
白车身定位质量因素分析
2016-03-16 15:22杨柳青
中小企业管理与科技·中旬刊 2016年1期
杨柳青
摘 要:近年来,科学技术不断进步,汽车工业随之快速发展,已经成为一国工业发展程度的象征。在国内的经济发展中,汽车工业作为一项主导产业,也是龙头产业,作用重大,其不仅促进了产业群的形成,而且在一定程度上刺激了钢铁和建材等中间投资产品的发展。然而,汽车的质量并不尽如人意,由于质量问题而召回汽车产品的事件时有发生,引起了社会的普遍关注。其中,白车身的焊装质量在汽车的整体质量中占据重要的地位,而焊装夹具定位销更是决定白车身焊装质量的关键所在。
关键词:白车身;焊装夹具;定位销;质量管理
1 概述
整车厂核心四大工艺一一冲压、车身、涂装、总装,其中前三大工艺都是用来制造车身的。简单说,白车身焊装是根据工艺顺序,通过焊接和装配等工艺顺序,把单个冲压件组成白车身总成。其中,白车身焊装质量在很大程度上影响着汽车车身的综合质量,因此,有必要加强对白车身焊装定位销的质量管理,以确保汽车车身的总体质量。
国内外广大学者关于白车身焊装进行了广泛的研究,并形成了丰富的成果,然而,针对白车身焊装夹具定位销质量管理的研究相对较少,因此,本研究具有一定的理论意义。
1.1 研究背景
近年来,整车的发动机和底盘日趋成熟,汽车换型在大公司实现“平台战略”的情况下,实现在同一个平台上开发出不同类型、不同形状的汽车,最主要是在改变车身;为了尽可能的扩大市场份额,缩短车身更换的周期也是大多数公司的战略。白车身制造的质量稳定性直接关系到汽车的市场竞争力,并在很大程度上代表了一个国家的制造业技术水平[1]。
1.2 研究意义
目前,很多整车制造公司,并不具备较为稳定的过程质量控制方法、缺陷预防手段以及快速响应解决现场问题的效率,在这种情况下,多少会对汽车的质量稳定性造成不利影响。往往汽车制造企业在产品发现问题时,缺陷已经产生,质量技术人员要对产品进行分析,对车辆进行及时追溯、组织返工甚至召回,如此一来,非但增加了生产成本,也给汽车品牌留下了不良的口碑,影响销售。从根本上来说,汽车制造企业在质量管理过程中,存在的主要问题就是缺乏对细节的重视程度,因此,应该首先加强定位销的质量管理,以此来确保车身焊装的质量,从而避免质量问题的频繁发生。如何提高车身的焊装质量对提高整车全面质量具有很大的意义,而焊装夹具定位销的质量又对整车车身的焊装质量有着举足轻重的作用,因此,本研究还具有较强的现实意义。
1.3 国内外研究现状
国外学者关于汽车质量管理的研究开展较早,形成了丰富的研究成果。在20世纪90年代,主要关注的是白车身夹具定位及装配误差,针对误差分析,国外学者们提出了各种方法,最具代表性的是蒙特卡罗模拟法与极限公差法,然而,这些方法在刚体中非常适用,针对柔性的薄板件则不太适用。
在此基础上,Liu 等专门从薄板件出发,将统计方法与工程结构模型结合在一起,分析了其装配误差,并应用 FEM 方法,构建了装配前后的误差关系模型,同时,将影响系数矩阵方法引入其中,模拟分析了其装配误差[2]。然而,在研究中用到的均是一维弹性模型,使得焊装误差分析结果存在片面性。
W. Cai 等针对薄板件夹具的设计,提出了著名的“N-2-1”法则[3],并用有限元和非线性规划相结合的方法,提出最小化装配误差的夹具定位设计方法,但分析时未能把握误差的主要来源,把误差归结为装配前工件在定位夹紧状态的变形,忽略了焊接装配过程和装配后板件回弹的影响,与现实中相差较大。
Jaime A. Camelio [4]等把薄板件装配误差归结为三种,零件误差,夹具误差和焊枪误差,针对每种误差分析产生原理及减小误差的方法。Wu 在 Monte Carlo 方法的基础上,提出有限元和随机数的方法,对薄板件装配误差进行分析。
对零件定位方式的研究,首先始于对刚性件的研究,主要有形闭合与力闭合理论,和螺旋理论等 。这些理论广泛地应用于夹具的定位设计中,但主要局限于刚性工件。大量的文献集中论述了刚性件的夹具设计和定位,但关于薄板柔性件的定位理论研究较少。因为车身板件的柔性易变性特点,传统的针对刚体的夹具设计和定位理论已经不再适应,这就促使了对薄板件定位的研究。Youcef-Toumi等 [5]在1988年提出一种针对薄板件定位设计的方法,研究用于平板和壳体的夹具定位系统,但对薄板变形问题缺乏深入的研究。Menassa和Devies利用有限元建立模型,设计定位基准,使得工件在基准面法向的变形最小;Remick 等 于 1993 年提出一种综合非线性优化和有限元分析的薄板件夹具设计方法,并通过价值函数分析来确定最优夹具定位单元数;W.Cai 等于1996年提出了用于薄板夹具设计的“N-2-1”定位原理,并寻找最优的定位数量,使得薄板件变形总量最小。
1991 年,Menassa和 Devies[6]考虑零件装夹变形和应力对夹紧点的要求,提出了通过夹紧点的优化布置来降低零件变形的方法,建立了夹具与装配件之间的偏差关系;1998 年 DeMeter提出了一种基于有限元的夹具定位优化方法,采用非线性优化算法搜索夹具定位布局的最优解,但没有把夹具定位和夹紧进行综合考虑。夹具定位基准的设计及优化是一个较为复杂的工程问题,涉及较多的优化变量及非线性约束。
国外汽车发展较早,对车身定位系统的研究也相对较成熟,各大汽车公司都提出有关车身定位系统的设计方法,其中,比较完整的是北美汽车工业普遍采用的 GD&T 系统和大众公司的 RPS 系统。RPS 是德语单词 REFERENZ PUCKT SYSTEM 的缩写,叫做定位基准系统,在基准系统中,每个定位点叫做 RPS 点。RPS 系统就是规定从开发到制造、检测直至批量装车各环节共同遵循的定位点及公差要求。各环节工作人员在确定定位点时必须遵循定位点系统的规则和要求。
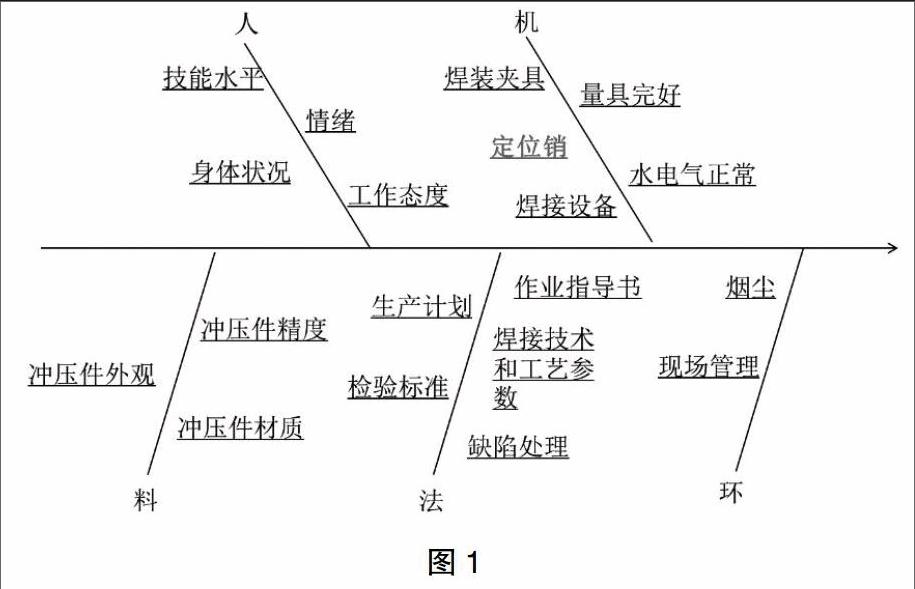
2 影响白车身定位质量的因素
在现代轿车白车身产品设计的要求下,影响白车身定位质量的因素主要包括人员、焊装工艺、焊装夹具和定位销等方面,具体来说,各个质量因素对白车身定位质量的影响如下:
2.1 人员
在整车白车身定位质量控制过程中,人员因素涉及方方面面,处在关键位置上。在整车的质量管理体系下,要想取得实效,始终离不开人员的积极参与,而白车身产品的质量也是由这些人员制造出来的。因此,相关企业一定要加强人员管理,特别是质量检查员和焊装操作工等人员,在上岗之前,必须要进行多层次的质量意识培养与岗位技能培训,从而使相关操作人员的业务素质有所提高,做到持证上岗,这样一来,就能够有效降低人为因素对白车身定位质量的影响。
2.2 焊装工艺
焊装工艺对白车身定位质量的影响主要体现在焊点参数及工艺方案设计,焊点质量优化标准两大方面。
在焊点参数方面,工艺方案设计主要决定了要采用哪些焊装设备、定位元件,也关系着质量成本和焊点的质量,可以说,焊装工艺是白车身定位质量的重要影响因素,也是整个白车身质量的基础。
2.3 焊装夹具
通常情况下,对夹具进行检验和测量的设备和手段主要有:焊装工装夹具、样架检验夹具,设备验收、检测以及陪伴试生产;按照TPM规定要求对夹具、检具以及测量设备进行相应的维护与管理。
2.4 定位销
在工装上进行焊接作业时,为了提高白车身的定位质量,使焊接总成满足相关的尺寸、位置公差等要求,焊接前通常会对零件进行定位,以使其处在工装上的正确位置。而一般来说,定位是否正确有效可以从以下几方面进行检查:
第一,定位销是否完全进入到定位孔当中;
第二,零件的定位面和夹具定位销是否完全接触;
第三,夹紧状态时的定位是否有损坏或者被破坏,一旦定位销出现磨损现象,定位必然会失效。另外,通过对定位失效的模式进行了解,也可以对保养焊装夹具的工作有所帮助。
2.5 冲压件质量
冲压件质量主要体现在单件表面清洁度与零件装配要求两方面,一般在生产过程中经常发生的问题只要是冲压单件清洁度不到位、冲压件单件尺寸变形,导致车身最终的匹配缺陷。
2.6 焊接设备和质量检验
整车制造公司普遍采用国外先进焊接设备,并建立完整的焊接设备测试流程,包括:批量生产前的设备调试和日常生产的TPM设备维护。
作业人员做到三不原则:不接受、不制造、不传递。QRK质量检验人员负责检查焊接质量及车身零件匹配状态。
2.7 焊接工艺参数设置
在焊接设备进行调试阶段,技术人员需针对不同的焊接板材材料,普通钢板或镀锌钢板,应采用设计不同的焊接工艺参数及阶梯参数设置。
2.8 焊接质量监控
通过金相实验室,负责对焊接质量缺陷进行技术性分析,并及时组织相关职能部门采取有效措施,尽早消除质量缺陷,避免批量缺陷的发生。
2.9 缺陷处理
为了确保白车身的定位质量,还需要加强对不合格品进行缺陷处理,这是因为不合格品的缺陷,如果不经过处理,而应用到焊装过程当中,那么,势必会影响到定位的质量,甚至是整个白车身焊装的质量。例如,如果定位销出现了严重的磨损,那么,很有可能会造成定位稍晃动,从而影响到定位的精准。
3 白车身质量管理-定位销
3.1 定位销有效定位的要求
在工装上焊接时,为了使焊接总成达到规定的尺寸和位置公差要求,在焊接前必须使工件在工装上处于一个正确的位置,通常把确定零件在夹具中占有正确位置的过程称为定位。
一个有效的定位必须满足以下三点:
第一,定位销必须完全进入零件工艺孔;
第二,零件的定位面必须与夹具定位销完全接触;
第三,在焊接工艺操作过程中,定位不能被破坏。
如果实际定位中由于定位销磨损、焊接过程影响等因素不能实现有效定位,那么这样的定位就是失效的,了解定位失效的模式有助于指导焊装夹具的保养。
3.2 基准销与基准面的定位要求
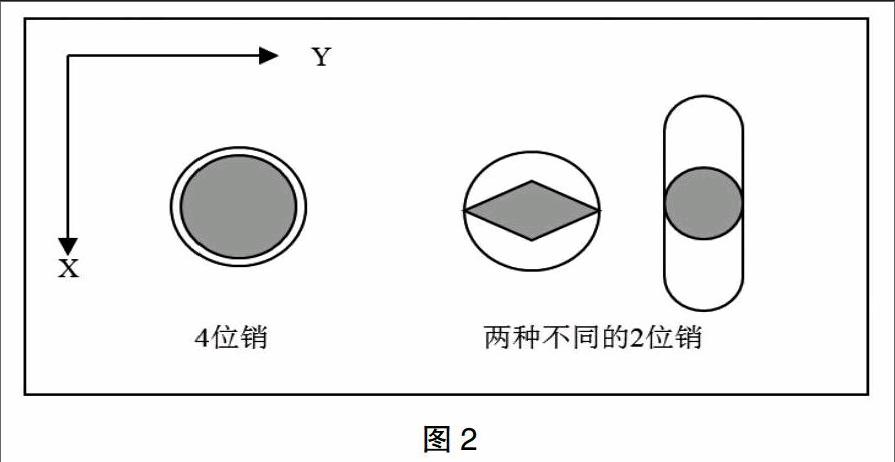
基准面和基准销是零件在工装上定位的基础,基准销除按安装方式分为固定式和活动式两类外,按定位方式分为4位销和2位销(图2)。
如果车身零件上的定位孔为圆孔且定位销也用圆形销,则此定位销称为4位销,它可以限制零件在平面内沿X,Y轴的平移;如定位孔为圆孔,但定位销为菱销,或定位孔为长腰孔,而定位销为圆销,如此类定位销称为2位销,该销只能限制零件在单个方向上的位移。
3.3 定位销失效模式
首先,对于4位销来说,其发生定位失效是指工装上的定位销与零件上的圆孔不同心,零件会因受力不均匀而发生平移,使零件偏离设计的理论位置。造成4位销定位失效的原因可能是定位销磨损,松动,定位销上有飞溅或零件定位孔位置有制造偏差。
其次,对于2位销来说,发生定位失效是指工装上的定位销与零件上的圆孔(或槽孔)不同心,零件会因受力不均匀而发生绕4位销的转动,使零件偏离设计的理论位置。造成2位销定位失效的原因可能是定位销磨损,松动,定位销上有飞溅或零件定位孔位置有制造偏差,对于菱形2位销还可能是销子长轴的方向发生偏转。
最后,定位面也存在着定位失效的情况,定位面定位失效是指零件与工装定位基准表面存在间隙或干涉,定位加紧后的形面偏离设计的理论位置。产生这种失效可能的原因是工装定位基准存在制造偏差,基准表面有飞溅,定位基准磨损,松动或零件形面存在制造偏差。
4 小结
白车身的质量在汽车车身的综合质量中占据着举足轻重的地位,而白车身的定位质量又是决定白车身质量的重要一环。一般来说,影响白车身定位质量的因素主要包括人员、焊装工艺、焊装夹具和定位销,而本章重点讨论的是白车身定位质量的影响因素、焊装夹具和定位销的质量管理。其中,对于焊装夹具的质量管理,首先介绍了焊装夹具的质量要求,其次,指出了焊装夹具质量管理要遵循的原则,而对于定位销的质量管理,首先指出了定位销有效定位的要求、基准销与基准面的定位要求,并对定位销的几种实效模式进行了分析。
参考文献:
[1]胡志星.白车身焊装夹具及其关键元件的设计研究[D].合肥工业大学,2013.
[2]袁正涛,袁勃.车身焊装夹具的设计研讨[J].汽车科技,2011,04:64-70.
[3]丁涛,刘刚,侯建飞.焊装夹具对白车身骨骼精度的影响[J].装备维修技术,2011,02:58-61.
[4]李孟林.基于案例的焊装夹具设计分析[J].专用汽车,2011,11:80-83.
[5]袁庆勇.汽车车身零部件焊装夹具的特点和装配工艺[J].现代机械,2011,06:4-6.
[6]李鑫,张勇,叶成涛.基于PLC的车身气动焊装夹具设计[J].重庆理工大学学报(自然科学),2011,12:12-18.
