
网架式客车底架的结构特点及焊接工艺
2016-03-30 23:10刘鹏李永国
科技视界 2016年1期
刘鹏 李永国
【摘 要】随着社会的发展和科技的进步,网架式客车底架成为现代客车车架的发展趋势。本文主要介绍了网架式客车底架的结构特点、焊接难点,并对其焊接工艺进行了分析,提出了将客车底架分为前、中、后三段,先对各段总成进行拼焊,再将三段总成组焊成网架式底架的工艺流程,总结了底架焊装夹具的设计要点与焊接过程中的工艺,旨在为网架式客车底架的设计、技术人员提供参考,促进网架式客车的革新和完善,使其可以更好地为人们的生活提供便利。
【关键词】网架式客车;底架;结构特点;焊接工艺
客车底架的作用主要有两个:1.为客车的发动机、转向系、变速箱以及前后悬挂等构件提供支撑;2.底盘零件外力的承受者,并可以将这些外力传递给客车的其它部位,减轻客车底架的负重。这就要求客车底架要有足够的强度,能够承担车身及乘客的重量,还要有足够的弯曲刚度和扭转刚度。如何在确保经济效益的前提下保证其刚度和强度的要求,成为网架式客车底架研究的难点。因此,我们要在充分了解网架式客车底架结构特点的基础上,对其焊接工艺进行研究、探讨,力求找到最佳方案。
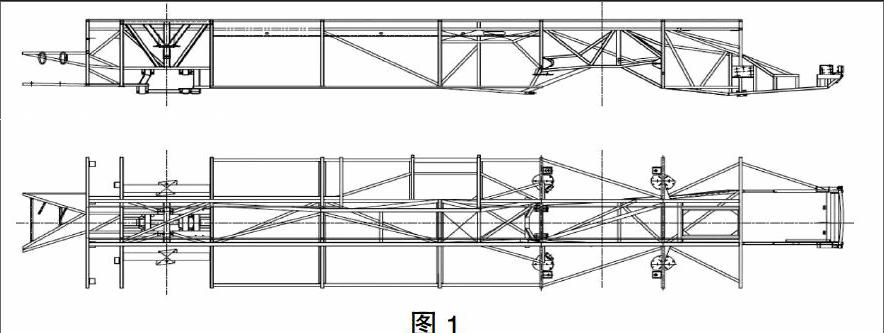
1 网架式客车底架的结构特点
网架式客车的底架组成部分主要为两端的牵引梁、枕梁,分属左右两边的侧梁,中部的过渡横梁以及客车的地板梁、机组安装梁等。除地板梁和左右侧梁外,其余车体底架结构皆由不超过10mm公称厚度的中厚板件或型钢板通过拼焊制成。
第一,在车体底架的各个构件中,牵引梁是最重要的部件,它负责大部分纵向车钩拉伸力和压缩力的承载和传递。为传递、分散纵向力,提高底架整体的抗扭刚度,牵引梁往往设计成网状结构,且具有明确的力传递路径;牵引梁的两级通常设计成向内收缩的形态,以对应司机室的流行性;为加大司机室空间的净高,牵引梁的上平面一般设计成比车架的上平面低110m。
第二,机组安装梁主要负责底架上、下方的动态及静态荷载的承担和传递,并为车体底架下方的机组系统的安装提供平台。因此,机组安装梁的设置必须考虑机组系统的总体布局;机组安装梁由底架中部的梁组焊而成,材料多为冷拔型钢;为了提高车下空间的利用率,机组安装梁的截面高度通常设计为侧梁高度的一半。
第三,地板梁是底架上方的网格结构,材料多为薄板折压件。这种网格状结构可以将地板上的荷载均匀地传递给客车底架,避免局部超负荷而造成破坏;利用网格的形状,可以更好地对底架进行规划,为走线及走管留出专用通道;网格结构内用隔热降噪的材料加以填充,还可以改善客车内的乘车环境。
第四,塔柱横梁由钢板拼焊而成,为箱型梁,在连接上方塔柱的接口处为作业斗留有线管过孔。通过车体中央的塔柱将客车上方的作业斗与底架上的塔柱横梁连接起来,加强了客车车体的整体性。
2 网架式客车底架的焊接难点
客车的底架焊接体系承载着客车底盘,而车架上的焊缝负责承受客车在运行过程中产生的动载作用。由于客车底架的刚性很大,焊后接头的收缩力也相应较大,所以底架的焊接必须做好前期的分析比较,选择出最合适的焊接方法以及科学合理的焊接工艺参数,把焊缝的线能量控制在规定范围之内;客车底架拥有上百条的焊缝,它们短小而且相对集中,又相互交叉,一旦焊接工程中出现加热不均匀或者重复加热的情况,接头的承载能力就会大大降低从而降低底架的整体承载力。因此,底架焊接式一定要重视每一条焊缝,对短焊缝要做好起弧、收弧以及衔接工作,最大程度的避免补缝以降低重复加热的频率,确保接头有足够的强度;底架的焊缝不是完全对称的,尤其是对纵梁而言,所以在底架焊接前一定要安排好焊接的顺序,最大可能的使焊接对称,避免出现焊接变形;在底架零件的装焊中要尽量保持装配间隙大小一致,避免因收缩的不均匀造成变形。
总之,底架的焊缝必须要有较高的焊接质量,避免因为焊接缺陷而出现脆性断裂;车体底架总成要达到产品精度指标,对焊接变形进行严格控制;同时,客车底架的焊接还要尽量使装焊和脱模工作容易。
3 网架式客车底架的焊接工艺
3.1 底架的焊接工艺流程
根据网架式客车底架的产品结构特点对其进行工艺分块,一般可以分为前、中、后三段。先进行前段焊接总成、中断焊接总成、后段焊接总成的拼焊,再将这三段组焊成车架总成,完成网架式结构底架的拼焊。在焊接的具体过程中,还要在各个阶段期间进行严格的检查,根据问题进行补焊和校正。最后底架总成组焊好后,要对底架两端进行适当的切割,以确保其宽度尺寸的正确。
3.2 底架焊装夹具的设计要点
客车底架的焊接要保证焊接夹具的通用化和标准化,所以夹具的结构形式、定位块、夹紧点和定位点都有明确的规定。夹具要采用卧式的结构;定位块可以选用L型或U型的结构,其调整垫片的厚度一般为(2+1+0.5)mm,对定位块的标准化确保了夹具定位块在应用过程中的通用性和互换性,为焊装工作提供了很大的便利;对主要的定位点采用手动夹紧器进行加紧,长度不超过1.5m的工件原则上应进行两点定位,而弯梁至少要采用三点定位,定位要安全可靠;在确定定位点的位置时,应在保证焊接可达性的情况下使其尽可能地靠近焊接点的位置,从而使焊接后的尺寸精度在最佳范围之内。定位点的位置距离焊接点的位置一般应在80-100mm以内;客车底架的结构很复杂,起件时不小心工件就会撞到定位器,所以要安装起件导向装置。
3.3 底架的焊接工艺
底架的结构材料建议选用焊接性能好且厚度适中的,如Q235A矩形型管和16Mn低合金钢板,只要装焊工艺不出现差错,一般不会产生严重的断裂、气孔。
为了确保焊接接头的质量以及最大程度的避免工件的变形,要对焊缝间隙进行严格的控制。重要构件和纵梁总成之间的间隙最好要控制在2mm内,其余构件可以放宽到3mm,但在接缝部位的5mm圆周内和有尖角的地方一应要严禁焊接。
因为二氧化碳气体保护焊优于焊条电弧焊,成本低、功效好,抗锈、抗裂能力都比较强,且变形较小,操作简单,所以现在大多数都采用前者。条件允许的情况下,可以采用二氧化碳和氩气的混合气体,这种焊缝的冲击韧性很高,无论是焊缝内部还是外观质量都远远高于二氧化碳的焊缝,性能更优越。这种混合气体的焊缝将是以后底架焊缝的发展趋势。
在焊接时,应先点固焊,再由中间向两端慢慢进行对称焊接,焊接过程要注意遵循其工艺参数。
3.4 底架矩形管的加工工艺
在客车底架的零件加工中,底架矩形管的加工是其主要工艺。底架矩形管的加工设备主要有锯床、圆锯机以及弯管机等。目前我国的企业中已经出现了数控双头锯切钻孔机和高速自动下料机,这些设备的运用促进了加工过程的全自动化生产,提高了工作效率且精度更高,但不太适用于中、小批量的生产。
4 结束语
网架式客车底架质量轻,减轻了客车自重;结构的强度和刚度高,能更好地承受和传递所受负荷;结构尺寸灵活,使各总成和零件的布置更加自由,并提高了客车空间的利用率;底架遇到损坏时,可针对损坏局部进行维修、更换。这些优势决定了网架式客车底架在客车设计中的广受欢迎,我们应该加强对网架式客车底架焊接艺术的优化,提高网架式底架的制造质量,使其在客车上得到进一步的推广和运用,充分发挥其优势,为客车的发展做贡献。
【参考文献】
[1]闫威,于铁强.全承载客车底架焊接工艺工装的设计[J].机电产品开发与创新,2013,26(5):66-90.
[2]闫威,于铁强.全承载客车底架焊装工艺的优化[J].金属加工,2014(6):65-67.
[3]徐林,孙保林,等.一种网架式整体承载车体的设计理念及结构特点分析[J].焊接,2015(1):56-60.
[责任编辑:王楠]
猜你喜欢
专用汽车(2020年3期)2020-04-07
金属加工(热加工)(2020年12期)2020-02-06
科学与财富(2016年29期)2016-12-27
科学与财富(2016年28期)2016-10-14
新时代职业教育(2016年2期)2016-02-06
客车技术与研究(2014年6期)2014-02-28
