33 kg/m槽型护轨的感应热处理研究
2016-04-11 06:32詹新伟
铁道建筑 2016年2期
詹新伟
(中国铁道科学研究院金属及化学研究所,北京 100081)
33 kg/m槽型护轨的感应热处理研究
詹新伟
(中国铁道科学研究院金属及化学研究所,北京100081)
摘要:采用33 kg/m护轨用槽型钢制造的槽型护轨在道岔中得到广泛应用,但目前无法直接利用现有的道岔尖轨热处理装置和工艺对其进行热处理。本文比较了槽型护轨和其他类型护轨的结构特点及技术标准对各类护轨热处理性能的不同要求,提出了槽型护轨热处理方案,即通过设计和制造槽型护轨专用的感应加热线圈和定位导轮,在现有的道岔尖轨热处理设备上进行槽型护轨的感应热处理。对热处理后槽型护轨的硬化层硬度、深度和金相组织进行检测,结果表明各项性能指标达到标准《33 kg/m护轨用槽型钢》( TB /T 3110—2005)的要求。
关键词:槽型护轨护轨用槽型钢感应热处理硬化
护轨是道岔的重要组成部分,是控制车轮运行方向,保证行车安全的重要设备。同时护轨还起到避免轮对冲击岔心,减轻轮缘磨耗心轨的作用。护轨类型主要有间隔铁型、H型和槽型3种。间隔铁型护轨结构采用普通钢轨作护轨,H型护轨结构由普通钢轨加工成H型,槽型护轨结构则是采用33 kg/m护轨用槽型钢及相关配件组成的。
护轨的主要伤损方式为磨损,因而需要通过热处理的方式提高护轨工作面的硬度,从而提高护轨的使用寿命。间隔铁型护轨或H型护轨(即采用普通钢轨或普通钢轨加工而成的护轨)的热处理采用现有的道岔尖轨热处理装置和工艺,对钢轨的轨头进行感应热处理以提高硬度,然后进行机械加工。而对于采用33 kg/m护轨用槽型钢加工成的槽型护轨,由于其结构和形状与普通钢轨有很大差别,无法使用现有的尖轨热处理装置和工艺进行热处理。由于33 kg/m槽型护轨热处理的困难,研究人员进行了高强耐磨热轧合金护轨的研制,利用合金化的方法提高槽型护轨的强度和耐磨性,但是成本较高。因而有必要针对33 kg/m槽型护轨的感应热处理进行研究,使其工作边的硬化层性能达到TB /T 3110—2005的要求,提高其使用寿命。本文在比较槽型护轨和其它类型护轨的结构特点及技术标准对各类护轨热处理性能不同要求的基础上,对槽型护轨热处理方案进行研究。
1槽型护轨感应热处理技术要求及难点
1. 1槽型护轨和普通护轨的结构比较
图1为不同类型护轨的结构比较。可以看出,采用普通钢轨加工的普通护轨和采用33 kg/m护轨用槽型钢加工的槽型护轨在结构上有很大区别。普通护轨可对轨头感应热处理后再进行护轨加工,在热处理的时候为对称的可直立的钢轨结构。而槽型护轨的结构,在工作区段除了腰部打孔以外,其余与护轨用槽型钢的结构完全相同,为非对称结构,而且无法正常直立,因而对工作边进行感应热处理有较大的难度。
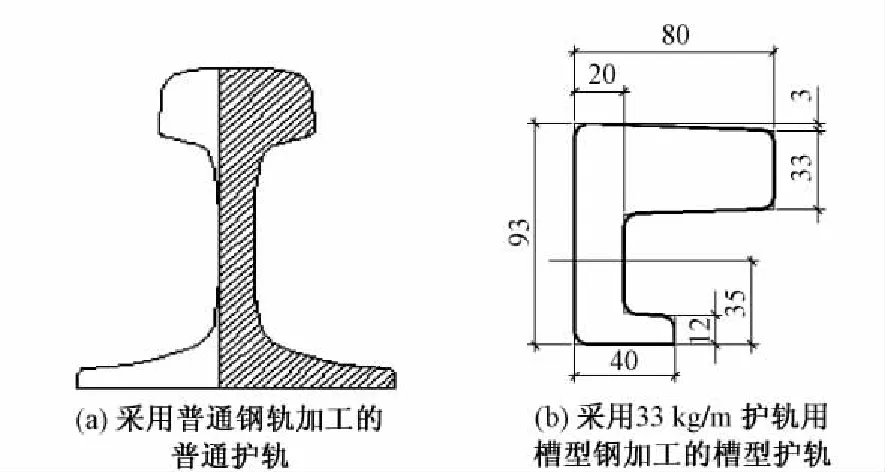
图1不同类型护轨的结构比较(单位: mm)
1. 2槽型护轨和普通护轨热处理后的性能要求比较
普通护轨的热处理遵照《道岔钢轨件淬火技术条件》( TB /T 1779—1993)的要求,轨头侧面硬化层深度>6 mm。槽型护轨的热处理遵照《33 kg/m护轨用槽型钢》( TB /T 3110—2005)的要求,硬化层深度需要≥25 mm。不同类型护轨热处理后硬化层的比较如图2所示。
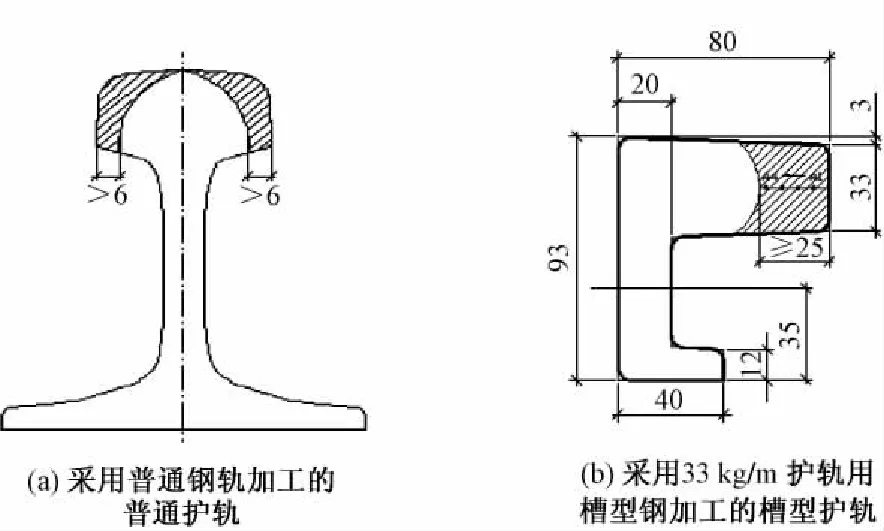
图2不同类型护轨热处理后硬化层的比较(单位: mm)
1. 3槽型护轨感应热处理的难点
由图1、图2可以看出,普通护轨为对称结构,通过感应热处理可得到对称的硬化层,而槽型护轨则需对非对称的结构进行热处理;同时槽型护轨的硬化层深度要求比普通护轨的硬化层深度大得多。结构非对称且硬化层深度达25 mm,是槽型护轨进行感应热处理的难点。
2槽型护轨感应热处理工艺试验
在现有的道岔尖轨感应热处理设备上进行槽型护轨的感应热处理,可利用现有的机械设备、中频电源及控制系统,但是针对槽型护轨的结构特点,设计了专用的感应加热线圈和配套的定位导轮。
2. 1槽型护轨的热处理工艺方案
2. 1. 1工艺方案及专用导轮
根据槽型护轨的结构特点和槽型护轨工作的位置以及硬化层的要求,设计了图3所示的热处理工艺方案。槽型护轨侧立,在工作边上安置感应加热线圈,配置专用定位导轮,槽型护轨边走行边经历感应加热、喷风冷却和喷雾冷却,从而完成热处理的全过程。由于导轮和线圈通过随动吊框和变压器连接在一起,因而导轮既保证了工作边的感应加热,又保证了工作边加热和冷却过程中的定位和对中要求。
2. 1. 2槽型护轨专用感应加热线圈
图4为不同类型的感应加热线圈对槽型护轨的加热效果示意。图4( a)采用平板加热线圈,不仅加热效率较低,而且工作边的加热层深度较浅,难以达到标准要求的25 mm。图4( b)采用现有的道岔尖轨加热线圈,如果槽型护轨对中工作边,则硬化层深度较浅、效率低而且会加热到槽型护轨的另一个短肢;如果偏向一侧,可以部分提高效率,增大加热层的深度,但是加热层不对称,引起槽型护轨的严重侧弯,而且另一侧加热线圈产生了不必要的损耗。图4( c)采用护轨专用加热线圈,加热层深度大、效率高且加热层对称,避免了侧向弯曲。

图4不同的感应加热线圈对槽型护轨的加热效果示意
根据图4( c)的感应线圈设计方案,考虑硬化层深度要求和加热效率的提高,针对33 kg/m槽型护轨设计和制造了槽型护轨专用感应加热线圈,如图5所示。
2. 2槽型护轨热处理工艺试验
槽型护轨的热处理工艺试验在现有的道岔尖轨热处理试验设备上进行,在试验台上更换槽型护轨专用加热线圈和专用定位导轮,就可以进行槽型护轨的感应热处理,不但减少了投资,而且操作和更换简便。
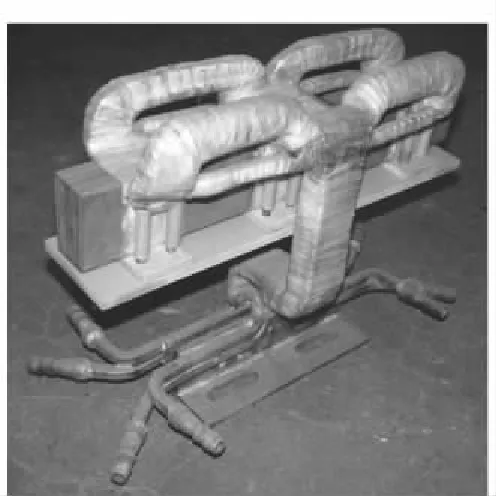
图5槽型护轨专用感应加热线圈
3感应热处理后的槽型护轨性能检验
3. 1硬化层硬度
对热处理后的槽型护轨按照TB /T 3110—2005的要求进行硬度测试,测点在槽型护轨的横断面上进行,从工作边朝下每6 mm测一点硬度,结果如表1所示。硬度达到标准要求。
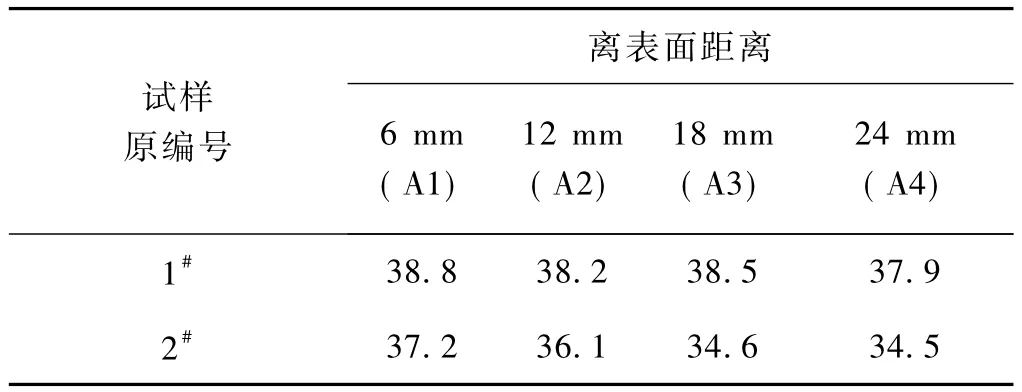
表1热处理槽型护轨试样硬化层硬度测试结果( HRC)
3. 2硬化层形貌及深度
对热处理后的槽型护轨按照TB /T 3110—2005的要求进行硬化层形貌和深度的测试,结果如图6所示。硬化层均匀且对称。2个试样的硬化层深度皆为26 mm,达到≥25 mm的标准要求。
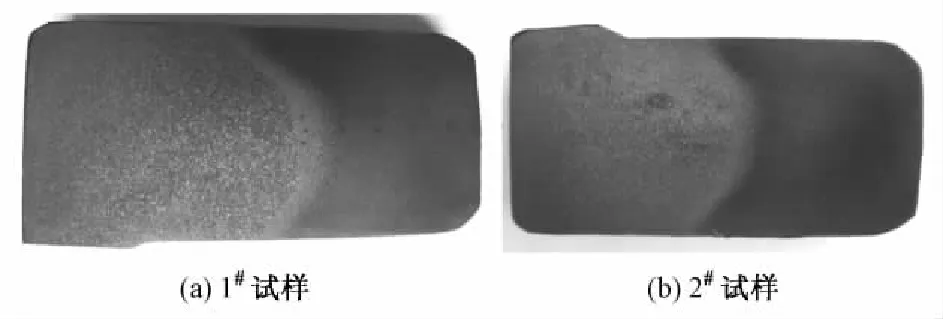
图6槽型护轨的硬化层形貌和深度
3. 3硬化层金相组织
对热处理后的槽型护轨硬化层区域进行金相组织观察,结果如图7所示。硬化层的踏面和圆角区域金相组织皆为珠光体和少量铁素体,未见贝氏体和马氏体,达到标准要求。
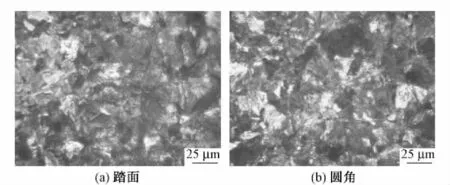
图7槽型护轨硬化层的金相组织
4 结论
1)槽型护轨热处理方案为:槽型护轨侧立,工作边朝上放置,加热线圈在工作边上方,槽型护轨边走行边经历感应加热、喷风冷却和喷雾冷却。
2)在现有道岔尖轨热处理设备的基础上,设计和制造槽型护轨专用感应热处理线圈,并配置专用导轮,保证热处理过程中的对中和间隙要求。
3)对槽型护轨感应热处理后进行硬度、硬化层深度和形貌、硬化层金相组织的检验,均达到TB /T 3110—2005的要求。
4)该槽型护轨感应热处理技术在北京北车轨道有限公司、广州工务大修段、芜湖中铁科吉富轨道有限公司、南昌铁路通达工贸有限责任公司机车车辆配件厂等单位进行了应用,效果良好。
参考文献
[1]吴安伟,罗赟.机车侧向过岔时对护轨的横向冲击[J].电力机车与城轨车辆,2005( 6) : 13-15.
[2]梁旭,周清跃,张银花,等.高强耐磨热轧合金护轨的研制[J].铁道建筑,2013( 12) : 113-117.
[3]詹新伟,王树青.AT尖轨欠速淬火中硬度均匀性的研究[J].金属热处理,2003( 5) : 47-50.
[4]詹新伟,王树青.采用喷风冷却工艺提高淬火钢轨性能的研究[J].中国铁道科学,2003( 6) : 89-92.
[5]王树青,詹新伟.高速道岔尖轨热处理新工艺研究[J].铁道建筑,2012( 5) : 142-144.
[6]任尊松,翟婉明,王其昌.侧向过岔护轨横向冲击力模拟计算[J].西南交通大学学报,2000( 4) : 344-347.
[7]魏贤奎,陈嵘,王平.护轨对桥上无缝线路稳定性的影响[J].中国铁道科学,2012( 4) : 8-12.
[8]王树国,顾培雄.客运专线道岔技术研究[J].中国铁路,2007( 8) : 21-28.
[9]沈长耀.我国铁路道岔整体技术发展的新阶段[J].铁道工程学报,2005( 1) : 51-60.
[10]王平,陈嵘,陈小平.高速铁路道岔设计关键技术[J].西南交通大学学报,2010( 1) : 28-33.
(责任审编周彦彦)
Study on inductive heat treatment for 33 kg/m channeled guardrail
ZHAN Xinwei
( Metals and Chemistry Research Institute,China Academy of Railway Sciences,Beijing 100081,China)
Abstract:33 kg /m channels for guardrail are widely used in turnout.T hey cannot be inductive heat treated by the present equipment and technique for switch rails yet.In this paper,the structure and technical requirement of heat treated channel for guardrail and other types were compared,and the method of inductive heat treatment for channel guardrail was proposed.W ith a designed inductive coils and guide wheel dedicated for channel guardrail,inductive heat treatment of channel guardrail was conducted using present inductive heating equipment for switch rails.T hrough the test of hardness,depth of hardened layer and microstructure,it revealed that the channel guardrails heat treated with this method meet the technical requirement of T B /T 3110—2005.
Key words:Channeled guardrail; Steel channel for guardrail; Inductive heat treatment; Hardening
文章编号:1003-1995( 2016) 02-0139-04
作者简介:詹新伟( 1971—),男,副研究员,硕士。
基金项目:中国铁道科学研究院金属及化学研究所基金项目( 2013SJ01)
收稿日期:2015-09-07;修回日期: 2015-11-13
中图分类号:U213.6+3
文献标识码:A
DOI:10.3969 /j.issn.1003-1995.2016.02.33
猜你喜欢
水资源与水工程学报(2021年1期)2021-04-23
铁道通信信号(2020年10期)2020-02-07
汽车实用技术(2019年13期)2019-07-24
中国房地产业(2019年22期)2019-06-06
铁道通信信号(2019年3期)2019-04-25
中国设备工程(2019年11期)2019-01-19
铁道通信信号(2018年10期)2018-12-06
智能制造(2018年9期)2018-02-27
专用汽车(2016年1期)2016-03-01
中国自行车·骑行风尚(2015年6期)2016-01-28