全结合型增强热塑性塑料管的复合带缠绕机的设计
2016-04-05 01:58张战欢秦升学张弘斌赵丽芬
现代制造技术与装备 2016年9期
张战欢秦升学张弘斌赵丽芬
(1.山东科技大学 机械电子工程学院,青岛 266510;2.山东科技大学 材料科学与工程学院,青岛 266510)
全结合型增强热塑性塑料管的复合带缠绕机的设计
张战欢1秦升学1张弘斌1赵丽芬2
(1.山东科技大学 机械电子工程学院,青岛 266510;2.山东科技大学 材料科学与工程学院,青岛 266510)
本文主要开发了一种全结合型增强热塑性塑料管的复合带缠绕机。本实用新型的复合带缠绕机,其工作时连续性与稳定性好,自动程度高,复合带缠绕质量好,具有良好的市场推广应用前景。
缠绕机 RTP复合管 复合带 同步性 稳定性
管道运输是使用管道作为运输工具的一种长距离输送液体和气体物资的运输方式。它具有连续性强、运输量大、建设周期短等优点[1-4]。近年来,复合管道凭借其轻质、耐腐蚀、抗冲击、强度高及制造成本低等特点发展迅速,各种新型的复合管道不断涌现[5-6]。作为一种新型复合管,增强热塑性塑料管以聚合物为基体材料,以金属或高强度纤维作为增强材料,不仅保留了塑料管的柔韧、耐腐蚀的特点,而且又有很高的耐压强度,可盘卷供应,铺设方便,在石油、天然气、城镇供水和特殊流体输送等领域具有广阔应用空间[7-9]。
增强热塑性塑料管通常由内层(基体管)、增强层和外层三层结构构成,缠绕增强材料有钢丝、芳纶和玻璃纤维等[10]。在全结合型增强热塑性塑料管生产过程中,复合带的缠绕质量是最终产品质量优劣的关键。其中,复合带的缠绕质量控制的关键在于,复合带的张力、缠绕平衡角的稳定控制、复合带与基体管之间的熔合温度、时间、压力等关键工艺参数的控制,进而确保二者之间的熔合质量。这也是全结合型增强热塑性塑料管生产过程中的技术关键点和难点所在。
现有技术中,增强带缠绕机一般均存在主机结构复杂、外设辅机及辅助控制装置数量多,其总体造价相对较为昂贵,工艺运行稳定性和一致性不是太高,以及设备运行过程中故障率偏高,维护维修成本偏高等缺点或不足。在确保关键工艺参数稳定控制、缠绕机工作过程中,运行状态稳定、同步性好等技术前提下,如何简化复合带缠绕机的结构,改进其转动部分的同步性控制方式等,进而降低缠绕机的设备造价、生产运行成本,提高其缠绕质量,已经成为本领域技术人员的一个重要研究课题。
本文主要设计了一种全结合型增强热塑性塑料管的复合带缠绕机,用于全结合型增强热塑性塑料管(RTP)生产过程中增强带的缠绕,其具有结构简单、工作稳定性和可靠性好、制造成本低等特点。
1 设计方案
1.1 工作原理示意图
全结合型增强热塑性塑料管的复合带缠绕机,安装在挤出机与牵伸装置之间,其工作原理示意图如图1所示。其中,挤出机用于基体管的挤出成形,增强带缠绕机将复合带缠绕在基体管上成为缠绕管,牵伸装置用于拖拽缠绕管向前运动。增强带缠绕机主要包括底座、矫直辊支架、大齿轮的连接组件和大齿轮。矫直辊支架的数量均为两个,一前一后布置,每个矫直辊支架上均分别安装有一套支撑组件。每套支撑组件均包括第一圆环和第二圆环,上面分别均布有三个连接轴孔,各连接轴孔内均分别装配有轴承,并且分别装配有连接轴,成可转动连接。各连接轴上均分别装配有一矫直辊。第一圆环的外圆周面上,沿径向均布有三根向外伸出的插接柱,第一圆环与矫直辊支架的圆环部通过插接柱连接。大齿轮的连接组件包括大、小两个圆环,其中小圆环为第三圆环,大圆环为第四圆环。大齿轮数量为两个,形状类似于一带颈法兰,各自的颈部分别插入与其对应的第四圆环内部,并固定连接在一起。每个大齿轮的颈部上设置有一环形火焰喷射器或第一热风吹送装置。环形火焰喷射器或第一热风吹送装置用于朝第三圆环与第四圆环之间裸露部位的基体管上喷射火焰或吹送热风,以预热基体管。在每个大齿轮的另一侧面的底座上,均分别设置有一支撑座。各支撑座的两侧均分别设置有一小齿轮和小齿轮的驱动装置,驱动装置驱动两个小齿轮反向旋转。每个大齿轮面向牵伸装置的一侧,分别安装有带盘、增强带导向装置、增强带压紧装置和第二热风吹送装置。带盘数量为两个,以大齿轮的圆心为对称点。增强带导向装置包括两个带锥度的导带辊、一个张力辊和两个压辊。其中,导带辊对称布置在大齿轮上的同一纬度上,其对称轴为垂直于所述带盘所在直径的那条直径,张力辊设置在两个带锥度的导带辊的圆心连线上的中点位置处。两个压辊一左一右对称设置在张力辊的两侧,且在其中的一个压辊旁,还设置有一导带辊。增强带压紧装置包括三个矫直辊,其圆心分别位于同一圆周上,三个矫直辊均布在该圆周上。矫直辊的连接轴均分别成间隙配合插入大齿轮上对应开设的条形孔内,并通过条形孔内的弹簧压紧在基体管上。第二热风吹送装置的出口对准复合带与基体管的搭接面。
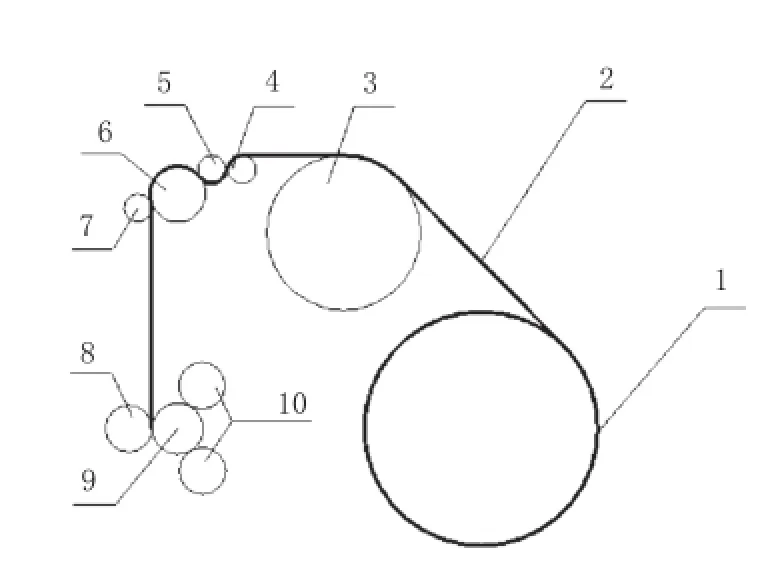
图1 增强带缠绕工作原理示意图
上述技术方案直接带来的技术效果:一方面,将全部的运动部分集成在大齿轮上,由大齿轮集中统一驱动,使得整个装置结构紧凑、布局合理;另一方面,复合带缠绕过程与挤出管矫直成形同步进行,热塑管表层软化、复合带与机体管搭接面的软化均同步进行,且复合带张力和缠绕角等关键工艺参数,均采用纯机械结构进行控制的工作方式,即通过张力辊涨紧、通过锥度辊锥度的直接控制,实现复合带始终保持在缠绕平衡角度,在此基础上进行缠绕。这一系列技术手段的采用,使得复合带缠绕机在生产过程中,复合带始终处于连续化运转、受控的状态,其符合带缠绕质量均一、稳定。此外,整个缠绕过程除带盘上缠绕带卷需要通过人工操作进行更换外,其自动化程度高、操作稳定可靠。
1.2 结构示意图
图2为缠绕装置的结构示意图。

图2 缠绕装置侧视结构示意图
2 缠绕装置的实际应用
2.1 聚乙烯复合带与超高分子量聚乙烯管材的缠绕
基体管材质为超高分子量聚乙烯,外径为D=104mm,内径96mm,选用的复合带带宽L=200mm,复合带材质为聚乙烯。缠绕角的确定方法,可以采用公式(1)计算:

式中:N为自然数,表示采用N根复合带同步进行缠绕;L表示复合带带宽,单位mm;D表示基体管外径,单位mm。
缠绕方法如下:第一,根据基体管的外径D、增强带宽度L,确定出缠绕角α=54.63°;第二,启动前、后两个调速电机,开启增强带缠绕机,同时按照基体管的材质,选择开启环形火焰喷射装置或第一热风吹送装置。按照靠先后顺序,先手动牵引安装在靠近挤出机一侧的大齿轮上的一个带盘上装配的增强带的自由端,将该增强带导引缠绕在待缠绕的基体管上。
导引方法如下:将增强带的自由端依次从带锥度的导带辊上绕过,从上向下从导带辊与压辊之间的缝隙穿过,再从下向上穿过该压辊与张力辊之间的缝隙,然后从上向下穿过张力辊与另一压辊7之间的缝隙,最后从三个矫直辊中的一个矫直辊与基体管之间的缝隙中穿过,并缠绕在基体管上,同时开启第二热风吹送装置的出口对准增强带与基体管的搭接面吹热风。
2.2 缠绕实验
基于所述缠绕的原理,研制了全自动缠绕机。对直径为110的PE管进行缠绕实验,设备运动稳定、可靠,且同一增强层复合带之间的间隙大小控制在0.5mm以内,获得制品如图3所示。

图3 制品图
3 结论
本文主要设计了一种全结合型增强热塑性塑料管的复合带缠绕机,用于全结合型增强热塑性塑料管(RTP)生产过程中增强带的缠绕,其具有结构简单、工作稳定性和可靠性好、制造成本低等特点。
[1]胡志鹏,杨燕.球墨铸铁管生产、应用及防腐现状[J].中国金属通报,2004:38-41.
[2]朱海业.用于非金属管道内部结蜡检测的ECT系统设计[D].北京:北京大学,2014.
[3]晋安岑.长江流域原油需求预测及运输系统方案研究[D].上海:上海海事大学,2007.
[4]徐兰京.给排水管材现状及管道内壁水质分析[J].给水排水,1999,(10):66-68.
[5]宁刚.玻璃钢管道结构设计与性能研究[D].哈尔滨:哈尔滨理工大学,2007.
[6]Chapman BJ,Evans JT,Frost SR,Gibson AG.RTP for Applications in the Petrochemical Industry[J].Fibre Reinforced Composites,1998:35-44.
[7]Fahrer A,Hill PS.Reinforced Thermoplastic Pipework for Applications in the Petrochemical Industry[J]. Fibre Reinforced Composites,1998:92-102.
[8]Frost SR.The Development of RTP for Use in the Oil Industry[J].Composite Materials for Offshore Operations-2.Houston:American Bureau of Shipping,1999:341-360.
[9]Von Ameln D,Wessing W.Aramid-reinforced Plastic Pipes,High-strength Pipes for Gas Transport[J].Proc. Int. Gas Res. Conf.,2004:37-45.
[10]张玉川,王德禧,吴念.增强热塑性塑料(RTP)复合管材的发展[J].上海建材,2007,(1):20-22.
Design of a Composite Tape Winding Machine with Full Binding Type Reinforced Thermoplastic Plastic Pipe
ZHANG Zhanhuan1,QIN Shengxue1,ZHANG Hongbin1,ZHAO Linfen2
(1.College of Mechanical and Electronic Engineering, Shandong University of Science and Technology, Qingdao 266510;2.College of Materials Science and Engineering,Shandong University of Science and Technology, Qingdao 266510)
In this paper, a new type of composite tape winding machine On the other hand, the composite belt winding machine of the utility model has the advantages of good continuity and stability, high automatic degree, good composite tape winding quality and good market popularization and application prospect.
Winding machine, RTP composite pipe, composite tape, synchronization, stability
国家自然科学基金(515503117);山东科技大学人才引进科研启动基金项目(2016RCJJ019)。
猜你喜欢
纺织科学研究(2021年6期)2021-12-02
装备维修技术(2021年36期)2021-10-25
弹箭与制导学报(2021年3期)2021-07-30
家教世界(2020年35期)2021-01-07
家教世界·V家长(2020年12期)2020-01-07
上海建材(2019年3期)2019-09-18
网印工业(2019年4期)2019-05-21
重型机械(2019年2期)2019-04-28
中国塑料(2016年6期)2016-06-27
中国塑料(2016年1期)2016-05-17