
基于PLC控制的伺服定位高速瓷砖自动贴膜设备
2016-05-14 13:21胡国纬
佛山陶瓷 2016年6期
胡国纬

摘 要:本文着重从系统组成、程序编写及调试三方面详细介绍了利用可编程控制器(PLC)和伺服驱动系统实现瓷砖高速自动贴膜的自动化控制设备,并指出了调试的注意事项,以期能对同行有借鉴作用。该设备对减少人工、缩短工作时间、提高产品质量以及增强陶瓷行业现代化管理水平具有广泛意义。
关键词:PLC;伺服驱动系统;高速贴膜;自动贴膜
1 引言
贴膜,是保护全抛砖在堆放、包装、运输过程中,砖面不受损伤的有效措施,也是保证产品品质的需要。因此,在生产全抛砖过程中,贴膜作为一道单独工序,被广泛采用。图1为正在自动贴膜的瓷砖。
以前的贴膜机,步进定位部分多使用刹车电机,甚至普通电机。每一片砖贴完膜后,停止要定位精确,才能保证自动切断膜的准确性。这就需要定位的电机要能够快速启动,精确停止。然而,普通电机或刹车电机在产量要求低时,尚能满足要求。但产量稍高时,例如800 mm×800 mm规格砖,当产量在25片/min,甚至达30片/min以上时,普通电机或刹车电机就完全不能满足要求。
目前,陶瓷厂需要高产量的贴膜机,原因大致有以下两个方面:
(1)人力资源不足
重体力劳动的工人日益难招,在这种人力资源严重不足的情况下,陶瓷厂通常只能把三个班轮流工作,改为两个班。这样做的好处是减少了用工量,但这就需要提高生产效率来保证产量、减少工作时间。
(2) 错峰用电的需要
由于高峰限电及阶梯电价等因素,那些高耗电量的设备,可以安排错峰生产。全抛线耗电量大,通常安排在错峰生产,把窑炉全天烧出的砖,在错峰时间内全部抛光完成。
在这种要求高产量贴膜的情况下,只有伺服驱动系统才能满足要求,当800 mm×800 mm砖产量在30片/min以上时,对电气及机械稳定性的要求相当高。稍有不慎,就会造成碰砖、对位不准、切不了膜等问题,由于入砖不能停顿,如果故障停机,就会形成大堵砖,短时间内造成大量成品瓷砖损坏。
为了解决这些难题,本文应用PLC、伺服驱动系统和变频器等自动化控制技术,结合实际生产。不断优化方案,成功摸索总结出了解决方案。本文就PLC控制的伺服定位高速瓷砖自动贴膜机的系统组成和控制方面进行阐述,并指出了一些调试注意事项,希望能给同行以探讨和借鉴。
2 瓷砖自动贴膜的技术指标
2.1 入口夹砖系统
为了确保每次来砖都能垂直平顺地进入步进定位系统,设计了入口夹砖系统。此套入口夹砖系统主要由两个气缸、四个导轮及其它组件组成。它们分别位于来砖方向的左右两边,每边一个气缸,两个导轮。
两个气缸同时动作,调机时,中间放一片800 mm×800 mm砖,使两个气缸同时伸出时,四个导轮刚好压稳瓷砖的左右两边为好。在入砖方向上,压稳的瓷砖中心线应该刚好和入砖的两条皮带的中心线重合,如果中心线不重合,就要调整左右气缸的行程,使之重合。
2.2 伺服步进定位系统
伺服步进定位系统是此套设备的核心系统,该系统由启动伺服驱动系统运行的光电开关、伺服电机及驱动器、压膜辊、气缸及压砖组件等组成。
贴膜段皮带入口的光电开关有信号时,则启动伺服电机定位运行,每来一片砖,定位运行一段预定的距离。直到入口的光电开关无信号。下一片砖来时,可再次启动伺服电机定位运行。定位运行完成后,以来砖的后边缘刚好脱离入砖皮带为好。因为贴膜段的定位皮带是间歇运行,在下一片砖来之前,是停止运行的,而入砖皮带是常转的,所以贴膜段在定位运行后,如果来砖的后边缘未脱离入砖皮带,则会造成入砖皮带的磨损;但如果来砖的后边缘脱离入砖皮带太多,则会造成再来砖时,两片砖的间隙过大,影响贴膜质量。
切膜段皮带入口的光电开关的位置、入口段皮带的速度、贴膜段定位运行的距离及贴膜段定位运行的速度,这四者之间互相影响、相辅相成,是这套设备调试的关键,调试时,需要细致观察,循序渐进。
2.3 自动切膜系统
自动切膜系统由切膜气缸、发热丝、AC380V转AC10V、AC12V、AC14V的250 W变压器及其它附件组成。
其中发热丝有三个电压等级可选接,分别为AC10V、AC12V、AC14V,以使发热丝有不同的温度,更好地适应切断不同的膜,且这三个可选电压均为安全电压。
当切膜段伺服电机步进定位运行完成,马上会启动切膜气缸动作,完成一次切膜动作,切膜气缸动作的时间可在人机介面设定。
2.4 手动控制
对每台电机的运行与停止,每个气缸的动作与复位,都可进行手动操作,以便对每个装置单独调整、检修或排除故障使用。
其中对切膜段伺服电机,每手动运行一次,伺服电机按照人机介面的设定距离及速度,进行一次定位运行,以方便调试时对位及调整参数使用。
2.5 自动控制
自动运行时,可按照上述2.1~2.3的要求完成循环运行。
2.6 自动过砖
当不需要贴膜,只是过砖时,可启动自动过砖模式。在该模式下,入口夹砖系统照常工作,步进定位系统及自动切膜系统都不工作,只是伺服电机按人机介面设定的速度常转即可。
3 PLC控制系统设计
3.1 PLC选型
根据以上技术指标和控制要求,该套设备共有三个系统和三个工作模式,三个系统分别是:入口夹砖系统、步进定位系统、自动切膜系统。每个系统需要的输入点数量如下:
(1)入口夹砖系统
输入点(4个):①一个启动夹砖的光电开关;②两个两位旋钮:入口传动电机M1手动运行、停止;夹砖气缸的手动夹砖、松开;③入口传动电机M1的报警输入。
输出点(3个):①入口传动电机M1正、反转;②夹砖气缸的动作。
(2)伺服步进定位系统
输入点(4个):其中有1个伺服电机启动光电开关;两个两位旋钮,分别是:伺服手动运行、手动压辊;一个伺服电机报警输入。
输出点(5个):其中伺服电机M2需要四个输出点,分别是:伺服驱动器脉冲输入、方向输入、伺服使能和伺服报警清除。另外,还有一个压辊气缸。
(3)自动切膜系统
输入点(2个):一个手动切膜两位旋钮、一个联锁输入信号。
输出点(2个):切膜气缸的动作;一个联锁输出,故障或停机时,给上位机信号。
(4)其它
输入点(4个):其中有一个急停;一个三位旋钮,手动、停止、自动;一个带灯按扭,启动;
输出点(2个):复位指示灯;报警指示。
(5)综上所述,该系统共需要:
输入点:4+4+2+4=14(个);
输出点:3+5+2+2=12(个);
由于控制伺服系统需要用高速脉冲输出,所以必须选用晶体管输出的PLC。因此本文选用的PLC是OMRON的CP1H-X40DT-D,这是一个DC24V供电的24个输入点,16个晶体管输出点的PLC。还有一些点多出,作为备用。
(6)系统资源分配
1)数字量输入部分
输入地址分配如表1所示。
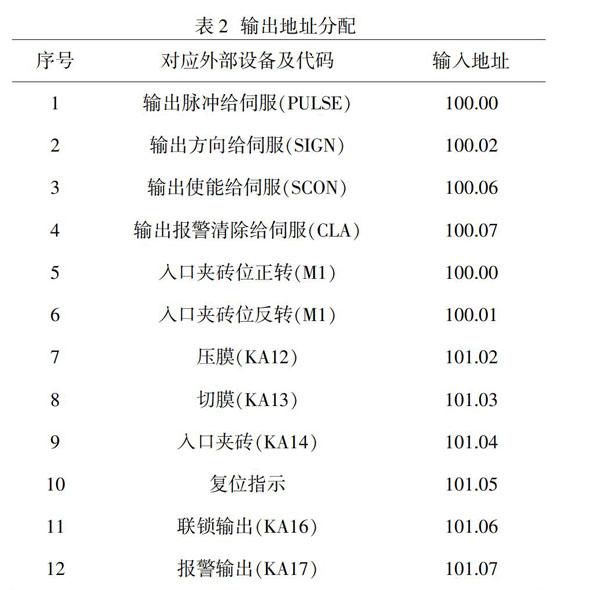
2)数字量输出部分
输出地址分配如表2所示。
4 各技术指标的实现
4.1 入口夹砖系统的设计
该技术指标已在2.1中做了初步的介绍,在实际生产调试的过程中,可在人机介面上增加设定入口夹砖光电1.05点ON状态的时间长短及左右夹砖动作保持时间。这样设计的好处是:不同规格的砖,可以通过调整参数,使动作达到刚好合适、流畅。夹到瓷砖时,四个导转对角线交叉点刚好与瓷砖中心重合为好,且夹的时间不宜过长,夹到位,马上松开即可,以免影响后续入砖。
如图2所示,当1.05点ON时,运行介面设定的入口夹砖延时时间,接着入口夹砖气缸101.04点ON,该点ON后,运行介面设定的夹砖气缸ON延时时间,之后101.04点OFF,夹砖气缸复位。该系统的部分程序如表3所示(指令表格式)。
4.2 伺服步进定位系统的设计
该系统已在2.2中做了初步的介绍,伺服步进定位系统,是该设备的核心系统,效率的高低以及性能的好坏主要由该系统决定。图3为伺服步进定位系统及自动切膜系统。下文将对该系统的程序控制做进一步介绍,并列出部分程序,供大家参考。
如图3所示,当步进启动光电开关1.03点ON时,伺服开始定位运行一段距离,伺服定位运行距离和速度均可在介面上设定。压膜辊的位置以瓷砖重心运行到伺服定位皮带上时再压比较好,压膜位置如果太靠近入口位,易造成贴完膜后,两砖之间缝隙变大,膜被拉伸,切膜后,膜边沿回缩、翘起,影响贴膜的平整性。该系统的部分程序如表4所示(指令表格式)。
4.3 自动切膜系统的设计
该系统在2.3中做了初步的介绍,下文将对该系统的程序控制做进一步介绍,限于篇幅,这里不再列出程序。
如图3所示,启动自动运行后,M1传动,当步进启动光电开关1.03点ON时,伺服完成一次定位步进运行,定位运行完成后,马上启动切膜气缸。其中切膜时间可在介面设定,通常是0.2 s左右,若设定的时间太长,会影响效率。因为在切膜未完成时,入口再来砖,会造成碰砖,进而引起入口堵砖。完成切膜后,可再次入砖,如此循环运行。
5 结语
该设备自去年设计成功以来,已在国内外实现多次销售,同时对暴露出来的问题,也进行了不断的改进。目前,系统运行稳定、效果良好,是瓷砖高速贴膜较理想的解决方案。本文从瓷砖自动贴膜的技术指标、PLC系统的设计以及技术指标的实现三个方面对该设备进行了详细介绍,希望能对同行起到启发和借鉴作用。
参考文献
[1] 王兆义.可编程控制器使用技术[M].北京:机械工业出版社,2004.
[2] 李明河.可编程控制器原理与应用[M].合肥:合肥工业大学出版社,2010.
