
平整液系统改造以及工艺优化
2016-04-25 05:58马林
中国科技博览 2016年7期
马林
[摘 要]对平整液系统进行改造以及平整液工艺参数优化,提高带钢产品板形质量稳定性,降低平整液消耗,提高设备运行稳定性。
[关键词]平整液 参数优化 产品质量
中图分类号:TU111.4 文献标识码:A 文章编号:1009-914X(2016)07-0225-01
在钢铁企业生产过程中,由于质量的波动性,钢铁成品以及半成品即使能够达到国家和企业标准,但也很难做到百分之百的符合用户要求,必然存在着因不合格品引起的损失以及为了减少损失而加强预防需要增加控制费用的问题。本文以唐钢冷轧平整机组的平整液系统为研究对象,从平整液系统设备改造以及工艺优化方面着手,通过提升平整液系统设备稳定性、优化相关工艺参数达到提高产品质量稳定性,降低生产成本的目的。
1 平整液系统现状
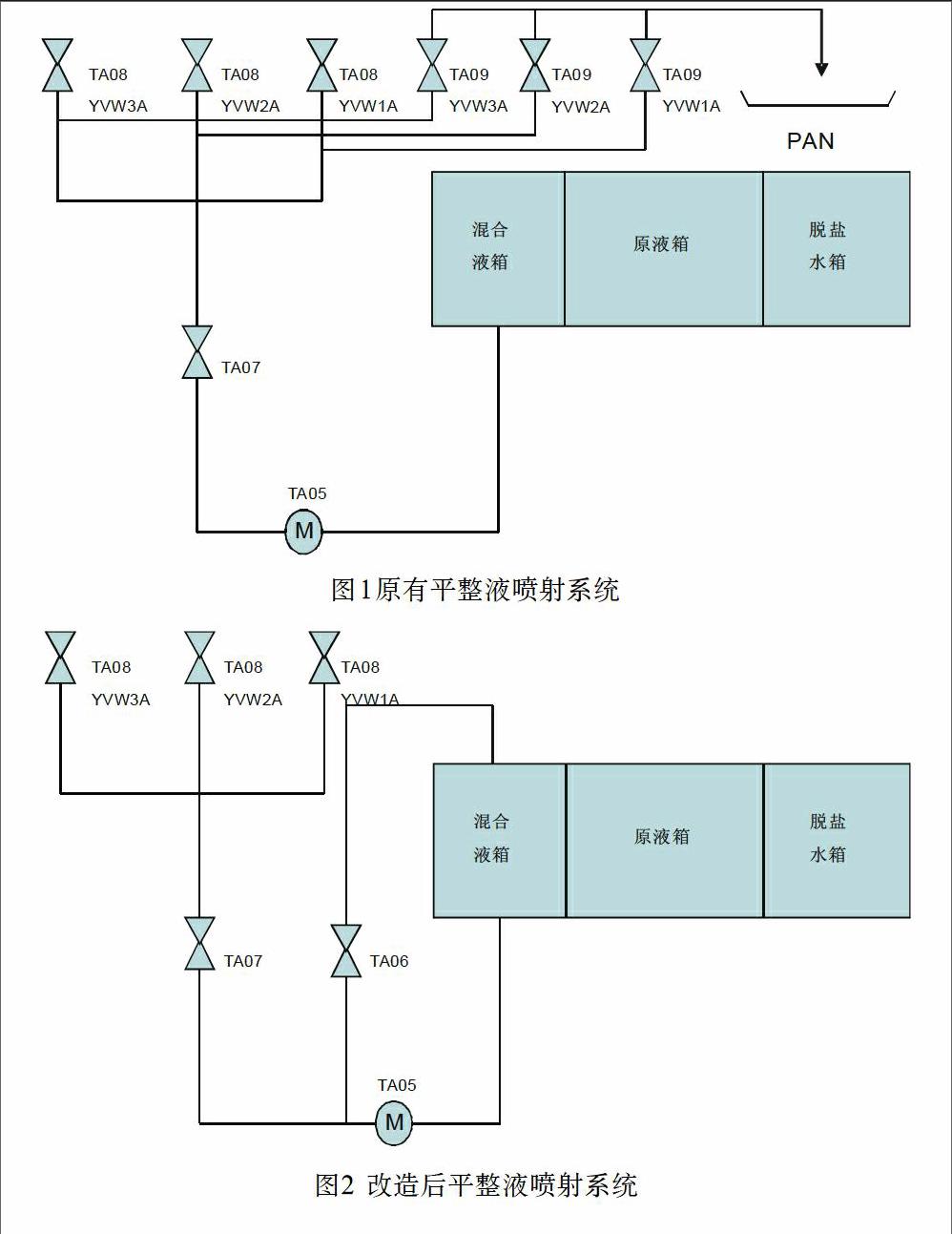
唐钢冷轧平整机组采用湿平整方式。自投产以来,存在着平整液消耗大,喷射压力不稳定,混合不均匀,难以将带钢头部残留物清洗干净,系统泄露情况严重,计量泵及离心泵故障影响连续生产,脱盐水无法实现自动上液等一系列缺点。唐钢退火产品表面质量的稳定性较差,退火板的生产成本非常高,严重影响了产品市场竞争力,在钢铁市场持续低迷、形势严峻的时刻,引起质量异议、客户流失,对唐钢产品形象的维护和提升极为不利。为改善上述问题,进行平整液系统设备改造以及工艺优化。原有平整液喷射系统简图如图1所示:
原有平整液系统工作原理为:当平整机组启车时,输送离心泵TA05和可远程控制的隔膜阀TA07同时打开,喷射电磁阀TA08由关闭变成开启状态,平整液在压力作用下通过喷嘴喷射到带钢板面上,排液电磁阀TA09由开启变为关闭状态,机组停止排液。当平整机停车时,输送离心泵TA05和隔膜阀TA07同时关闭,喷射电磁阀TA08由开启变成关闭状态,平整液停止喷射,排液电磁阀TA09由关闭变为开启状态,并将管路中的平整液排出。研究发现,平整液系统的喷射电磁阀TA08在平整机液压站内,同机组距离较远,排液电磁阀TA09在机组入口处。当平整机停车时,液压站内的喷射阀TA08到排液阀TA09之间有很长的一段管路的平整液直接排废,平整液浪费现象严重。在平整机启动时,管路中不存在平整液,退火钢卷的带钢头部20米左右存在因平整液压力不足而造成的残留物过多的情况。
2 系统改造
改造方案为:将原有平整液喷射系统改造成小循环系统。喷射系统电磁阀TA08由液压站移动到机架入口张力辊侧,将排液电磁阀TA09以及排液管路取消,增加TA05出口管路通向混合液箱并增加电磁阀TA06控制,将喷射系统做成内部小循环。改造后平整液喷射系统简图如图2:
改造后平整液系统离心泵TA05一直保持打开状态,隔膜阀TA07保持一定的开度。当平整机启车时喷射阀TA08由关闭变成打开状态,平整液开始喷射,TA06由打开变为关闭状态;当平整机停车时喷射阀TA08由打开变为关闭状态,TA06由关闭变成打开状态,平整液由电磁阀TA06进入到混合液箱,进行系统内部循环。
原有平整液系统经过改造成小循环系统后,由于管路中的平整液不再外排,平整液喷射压力稳定,有效的对带钢头部进行清洗,消除了带钢头部20米左右存在因平整液压力不足而造成的残留物过多的情况,同时小循环对平整液的均匀混合也起到了一定作用,取消了排液阀也减少了平整液的浪费现象。
3 参数优化
3.1 对平整液喷射电磁阀参数的优化
平整液喷射系统采用压力控制模式,在电磁阀TA07后安装压力传感器。压力传感器测得的信号传给控制器PLC,控制器根据压力的反馈以及内部的控制算法,给出控制信号,控制电磁阀的启停或改变运行频率。
电磁阀TA07的限幅对于平整液喷射流量以及平整液喷射压力的在启车后30秒内的超调量至关重要。如果限幅设定过小,平整液喷射压力难以达到工艺要求的设定值;如果限幅设定过大,平整液喷射压力的超调量越大、平稳性越差,也就是说启车时的喷射压力很大,流量也很大,逐步缓慢的过渡到设定值,过渡期间造成了平整液的大量浪费。
经过一段时间的摸索发现,将TA07限幅由-50%设定到-78%后,压力的超调量较小。
3.2 优化平整液的喷射压力
冷轧钢板用平整液采用水溶性防锈剂、表面活性剂及多种功能添加剂复合而成浓缩型湿平整液。具有优良的清洗性能,合适的润滑性能及摩擦系数,能确保高速,平稳轧制,对减少轧辊磨损、提高钢板板面质量有显著效果。
在不同的平整液喷射压力下进行了大量的实际轧制,由于冷轧部镀络工作辊的使用,不同喷射压力对工作辊以及支撑辊的轧制公里数影响不大。通过不断的调整,最终将平整液喷射压力设定为3.2Bar。通过优化平整液喷射压力,降低了平整液消耗。
结语
将原有平整液系统改造成小循环系统,对平整液喷射电磁阀进行程序上的参数修改,结合大量实验对平整液喷射参数进行优化,提升了平整液混合的均匀性,降低了平整液消耗,提高了平整液喷射以及退火板板面质量的稳定性,增强了平整液对带钢头尾残留物清洗能力,提高退火板板面质量,使唐钢冷轧产品的竞争力大大提高。
参考文献
[1] 孙建林.轧制工艺润滑原理技术及应用[M].北京t冶金工业出版社,2004.
[2] 阎润民,周耀华.可逆冷轧机工艺润滑的特点及装备改进[J].轧钢,2001,(2).
猜你喜欢
中国眼镜科技杂志(2019年9期)2019-11-11
劳动保护(2019年7期)2019-08-27
质量技术监督研究(2018年1期)2018-03-26
筑路机械与施工机械化(2016年11期)2017-02-05
科教导刊·电子版(2016年30期)2016-12-26
电脑知识与技术(2016年24期)2016-11-14
科技视界(2016年23期)2016-11-04
新农业(2016年20期)2016-08-16
工业设计(2016年8期)2016-04-16
计算技术与自动化(2015年4期)2016-03-25