明显增多,故胎体的相对密度、硬度与抗弯强度都降低,在三点抗弯试验中呈脆性断裂。而(W)增加到12.0%时,胎体内局部出现较多的“散沙”状形貌,孔隙率较高,如图3(d)所示。分析认为,W含量增加,FSSP合金粉末相应减少,尤其是与W形成W-Co合金的Co含量减少后,在没有外力挤压的自由烧结过程中,过量的W在胎体内未能合金化而弥散于胎体内部,阻碍胎体晶粒的扩散、迁移与重排,进而导致胎体的相对密度、硬度以及抗弯强度都较大幅下降。综合胎体的形貌与力学性能的变化分析,在自由烧结过程中,胎体内虽然有W-Co硬质合金相以及W的强碳化物生成,但起不到弥散强化胎体的作用,只对硬度稍有改善,这与真空热压工艺中W提高胎体强度的作用[14−15]不同,主要是因为自由烧结过程中没有外力的挤压以及W的“钉扎”效应,导致胎体晶粒扩散、迁移以及重排受阻,合金化不充分,使得胎体强度较低。

图2 W含量为8.0%的胎体断口能谱分析

图3 含金刚石颗粒的胎体弯曲断口SEM形貌
2.3 磨削性能
表3所列为含金刚石颗粒胎体的磨削性能。从表3可看出,当(W)为6.0%时,胎体的锋利度与耐磨性均比不含W的胎体略高,这是因为含W胎体对金刚石的把持能力强,金刚石出刃高度较高,能有效参与磨削;当(W)为8.0%时,胎体的锋利度反而比含6.0% W胎体的锋利度小,而耐磨性增强。从表3可知,含8.0% W的胎体磨损量(1.15 g)比含6.0% W胎体的磨损量(1.32 g)小,这主要是因为含8.0% W的胎体中更耐磨的W或者W合金相较多,胎体本身磨损量较少。虽然6.0% W胎体的硬度比含8.0% W胎体的硬度高,但实践证明胎体的耐磨性与硬度没有必然的联系[16]。当(W)增加到10.0%时,胎体的锋利度比(W)为8.0%的胎体略高,但耐磨性较差,主要是因为含10% W的胎体致密度、强度以及对金刚石颗粒的把持能力均比含8.0% W的胎体试样差。尤其是W含量为12.0%的胎体,由于致密性以及强度都较低,金刚石容易过早脱落,有效参与磨削的金刚石大大减少,致使胎体的锋利度以及耐磨性均下降。

表3 含金刚石颗粒的胎体磨削性能
Note:=Mass wear of abrasive wheel/grinding time;=Mass wear of abrasive wheel/mass wear of matrixes
3 结论
1) 以FSSP亚微米合金粉末为主要结合剂,采用自由烧结工艺制备金刚石工具胎体材料,胎体的相对密度与抗弯强度都随胎体中W含量增加而降低。添加6%W(质量分数)可提高胎体的硬度以及胎体对金刚石颗粒的把持能力,但随(W)继续增加,胎体的硬度和对金刚石的把持能力均下降。
2) W的加入使胎体韧性降低,脆性增强。尤其是当(W)增加到12.0%时,胎体内孔隙明显,强度大幅下降。
3) 添加一定量的W可提高胎体的耐磨性,但对胎体锋利度的改善不明显,胎体中(W)以8%左右 为宜。
[1] VILLAR M D, MURO P, SANCHEZ J M, et al. Consolidation of diamond tools using Cu-Co-Fe based alloys as metallic binders[J]. Powder Metallurgy, 2001, 44(1): 82−90.
[2] MANCISIDOR A, LUNO-BILBAO C, VIELMA N J, et al. Effect of sintering atmosphere on densification, mechanical properties and diamond stability of prealloyed diamond impregnated composites obtained by free sintering[J]. Powder Metallurgy, 2013, 56(5): 362−373 .
[3] 张延军, 谢志刚, 王智慧, 等. 金刚石绳锯的最新进展[J]. 超硬材料工程, 2009, 21(2): 56−58. ZHANG Yanjun, XIE Zhigang, WANG Zhihui, et al. The latest development of diamond wire saw[J]. Superhard Materal Engineering, 2009, 21(2): 56−58.
[4] 朱艺添, 蒙云开, 李丽英, 等. 还原气氛热压烧结技术及其节能减排效益的研究[J]. 金刚石与磨料磨具工程, 2012, 32(1): 68−75. ZHU Yitian, MENG Yunkai, LI Liying, et al. Study on hot pressed sintering under reducing condition and its benefit from energy saving and emission reduction[J]. Diamond & Abrasives Engineering, 2012, 32(1): 68−75.
[5] 宋月清, 康志君, 高云. 金刚石与金属(或合金)的结合界面分析[J]. 人工晶体学报, 1999, 28(4): 404−408. SONG Yueqing, KANG Zhijun, GAO Yun. Study on interface of diamond and metal matrix[J]. Journal of Synthetic Crystals, 1999, 28(4): 404−408.
[6] 侯书增, 鲍崇高, 付青然, 等. 硬质合金/高铬铸铁复合材料的界面特性及磨损性能研究[J]. 西安交通大学学报, 2012, 46(5): 73−78.HOU Shuzeng, BAO Chonggao, FU Qingran, et al. Interfacial characteristics and abrasive wear behavior of cemented carbide/high-Cr white cast iron composite[J].Journal of Xi’an Jiaotong University, 2012, 46(5): 73−78.
[7] 张立. 相图在硬质合金成分与工艺设计中的应用[J]. 硬质合金, 2000, 7(2): 69−71. ZHANG Li. Application of ohase diagram in the design of composition and technology of cemented carbides[J]. Cemented Carbide, 2000, 7(2): 69−71.
[8] 孙毓超, 宋月清. 对结合剂中钴的再认识[J]. 人工晶体学报, 2002, 31(6): 608−615. SUN Yuchao, SONG Yueqing. Re-congnizance to cobalt in the matrix[J]. Journal of Synthetic CrastalsS, 2002, 31(6):608−615.
[9] 闫海芸, 张顺林, 郭桦. W基串珠胎体配方的实验研究[J]. 金刚石与磨料磨具工程, 2013, 33(3): 31−35. YAN Haiyun, ZHANG Shunlin, GUO Hua. Research on the formulation of W-based bead matrix[J]. Diamond & Abrsives Engineering, 2013, 33(3): 31−35.
[10] 左宏森, 徐坚, 王春华. 硬质材料在金刚石工具胎体中的应用[J]. 金刚石与磨料磨具工程, 2005, 25(3): 41−44. ZUO Hongsen, XU Jian, WANG Chunhua. Functions of hard material on the matrixes in diamond tools[J]. Diamond & Abrsives Engineering, 2005, 25(3): 41−44.
[11] 韩娟, 刘少华, 陈哲, 等. 超细W-25Cu粉末在金刚石工具中的应用研究[J]. 粉末冶金工业, 2013 23(1): 23−31. HAN Juan, LIU Shaohua, CHEN Zhe, et al. Study on ultrafine W-25Cu powder used in diamnnd tools[J]. Powder Metallurgy Industry, 2013, 23(1): 23−31.
[12] 郑汉书, 魏洪涛, 陈欣宏, 等. 几种提高微晶石锯片综合应用性能的方法[J]. 金刚石与磨料磨具工程, 2006, 26(4): 12−20. ZHENG Hanshu, WEI Hongtao, CHEN Xinhong, et al. Research on improving the quality of saw blade for cutting micro- crystallized stone[J]. Diamond & Abrsives Engineering, 2006, 26(4):12−20.
[13] 黄培云. 粉末冶金原理[M]. 第2版. 北京: 冶金工业出版社, 1997: 297−317. HUANG Peiyun. Principles of Powder Metallurgy[M]. 2nd edition. Beijing: Matallurgical Industry Press, 1997: 297−317.
[14] 郭桦, 苏钰, 陈剑章, 等. Co基金刚石串珠胎体中W添加剂的作用[J]. 中国工程机械学报, 2007, 5(1): 108−112. GUO Hua, SU Yu, CHEN Jianzhang, et al. Effect of W in Co-based matrix of diamond beads[J]. Chinese Journal of Constrction Machinery, 2007, 5(1): 108−112.
[15] 戴秋莲, 徐西鹏, 王永初. 金属结合剂对金刚石把持力的增强措施及增强机制评述[J]. 材料科学与工程, 2002, 20(3): 465−468. DAI Qiulian, XU Xipeng, WANG Yongchu. Measures used to improve bonding of diamond to matrix and bonding mechanisms[J]. Materials Science & Engineering, 2002, 20(3): 465−468.
[16] 王凤荣, 陈哲, 刘一波, 等. 金刚石工具金属结合剂的磨损特性[J]. 金刚石与磨料磨具工程, 2007, 27(1): 13−17. WANG Fengrong, CHEN Zhe, LIU Yibo, et al. Wear charateristics of metal for diamond tools[J]. Diamond & Abrsives Engineering, 2007, 27(1): 13−17.
(编辑 汤金芝)
Effect of W on the performance of free sintered Fe based diamond tools matrix
LU Anjun1, LIN Feng1, QIN Haiqing1, MENG Guanghai1, CHENG Yu1, LUO Wenlai2
(1. Guangxi Key Laboratory of Superhard Material, National Engineering Research Center for Special Mineral Materials, China Nonferrous Metal (Guilin) Geology And Mining Co. Ltd., Guilin 541004, China;2. Guilin Tebon Superhard Material Co. Ltd., Guilin 541004, China)
Using specially 0−12% in mass fraction prepared sub-micron Fe based alloy powder as main binder in matrix of free sintering diamond tools and adding metal W in matrix, the standard specimen matrixes were prepared by free sintering process. The mechanical properties test, fracture morphology analysis and grinding test were carried out. The results show that the relative density and strength of the matrix decrease with increasing W content in the matrix. The holding ability of matrixes for diamond and the hardness of the matrix increases obviously when W content is 6.0%, but decreases simultaneously when the W content is over this point. Although strong carbide in the matrix can be generated by W, but the matrix can not be strengthened and the toughness ability is lower. Pores appear obviously in matrix and the strength of matrix decreases sharply when W content in the matrix increases to 12.0%. Compare with the diamond tools matrix without W, the abrasion ability of diamond tools can be improved by adding 8.0% of W while the sharpness of diamond tools decreases.
diamond tools; free sintering; W; Fe based; mechanical property; grinding
TF124; TQ164
A
1673−0224(2016)06−840−07
广西科学研究与技术开发计划(科技创新能力与条件建设计划)资助项目(桂科能15122001-3-4);桂林市科技开发(科技攻关)项目(合同编号2016010704)
2015−12−11;
2016−04−12
林峰,教授级高工,博士。电话:0773-5636866;E-mail: linf6316@sina.com
猜你喜欢
轮胎工业(2022年7期)2022-11-25
山东冶金(2022年1期)2022-04-19
石材(2020年10期)2021-01-08
轮胎工业(2020年11期)2020-03-01
超硬材料工程(2016年1期)2016-02-28
超硬材料工程(2016年1期)2016-02-28
安徽地质(2016年4期)2016-02-27
组合机床与自动化加工技术(2014年12期)2014-03-01
鸭绿江(2013年11期)2013-03-11
超硬材料工程(2011年3期)2011-04-01