
控制棒驱动机构错对中落棒噪声特性研究
2016-04-26 08:37彭翠云
科技视界 2016年9期
彭翠云

【摘 要】利用噪声检测技术对控制棒驱动机构进行正常和错对中落棒噪声检测试验,并对采集到的噪声信号时程特性及其对应的频谱特性进行了分析研究,试验表明,控制棒驱动机构错对中状态下落棒时间在设计允许范围内,但其落棒噪声特征量有明显增大的特征,通过噪声特征量可检测驱动机构错对中状态。
【关键词】控制棒驱动机构;落棒噪声;错对中;特征量
0 引言
控制棒驱动机构是反应堆的重要动作部件,在每次换料大修或驱动机构发生变动后需对其进行性能检查,目前的检测方法是测量线圈电流和落棒时间,此方法只能检测出驱动机构较明显的升降故障,而驱动机构多发生部件偏心、松动、形变等尚未发生可明确鉴别的故障,这些早期故障只使驱动机构出现阻滞或摩擦,此时电流变化不大,落棒时间增长也不明显,无法有效检测。
在国内,噪声检测技术应用于控制棒驱动机构故障检测尚处于尝试阶段,但该技术可逐步建立驱动机构运行故障特征数据,对驱动机构早期故障进行检测,提前预知驱动机构运行工况,以便尽早采取措施,保证控制棒驱动机构的运行安全性。
本研究针对滚轮丝杠控制棒驱动机构,采用噪声检测技术对处于偏心状态下的控制棒驱动机构落棒噪声进行时程和频谱特性分析,并给出了反应故障特性信息的特征量及其随偏心量增大的变化关系。
1 试验装置与设备
试验本体为滚轮丝杠控制棒驱动机构,它是通过滚轮丝杠传动副将转子的旋转运动转化为丝杠带动控制棒的上下直线运动,主要部件由位置指示器、转子部件、定子部件、丝杠部件、弹簧部件等组成。
试验测试设备由一个宽频加速度计、一个4通道前置电荷转换器和一台4个噪声检测通道、32个棒位测量通道组成的便携式噪声检测仪构成。加速度计采用卡扣适配方式安装在偏心管座壳外,棒位信号直接取自电源柜。噪声检测流程见图1。
图1 控制棒驱动机构噪声检测流程图
2 试验内容
常温、常压、静水状态下,利用试验本体及装置,进行正常和错对中落棒噪声特性试验,即在偏心量分别为0mm、4mm、6mm、10mm、15mm、20mm,各进行至少2次落棒试验,试验过程中,采集落棒噪声加速度信号。
落棒时间通过测量驱动机构电源柜位置指示器初级线圈内因驱动轴通过而产生感应电势的办法来测量。
3 试验结果比较与分析
3.1 落棒时间测量结果分析
落棒时间是控制棒从反应堆堆芯顶部下落到底部的时间,图2为试验中所测得正常和错对中偏心状态控制棒驱动机构落棒时间,从图中可见,随偏心量增大落棒时间变化较小,且均在设计允许范围内,由此可见通过测量落棒时间很难辨别错对中偏心故障。
图2 不同偏心量落棒时间
3.2 驱动机构落棒噪声特性分析
3.2.1 时程分析
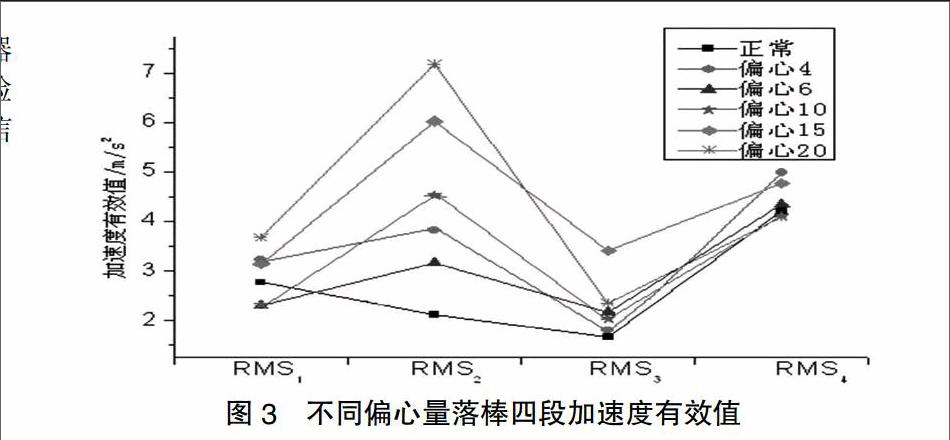
控制棒驱动机构落棒行程中,产生主要噪声的事件依次为转子开启、驱动机构摩擦、控制棒下插摩擦和落棒冲击,将落棒加速度时程信号分为四段,提取各段加速度有效值特征量分别为RMS1、RMS2、RMS3、RMS4,并进行各错对中偏心状态时程特征量比较如图3。
图3 不同偏心量落棒四段加速度有效值
3.2.2 频谱分析
从1Hz至10KHz的频率范围内的频谱特征中,提取正常与错对中偏心状态落棒加速度信号频谱特征频率以及对应的峰值进行比较,发现在特征频率1000Hz、3500Hz、4500Hz、8000Hz等处频谱幅值变化较大如图4所示,这些特征频率在偏心量15mm、20mm的加速度频谱幅值有明显增大。
图4 不同偏心量落棒频谱特征
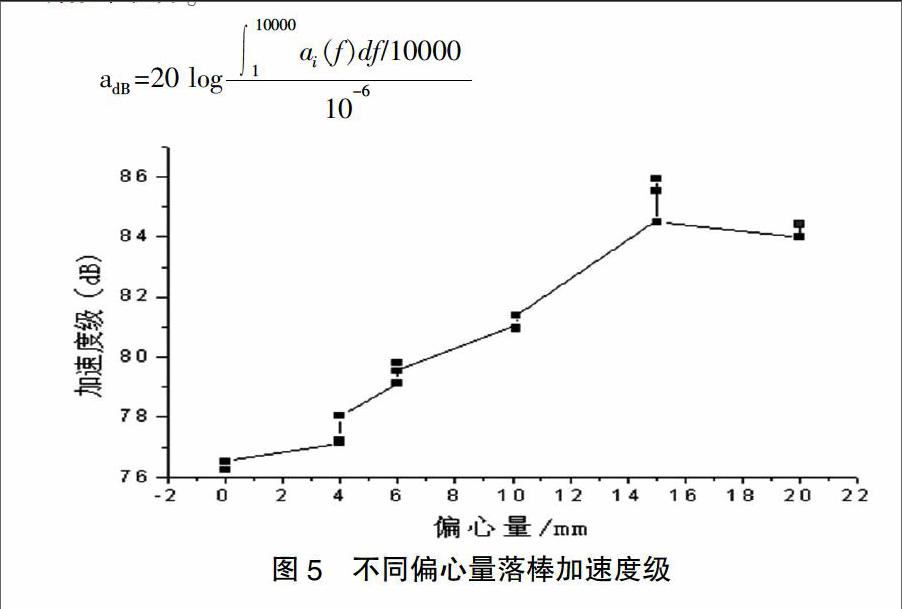
为了对驱动机构摩擦噪声的进行检测,将噪声加速度信号时程在1Hz~10kHz频率范围积分,得加速度级,计算公式如下式。在控制棒落棒过程中,加速度级的计算方法,是对在高速采样下的加速度信号,进行整个落棒过程的数据块的频谱计算,再对频谱在1Hz~10kHz频段进行数字积分。
由公式计算正常与错对中状态下的落棒加速度级如图5所示,图中落棒信号噪声加速度级随偏心量增大而增大明显。
4 结论
(1)采用噪声检测技术检测控制棒驱动机构错对中落棒噪声,在时程和频谱特征量变化较为明显。
(2)采用噪声检测技术可通过特征量变化辨别驱动机构错对中偏心故障状态以及偏心程度,而采用测量落棒时间的方法很难辨别。
【参考文献】
[1]张继革,吴元强,王敏稚.控制棒新型电磁驱动机构性能实验研究[J].核动力工程,2001,22(4):365-369.
[2]苏世杰.控制棒落棒时间测量的机制和方法[J].核工程与技术,1996,9(3):15-22.
[责任编辑:杨玉洁]
