
不锈钢螺栓锁死问题分析
2016-03-16 10:06张雅琴
科技与创新 2016年4期
张雅琴
摘 要:受材质特性的影响,不锈钢螺栓在拆卸过程中极易出现锁死问题。这不仅严重影响了不锈钢紧固件的使用性能,还影响了紧固件的再次使用。因此,分析了不锈钢螺栓锁死问题及其根源,并提出了相应的解决措施,以期为类似问题的处理提供一定的借鉴。
关键词:不锈钢螺栓;紧固件;锁死问题;预防措施
中图分类号:TH131.3 文献标识码:A DOI:10.15913/j.cnki.kjycx.2016.04.120
不锈钢紧固件具有美观、耐用、抗腐蚀等特点,是机械装配中的常见材料,但是不锈钢紧固件存在锁死问题,即螺栓与螺母连接过于紧密而无法打开的情况。两者一旦咬死,就很难分开,需要破除螺母或者截断螺栓才能将二者分离开来。可见,不锈钢螺栓锁死问题对紧固件的重复使用和机械装配效率都具有不利影响。为了避免不锈钢螺栓锁死带来的不利影响,本文以某单位的单机研制过程为例,通过研究其不锈钢紧固件装配中出现的锁死问题,提出一系列解决和预防措施。
1 案例分析
某单位在单机研制过程中考虑到材料抗腐蚀性、强度和硬度等约束因素,需要在多个备选零件中挑选出最适合的零件,最后采用了不锈钢材质的零件,但是在装配、分解过程中却经常发生锁死现象,严重影响了项目的顺利进行。
2 不锈钢螺栓材质的特性和锁死原因
不锈钢螺栓出现锁死现象与其材质特性有很大关联,因此,分析不锈钢螺栓的材质特性有助于找出锁死原因。
2.1 不锈钢螺栓的材质特性
目前,市场上大部分不锈钢螺栓的原材料都来自于日本。按照材料级别,可以将不锈钢材料分为SUS302、SUS304、SUS316三个等级。每个等级的材料在生产制造过程中所参照的标准和所选用材料的成分都有所不同,因此,材料性能各有不同:SUS302的强度较高,但是延伸性不及301不锈钢;SUS304可用于制造耐热钢,广泛用于食品设备、核能生产领域;SUS316的抗腐蚀能力较强,可用于抗点蚀材料的生产。这三种不锈钢材料都属于300系列,延展性、强度等基本满足工业生产要求。
在分析不锈钢螺栓材质特性的基础上,笔者结合工作经验,将不锈钢紧固件发生锁死问题的原因总结如下。
2.2 不锈钢螺栓锁死原因
不锈钢螺栓与碳钢材质制成的螺栓在使用过程中都会产生一些铁屑,但是碳钢螺栓所产生的铁屑会自动掉落,并不会影响螺栓的正常使用,也就不会发生螺栓锁死现象。但是不锈钢螺栓却经常发生锁死现象,这是因为不锈钢材料具有极强的防蚀性能,在使用过程中,为了避免材料受到外界侵蚀,金属表面会产生一层氧化层来防止锈蚀的加深。氧化层虽然避免了金属表面发生锈蚀,延长了螺栓的使用寿命,但同时也增加了螺栓锁死风险。当不锈钢螺栓锁紧之后,牙纹间所产生的压力与热量会破坏这一氧化层,使金属螺纹间发生阻塞或剪切,最终使螺栓与螺母之间产生了极强的黏着力。如果这种黏着力得不到及时的破除,就会导致不锈钢螺栓被完全锁死,很难再被打开。这一过程可以概括为阻塞→剪切→黏着→锁死。这一连串的动作往往在几秒钟内即可完成。此外,如果在材料装配过程中拧紧力度过大,也会使牙纹产生较大压力,进而发生锁死现象。另外,紧固方向与螺栓轴向不垂直、角度发生错误时也会导致螺栓锁死。
3 预防螺栓锁死过程中的“四问”
为了避免机械装配、分解过程中出现不锈钢螺栓锁死现象,保证项目的顺利进行,工作人员在不锈钢紧固件装配过程中应当加强对以下四个问题的思考,防患于未然。
3.1 是否选用同一材质等级的不锈钢螺栓
市场上的不锈钢螺栓种类繁多,具体选择哪种型号,需要结合实际生产要求确定。如果设计许可,可以采用不同材质的不锈钢螺栓产品,即低廉的SUS304不锈钢螺栓可以与价格相对较高的SUS316不锈钢螺栓配套使用。此外,所选的不锈钢螺栓长度应适当,不能过长,一般在拧紧后留有两个牙距是比较适中的长度。
3.2 在上锁前是否清洁螺栓
如果不锈钢螺栓的牙纹间隙存在异物,就会增加螺栓与螺母之间的阻力,进而出现锁死现象。因此,在机械装配之前,应当彻底清洁不锈钢螺栓和装配环境,防止异物掉落,避免锁死情况的发生。
3.3 装配操作是否规范
拧紧力度或角度对不锈钢螺栓锁死状况都有一定的影响,如果拧紧力度过大或拧紧速度过快,就会增加锁死的风险。因此,应当加强对员工的培训,规范不锈钢螺栓使用过程中的各项操作,放缓拧紧速度,改善拧紧力度,尽量选择手动扳手,而且在装配过程中,还要保证螺母与螺栓方向的垂直性,避免出现角度倾斜。
3.4 装配前是否增加润滑工序
为了增加螺栓与螺母之间的润滑性,保证两者在拆卸时能顺利分开,可以在螺栓或螺母上涂抹一层黄油、石墨等具有润滑作用的物质,从而降低锁死概率。如果条件允许,还可以购置专用的防锁死药水,使用药水对不锈钢螺栓和其他紧固件进行化学处理,这样可以有效避免发生锁死问题。S-COASTING是专门针对不锈钢锁死问题研制而成的一种药水处理剂,可以对不锈钢紧固件表面进行专业化的处理。但是这种药水的价格较高,为了降低生产成本,企业可以采用浸特种蜡处理方法。这种方法也能有效解决不锈钢螺栓锁死问题,但是这种方法在使用次数上有限制,连续使用不能超过2次。
4 不锈钢螺栓锁死的处理措施
上述预防不锈钢螺栓锁死问题的“四问”可以防止大部分锁死现象的发生,但是因人为失误或其他原因造成的螺栓锁死现象仍有可能发生。不锈钢螺栓发生锁死问题后很难分离,只能将紧固件截断,而且当螺栓直径较大时,很难顺利将其截断。预埋结构中的螺栓受到破坏后将会直接影响整个结构的使用,而且螺栓更换难度较大。
4.1 喷涂螺纹松动剂
本次装配操作中发生锁死问题的螺栓大部分都有不同程度的锈蚀现象,对此,可选择专用的松动剂进行处理。将螺纹松动剂喷涂在螺栓和螺母的连接位置,并尽可能地让松动剂渗入,同时借助其他辅助工具敲击螺栓周围,使其产生振动,喷涂30 min后可以尝试将两者分开。实践表明,这种拆卸方法比较适合发生锈蚀的紧固件,在其他紧固件中的拆卸效果并不理想。
4.2 热控制法
采用上述方法后发现,有些紧固件并不适合采用喷洒松动剂的方法。对于喷涂螺纹松动剂无效的锈蚀紧固件或其他紧固件,可以尝试采用热胀法,即加热螺母,使其受热膨胀后方便取出。在使用这种方法之前,首先要考虑螺栓与螺母之间是否有动火空间以及紧固件的耐热性。只有螺栓与螺母之间有动火空间,且紧固件的耐热性较好,才能采用这种拆卸方法。除热胀法这一升温方法之外,还有一种降温法。蒋松等人在温度升高锁死失效理论研究中发现,连接部位的温度较高会导致锁死现象的发生,这是因为金属受局部高温的影响发生熔焊,因此,降低金属表面的接触温度可以提高螺栓的滑动摩擦力和抗锁死能力。
4.3 专用工具拆卸
采用上述两种方法过后,仍有部分锁死的不锈钢螺栓没有被分开,此时,可以考虑使用专用的工具进行拆卸,最常用的工具为螺母劈开器。在实际操作中,需要先将劈开器套在螺母上,然后推进刀头,劈开螺母,将两者分离。这种方法与上述两种拆卸方法相比更加方便、快捷,而且使用机械力推进刀头更加省力。如果拆卸过程中有保存螺栓的要求,则应注意改进操作方法,注意控制刀头的前进速度,以免刀头在惯性的作用下在螺栓上留下划痕或破坏螺栓结构的完整性。此外,当螺母发生微量变形后,应当立即停止刀头前进,这样可以最大限度地保证螺栓的完整性。
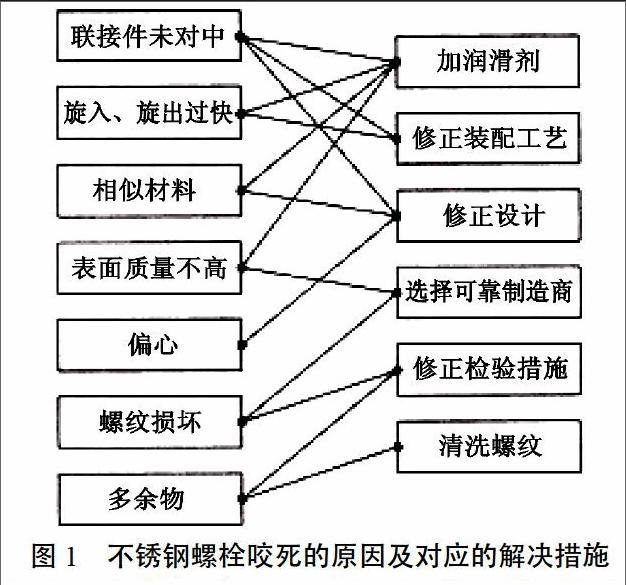
总之,本次实践表明,针对不同的情况要采取不同的解决措施,如图1所示。
实践表明,上述三种方法既能保证快速分离螺栓和螺母,又能保持紧固件结构的完整性,与直接截断螺栓的方法相比,更具可操作性。
5 结束语
不锈钢螺栓与螺母之间发生锁死现象的原因众多,既与不锈钢材质自身的特性有关,又与其他因素,例如拧紧方法、氧化层的形成等有关。为了避免发生不锈钢螺栓锁死问题,应当采取多种措施加以预防,包括合理选择螺栓、装配前清洁、规范操作、增加润滑次数等。一旦发生锁死现象,就要及时采取相应的措施加以解决。本文针对某单位的实际装配工作提出了螺栓锁死解决方法,包括喷涂螺纹松动剂、热控制法、专用工具拆卸等,这些方法都有利于提高机械的装配效率和紧固件的重复使用率。
参考文献
[1]李文顶,孔鸣杰,江文达.不锈钢螺纹联接副损伤及咬死现象分析与解决措施[J].机电工程技术,2013(01):97-99.
[2]钱学宁,鄢家洪,高大伟,等.锈钢紧固件咬死现象的工艺分析及改善措施[J].机械工程师,2015(07):175-176.
〔编辑:王霞〕
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
内燃机与配件(2022年2期)2022-01-17
疯狂英语·读写版(2020年10期)2020-11-06
时代汽车(2020年14期)2020-09-06
科技视界(2020年4期)2020-04-26
汽车实用技术(2020年3期)2020-03-07
中外会展(2016年10期)2016-11-29
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
WTO经济导刊(2014年5期)2016-03-22
