
泡沫分离与发酵耦合技术研究进展
2016-05-11 03:19张达宋建恒李志强董凯徐丹丹郑辉杰吴兆亮河北工业大学化工学院天津30030北京林业大学生物科学与技术学院北京00083
食品研究与开发 2016年5期
张达,宋建恒,李志强,董凯,徐丹丹,郑辉杰,*,吴兆亮(.河北工业大学化工学院,天津30030;.北京林业大学生物科学与技术学院,北京00083)
泡沫分离与发酵耦合技术研究进展
张达1,宋建恒2,李志强1,董凯1,徐丹丹1,郑辉杰1,*,吴兆亮1
(1.河北工业大学化工学院,天津300130;2.北京林业大学生物科学与技术学院,北京100083)
摘要:泡沫分离与发酵耦合技术是近年来新兴起的天然产物生产技术,本文综述了近几年来泡沫分离与发酵耦合技术的研究进展。论述了泡沫分离与发酵耦合技术的机理、最新研究进展及其潜在的应用价值。最后,对本文工作进行了总结和对研究前景进行了展望。
关键词:泡沫分离;发酵;耦合;应用;天然产物
泡沫分离技术是一门既古老又年轻的分离技术。论古老,其已经有近100年的历史。第一篇使用泡沫分离技术的专利可以追溯到1918年[1]。早在二十世纪六十年代,泡沫分离技术就被认为是分离洗涤剂、金属离子最具有前景的技术[2]。泡沫分离技术在机理研究、模型建立、工业实际生产等方面直到目前仍有很多不足甚至空白。随着泡沫分离技术的发展,人们对泡沫分离机理的研究日益深入。泡沫分离与发酵耦合成技术应运而生,成为进入21世纪以来广泛研究的一项下游分离技术,可以将泡沫分离与发酵耦定义为在微生物发酵过程中运用泡沫分离技术将具有表面活性的目标产物原位分离,从而达到解除产物抑制,产品浓缩的技术。一般认为泡沫分离与发酵耦合技术的优势在于:第一,通过对产物的移除,解除了产物对生产菌株的反馈抑制效应,从而增加产量;第二:发酵单元与分离单元耦合减少了单元操作的步骤,简化了生产工艺;第三:相对于其它耦合技术,泡沫分离与发酵耦合的特点是,通入的空气不仅与生产菌种亲和性强,还能促进发酵罐中的气液相、固液相均匀。可见泡沫分离与发酵耦合技术具有其它偶和技术不可比拟的优势,具有良好前景。尽管对于膜分离、萃取分离、结晶分离等与发酵耦合的报道已经很多。对于泡沫分离与发酵耦合的研究确鲜有报导。鉴于此,本文将对今后研究具有指导意义以及该技术的产业化具有现实应用意义。
1 泡沫分离与发酵耦合技术的机理
发酵与分离耦合技术又叫原位产物分离技术,指从生化反应单元附近快速移除反应产物从而解除产物抑制的技术。原位产物分离技术以其解除产物抑制以及整合单元操作等优点广泛应用在各种产物的发酵或生物转换工艺中,特别是在某些对自身细胞有毒害作用的产物生产工艺中。原位产物分离技术的出现源于人们对发酵工艺高产量的追求,对于一个特定的生产工艺,人们可以通过两种方式增加产量:第一种是菌种改造(筛选理想突变株或基因重组技术),另一种是通过工程解决方法,原位产物分离正是基于第二种方法。
在国内外研究报告中,常用来与发酵耦合的分离方法有:蒸发、萃取、过滤、吸附和沉淀[3]。其中蒸发与发酵耦合适用于生产发酵液中乙醇等挥发性强的小分子产物;萃取与发酵耦合适用于生产发酵液中萃取剂中溶解度较高的小分子或大分子产物;过滤与发酵耦合适用于生产发酵液中特定分子大小的小分子产物;吸附与发酵耦合适用于生产发酵液中与吸附剂亲和性强的大分子或小分子产物;沉淀与发酵耦合适用于生产发酵液中生成了不溶物的小分子或大分子产物。随着泡沫分离技术在生物化工领域的发展,已有不少关于泡沫分离与发酵耦合的报道。泡沫分离也就是泡沫分馏、泡沫吸附分离技术。是指从分离塔底部通入气体,气体通过气体分布器在塔内上升,离子或非离子表面活性物质吸附在气液界面上,泡沫会从塔顶溢出,收集泡沫并破碎即可得到表面活性物质浓缩液。将泡沫分离作为耦合技术有其他分离技术不可比拟的优点,比如泡沫分离装置简单便于在原有供给设备上直接改造加工;只需要通入空气即可进行分离,不需要添加其他化学试剂,减少对生产菌株的毒害,降低下游分离负担;通入的空气不仅可作为生产菌株代谢所需要的氧气来源,还能是发酵罐内物质混合均匀。所以泡沫分离与发酵耦合技术拥有良好的理论基础和应用前景,必将受到学术界更多关注。
2 泡沫分离与发酵耦合技术最新研究进展
泡沫分离与发酵耦合作为一门新兴的应用技术,近年来发展迅速。就目前而言,泡沫分离与发酵耦合所研究的物系已经包含细菌发酵[4]、真菌发酵[5]、细胞培养[6]。耦合位置包含发酵罐内部耦合[7]与发酵罐外部耦合[8]。研究层次包含应用研究[9]与机理研究[10]。操作方式包含分批式[11]与连续式[12]。本文将该领域的主要研究方向和进展等归纳为两个方面进行综述:新产物适用性探索和耦合过程强化。
新产物适用性研究的问题主要是指研究之前没有研究过的发酵产物是否适用于泡沫分离与发酵耦合技术,通过耦合后产物的产量是否得到提高,经济效应较原有工艺是否增加。第一个应用泡沫分离与发酵耦合技术生产的产物是脂肽(Surfactin)Cooper等[13]在1981年首次应用枯草芽孢杆菌生产脂肽,并研究了培养基中加入铁离子、锰离子、碳水化合物对产量的影响。结果表明在耦合发酵条件下泡沫中可回收脂肽3 g~4 g,铁离子与锰离子对脂肽产量均有促进影响,但是碳水化合物则对脂肽产量有抑制影响。稳定期时在发酵液中加入硫酸亚铁后,脂肽浓度可达6 g/L。Chen 等[11]设计了一套同时含有发酵罐与泡沫分离塔的整合装备,运用枯草芽孢杆菌(BBK006)耦合分批发酵生产脂肽,结果表明消泡液中脂肽浓度是发酵液中的50倍,产量也由对照组92 mg/L提高到136 mg/L。Zhang等[14]运用里氏木霉耦合发酵生产纤维素酶,同时研究了影响发酵液起泡性的因素。结果表明纤维素酶的富集比不足1.2,同时随泡沫溢出的还有纤维素和菌体。试验还研究了不同发酵阶段里氏木霉的疏水性,结果表明稳定期前里氏木霉的疏水性逐渐增加,随着进入稳定期,疏水性逐渐下降。Liu等[4]运用乳酸链球菌耦合发酵生产乳链菌肽,同时研究了pH梯度对耦合发酵的影响,结果表明试验最佳pH为5.75(±0.05),在最佳条件下,耦合发酵的比生产速率是未通气对照组的6.6倍,效价达到了4 870 IU/mL提高了30.3 %。Winterburn等[8]设计了一套新颖的发酵罐外部耦合装置,运用经过基因重组的酿酒酵母(CBS128322)生产HFBII蛋白,结果表明蛋白回收率达到了70 %,富集比达到了6.6。Kottmeier等[5]运用里氏木霉耦合发酵生产HFB1疏水蛋白,并通过泡沫分离技术在线回收,结果表明回收的HFB1疏水蛋白纯度达到70 %。Taura 等[6]运用紫衫愈合组织耦合发酵生产紫杉醇,在最佳通气0.21 vvm条件下,发酵罐内部紫杉醇稳定在低于0.02 g/m3的浓度,从而解除了产物抑制。结果表明紫杉醇产量比对照组提高了5倍。
耦合过程强化研究的问题主要是克服泡沫分离与发酵耦合技术的缺点,通过参数优化、设备创新,使耦合过程得到强化。耦合过程中微生物细胞会随泡沫溢出从而导致生产效率降低、环境污染等问题。微生物细胞壁表面有大量的糖蛋白等表面活性物质,这使一些微生物有一定的起泡性,而一些微生物没有。早在1958年起,Boyles[15]与Gaudin[16]等应用泡沫分离法富集水中的微生物与孢子,近年来Brambilla等[17]通过泡沫分离法除去水中的异养型细菌,从而净化水质。但对于微生物发酵来说,易于气泡的发酵菌株则给研究人员带来麻烦。针对这种情况,Heyd等[9]设计了一套新型的泡沫分离与发酵耦合装置回收发酵液中的鼠李糖脂。为了防止细菌随泡沫溢出,细菌被包裹进海藻酸磁珠内。随后通过高梯度的磁性筛选,海藻酸磁珠能够成功回流入发酵罐中。通过耦合分离,鼠李糖脂的富集比可以达到15,产量达到70 g/L。Cui等[7]设计了一套新型的泡沫分离与发酵耦合装置并加入了膜构件回收发酵液中乳链菌肽,膜构件通过优化孔径可以阻止细胞溢出发酵罐,但是小分子的乳链菌肽可以通过膜构件从而得到富集。通过耦合分离产物抑制效应得到有效解除,最佳培养条件为气速60 mL/min,通气开始时间为第4 h,同期间隔时间为30min,乳链菌肽效价达到了3 946 IU/mL,比对照组提高了24.2 %。
此外,对于好氧微生物,发酵初期必须通入氧气供微生物进行代谢,但通入的氧气也会使发酵罐内产生大量气泡。培养基中的表面活性物质富集在气泡表面随之溢出,从而造成发酵初期培养基的浪费,管内营养成分的流失。针对这种情况,Winterburn等[8]设计了一套新型的泡沫分离与发酵耦合装置回收发酵液中的HFBII蛋白,通过传动装置将发酵液引入到发酵罐外部的泡沫分离塔进行泡沫分离,分离后的残夜在通过传动装置回流到发酵罐。通过新装置偶和分离,随泡沫溢出的物质由770 g降低到44.8 g,发酵罐内干物质所占比率最高可达95 %,而对照组只有66 %。最终HFBII回收率达到70 %,富集比6.6。
有关泡沫分离与发酵耦合技术的研究简况见表1。
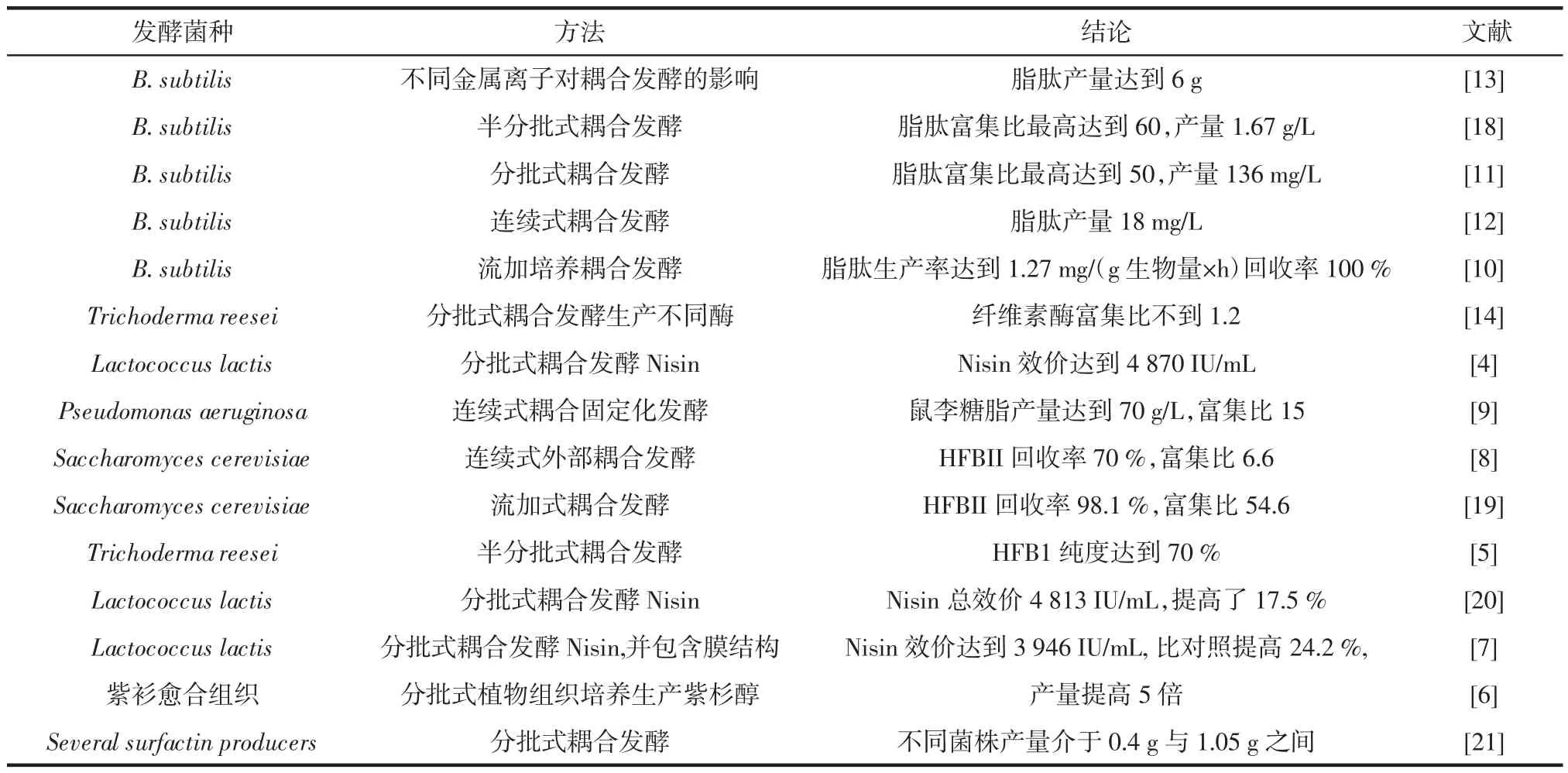
表1 泡沫分离与发酵耦合技术研究进展Table 1 Progress of fermentation coupling with foam separation
3 泡沫分离与发酵耦合技术研究前景展望
泡沫分离与发酵耦合技术研究首先仍会围绕着新产物适用性探索、耦合过程强化这两大热点进行,但工作重心更倾向于耦合过程强化。解决泡沫携带菌株问题,可以尝试新的、更简洁的固定化手段,或尝试选择性更强的膜构件。解决耦合初期培养基产生泡沫问题,可以尝试加入弱消泡剂、探究发酵液起泡性规律,优化参数使发酵型起泡性降低等策略。其次,一些报告中耦合装置设计的过于复杂[7,22],这不仅给工业生产带来麻烦,也更容易染菌。所以简化已有装置也可以作为新的研究方向。第三,由于泡沫分离技术发展较为深入,研究人员可以尝试将泡沫分离研究成果应用到泡沫分离与发酵耦合技术中来,比如泡沫分离塔中的构件[23-24]、多级分离技术[25-26]、改变塔构造等。最后,泡沫分离与发酵耦合技术生产酶的报道还很少,主要原因在于酶的起泡性不高[14],同时在气液界面分布易于失活[27]。可尝试的方法有加入较强起泡性且能与酶类结合的物质将酶携带出发酵液或者加入分子伴侣使酶类复性[28]等方法,所以尝试用泡沫分离与发酵耦合技术生产酶类也可以作为今后的研究方向。
参考文献:
[1] Burghoff B.Foam fractionation applications[J].Journal of Biotechnology, 2012, 161(2): 126-137
[2] Lemlich R.Adsorptive bubble separation methods—foam fractionation and allied techniques[J].Industrial & Engineering Chemistry, 1968, 60 (10): 16-29
[3] Stark D.Von Stockar U.In situ product removal (ISPR) in whole cell biotechnology during the last twenty years[J].Process Integration in Biochemical Engineering, 2003, 80 (151): 149-175
[4] Liu W, Zheng H, Wu Z, et al.Effects of pH profiles on nisin fermentation coupling with foam separation[J].Applied Microbiology and Biotechnology, 2010, 85 (5): 1401-1407
[5] Kottmeier K, Guenther T J, Weber J, et al.Constitutive expression of hydrophobin HFB1 from Trichoderma reesei in Pichia pastoris and its pre-purification by foam separation during cultivation[J].Engineering in Life Sciences, 2012, 12(2): 162-170
[6] Taura K, Yamamoto S, Hayashi S, et al.A new bioreactor for paclitaxel production based on foam separation[J].Asia-Pacific Journal of Chemical Engineering, 2014, 9(1): 75-80
[7] Cui X, Zhang D, Zheng H, et al.Study on the process of fermentation coupling with foam fractionation and membrane module for nisin production[J].Asia-Pacific Journal of Chemical Engineering, 2014, 9 (4): 623-628
[8] Winterburn J B, Russell A B,Martin P J.Integrated recirculating foam fractionation for the continuous recovery of biosurfactant from fermenters[J].Biochemical Engineering Journal, 2011, 54(2): 132-139
[9] Heyd M, Franzreb M,Berensmeier S.Continuous Rhamnolipid Production with Integrated Product Removal by Foam Fractionation and Magnetic Separation of Immobilized Pseudomonas aeruginosa [J].Biotechnology Progress, 2011, 27(3): 706-716
[10] Guez J S, Chenikher S, Cassar J P, et al.Setting up and modelling of overflowing fed-batch cultures of Bacillus subtilis for the production and continuous removal of lipopeptides[J].Journal of Biotechnology, 2007, 131(1): 67-75
[11] Chen C Y, Baker S C, Darton R C.Batch production of biosurfactant with foam fractionation[J].Journal of Chemical Technology and Biotechnology, 2006, 81(12): 1923-1931
[12] Chen C Y, Baker S C, Darton R C.Continuous production of biosurfactant with foam fractionation[J].Journal of Chemical Technology and Biotechnology, 2006, 81(12): 1915-1922
[13] Cooper D, Macdonald C, Duff S, et al.Enhanced production of surfactin from Bacillus subtilis by continuous product removal and metal cation additions[J].Applied and Environmental microbiology, 1981, 42(3): 408-412
[14] Zhang Q, Lo C M,Ju L K.Factors affecting foaming behavior in cellulase fermentation by Trichoderma reesei Rut C-30[J].Bioresource Technology, 2007, 98(4): 753-760
[15] Boyles W, Lincoln R.Separation and concentration of bacteria l spores and vegetative cells by foam flotation[J].Applied microbiology, 1958, 6(5): 327
[16] Gaudin A.Separation of Microorganisms by Flotation[J].Applied microbiology, 1960, 8(2): 84-90
[17] Brambilla F, Antonini M, Ceccuzzi P, et al.Foam fractionation efficiency in particulate matter and heterotrophic bacteria removal from a recirculating seabass (Dicentrarchus labrax) system[J].Aquacultural Engineering, 2008, 39(1): 37-42
[18] Davis D A, Lynch H C, Varley J.The application of foaming for the recovery of Surfactin from B.subtilis ATCC 21332 cultures[J].Enzyme and Microbial Technology, 2001, 28(4/5): 346-354
[19] Winterburn J B, Russell A B, Martin P J.Characterisation of HFBII biosurfactant production and foam fractionation with and without antifoamingagents[J].AppliedMicrobiologyandBiotechnology,2011, 90(3): 911-920
[20] Guo K, Cui X, Zhang D, et al.The effects of fed-batch fermentation coupled with foam separation on nisin production[J].Food and Fermentation Industries, 2013, 39(3): 22-26
[21] Willenbacher J, Zwick M, Mohr T, et al.Evaluation of different Bacillus strains in respect of their ability to produce Surfactin in a model fermentation process with integrated foam fractionation [J].Applied microbiology and biotechnology, 2014, 98(23): 9623-9632
[22] Glazyrina J, Junne S, Thiesen P, et al.In situ removal and purification of biosurfactants by automated surface enrichment[J].Applied Microbiology and Biotechnology, 2008, 81(1): 23-31
[23] Lu K, Li R, Wu Z L, et al.Wall effect on rising foam drainage and its application to foam separation [J].Separation and Purification Technology, 2013, 118(6): 710-715
[24] Yang Q W, Wu Z L, Zhao Y L, et al.Enhancing foam drainage using foam fractionation column with spiral internal for separation of sodium dodecyl sulfate[J].Journal of Hazardous Materials, 2011, 192(3): 1900-1904
[25] Liu Z M, Wu Z L, Li R, et al.Two-stage foam separation technology for recovering potato protein from potato processing wastewater using the column with the spiral internal component[J].Journal of Food Engineering, 2013, 114(2): 192-198
[26] Wang Y, Nan F, Zheng H, et al.Effects of temperature and trehalose on foam separation of nisin from the culture broth produced by Lactococcus lactis subspecies lactis W28[J].Journal of Dairy Science, 2012, 95(10): 5588-5596
[27] Burapatana V, Prokop A, Tanner R.Degeneration of β-Glucosidase Activity in a Foam Fractionation Process [C].Proceedings of the Twenty-Fifth Symposium on Biotechnology for Fuels and Chemicals.Breckenridge: Humana Press, 2004: 619-625
[28] Burapatana V, Booth E A, Snyder I M, et al.A proposed mechanism for detergent-assisted foam fractionation of lysozyme and cellulase restored with β-cyclodextrin[C].Applied Biochemistry and Biotecnology.Springer, 2007: 777-791
Progress of Study of Fermentation Coupling with Foam Separation
ZHANG Da1,SONG Jian-heng2,LI Zhi-qiang1,DONG Kai1,XU Dan-dan1,ZHENG Hui-jie1,*,WU Zhao-liang1
(1.School of Chemical Engineering and Technology,Hebei University of Technology,Tianjin 300130,China;2.College of Biological Sciences and Technology,Beijing Forestry University,Beijing,100083,China)
Abstract:Fermentation coupling with foam separation(FCFS)were widely reported these years in the production of natural products.The presented paper reviewed the research progress of FCFS in the last few years.The mechanism,the latest research progress and possible application of FCFS were discussed in his review.Finally,all the results are summarized,and the study prospect is discussed.
Key words:foam separation;fermentation;coupling;application;natural products
DOI:10.3969/j.issn.1005-6521.2016.05.040
基金项目:国家自然科学基金(21346008);河北省自然科学基金(B2011202056)
作者简介:张达(1989—),男(汉),硕士,研究方向:生物化工。
*通信作者:郑辉杰(1972—),男(汉),副教授,博士,主要从事发酵及代谢工程研究。
收稿日期:2014-12-16
猜你喜欢
数学物理学报(2022年2期)2022-04-26
电子制作(2019年16期)2019-09-27
湖北农业科学(2016年18期)2016-12-08
科教导刊·电子版(2016年26期)2016-11-21
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
大众理财顾问(2016年8期)2016-09-28
大型铸锻件(2015年5期)2015-12-16
科技视界(2015年25期)2015-09-01
