10.9级法兰螺栓断裂分析
2016-06-14 07:31卢宠光刘善林
汽车零部件 2016年1期
卢宠光,刘善林
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心, 河北保定 071000)
10.9级法兰螺栓断裂分析
卢宠光,刘善林
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心, 河北保定 071000)
摘要:对汽车某断裂法兰螺栓进行外观检查、断口分析、化学成分分析、金相组织检查及硬度检测等试验,在理化试验的基础上,运用微观断裂理论对螺栓的断裂原因进行综合分析得出结论:淬火时碳势控制不良造成螺栓表面增碳严重,而电镀工艺氢原子的渗入导致装配后的螺栓氢脆断裂。
关键词:螺栓;疲劳断裂;电镀;氢脆
0引言
汽车某法兰螺栓,材料牌号为40Cr,规格型号性能等级为M10X1.25/YC10.9级,执行标准GB/T 3098.1-2010,表面经镀锌防锈处理。此螺栓产品用于汽车某零部件总成连接,在装配48 h后螺栓头部和杆部结合处发生自然断裂。为找到断裂原因,对断裂螺栓进行了综合分析。
1试验分析
1.1断口分析
对螺栓断裂失效样品进行断口形貌分析,测试结果如下:
(1)如图1所示,在装配48 h后法兰螺栓头部和杆部结合处发生自然断裂,此处应用面积大于螺纹处,断裂处无明显塑性变形。
(2)如图2—4所示:断裂源于螺栓头部和杆部结合处的外表面R角位置,并向螺栓中心扩展。扩展区(A、C区)主要为沿晶脆性断口,沿晶面上有明显的塑性变形韧窝(鸡爪痕)和微孔特征及大量的晶界分离沟槽,表现为典型氢脆断口特征。
(3)如图5所示,断口中心B区为塑性韧窝带,此区为螺栓受力面积变小在静载荷下产生的断裂终断区。

图2 断口宏观形貌(箭头处为裂纹源)

图3 A区域断口微观形貌

图4 C区域断口微观形貌

图5 B区域断口微观形貌
综合以上分析,综合断面形貌和断裂背景情况,推断此螺栓为氢脆延迟断裂。
1.2化学成分分析
对螺栓断裂样品和正常样品进行化学成分分析,测得的结果如表1所示。
从表1可见:此断裂螺栓和正常螺栓化学成分均符合标准GB/T3077-1999对牌号40Cr的要求。

表1 化学成分测试结果 %
1.3实物拉伸测试
对同批次正常样品进行实物拉伸测试,测试结果如表2所示。
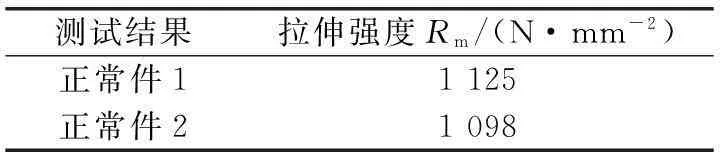
表2 拉伸性能测试结果
标准GB/T 3098.1-2010对10.9级螺栓要求为Rm≥1 040 N/mm2,因此同批次正常样品拉伸强度合格。
1.4金相分析
对螺栓正常样品和断裂失效样品进行金相分析,测试结果如表3所示。
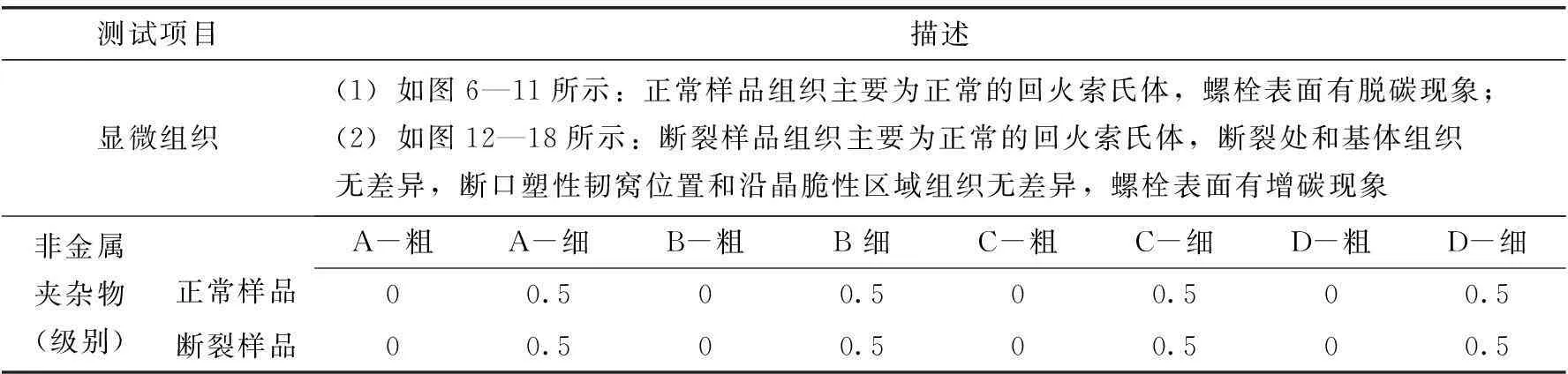
表3 金相分析结果
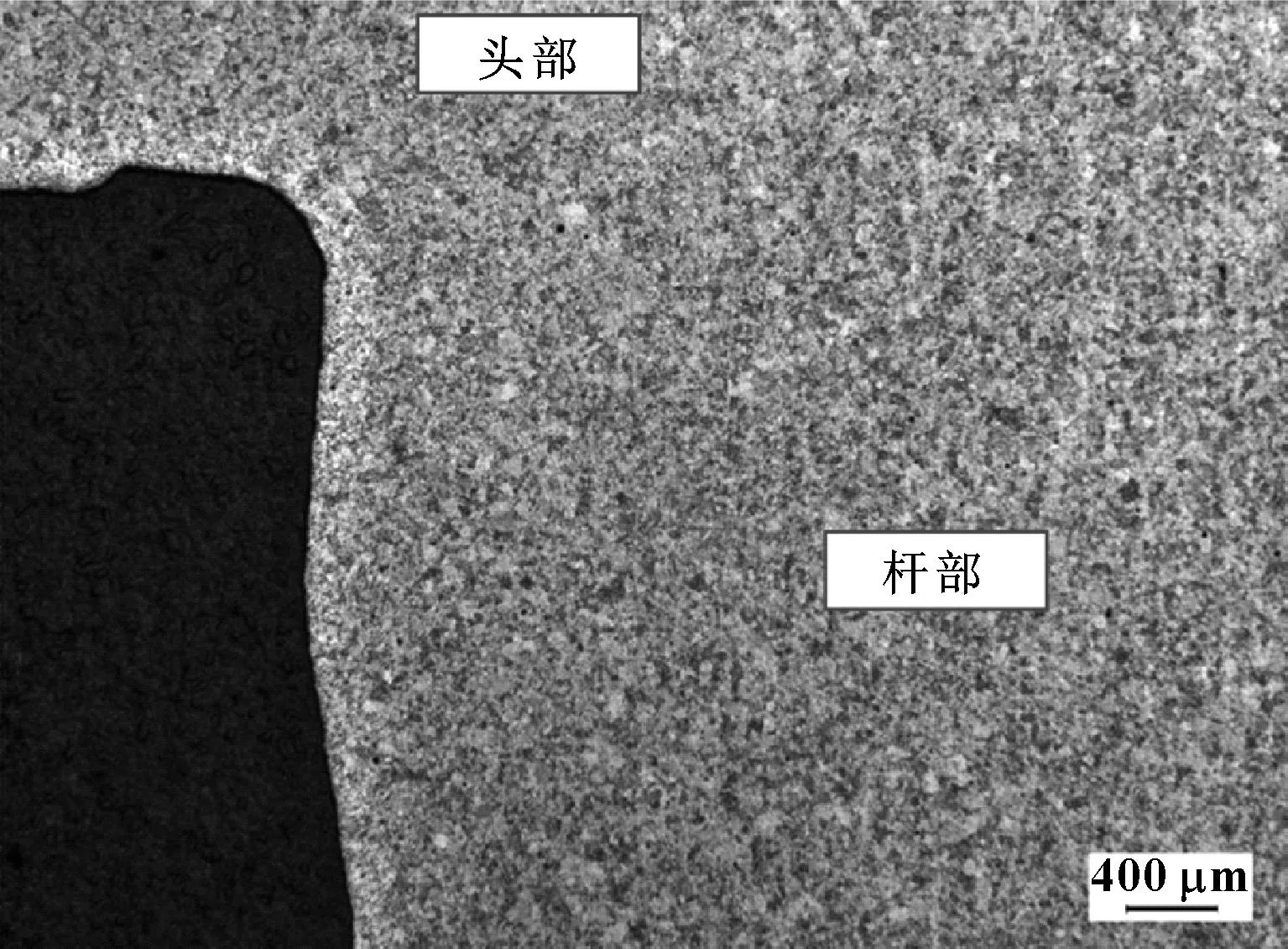
图6正常样品组织(25×,4%硝酸酒精溶液浸蚀)

图7 正常样品组织(100×,4%硝酸酒精溶液浸蚀)
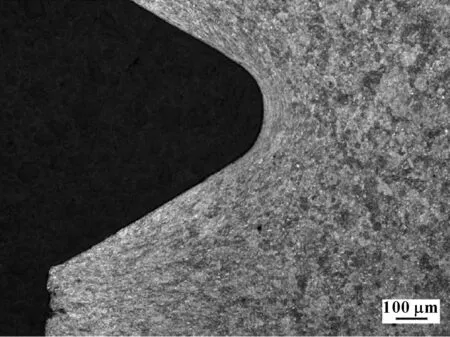
图8 正常样品螺纹组织(100×,4%硝酸酒精溶液浸蚀)
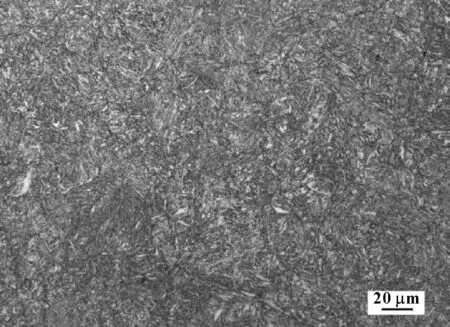
图9 正常样品芯部组织(500×,4%硝酸酒精溶液浸蚀)

图10 正常样品表面组织(500×,4%硝酸酒精溶液浸蚀)

图11 正常样品抛光形貌(25×,未浸蚀)
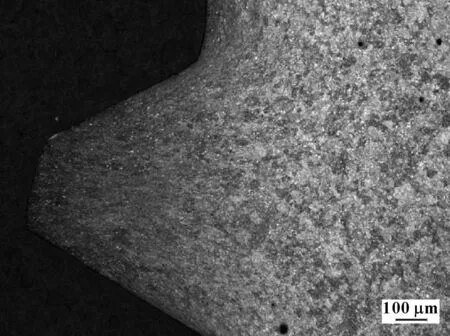
图14 断裂样品螺纹组织(100×,4%硝酸酒精溶液浸蚀)
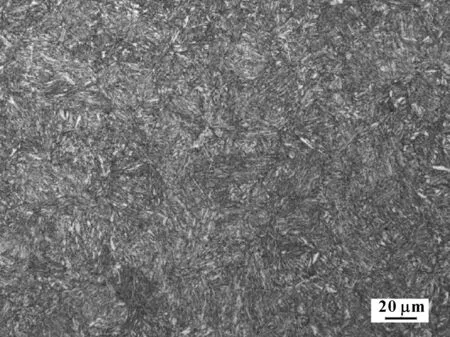
图15 断裂样品螺纹组织(100×,4%硝酸酒精溶液浸蚀)

图16 断裂样品表面组织(500×,4%硝酸酒精溶液浸蚀)
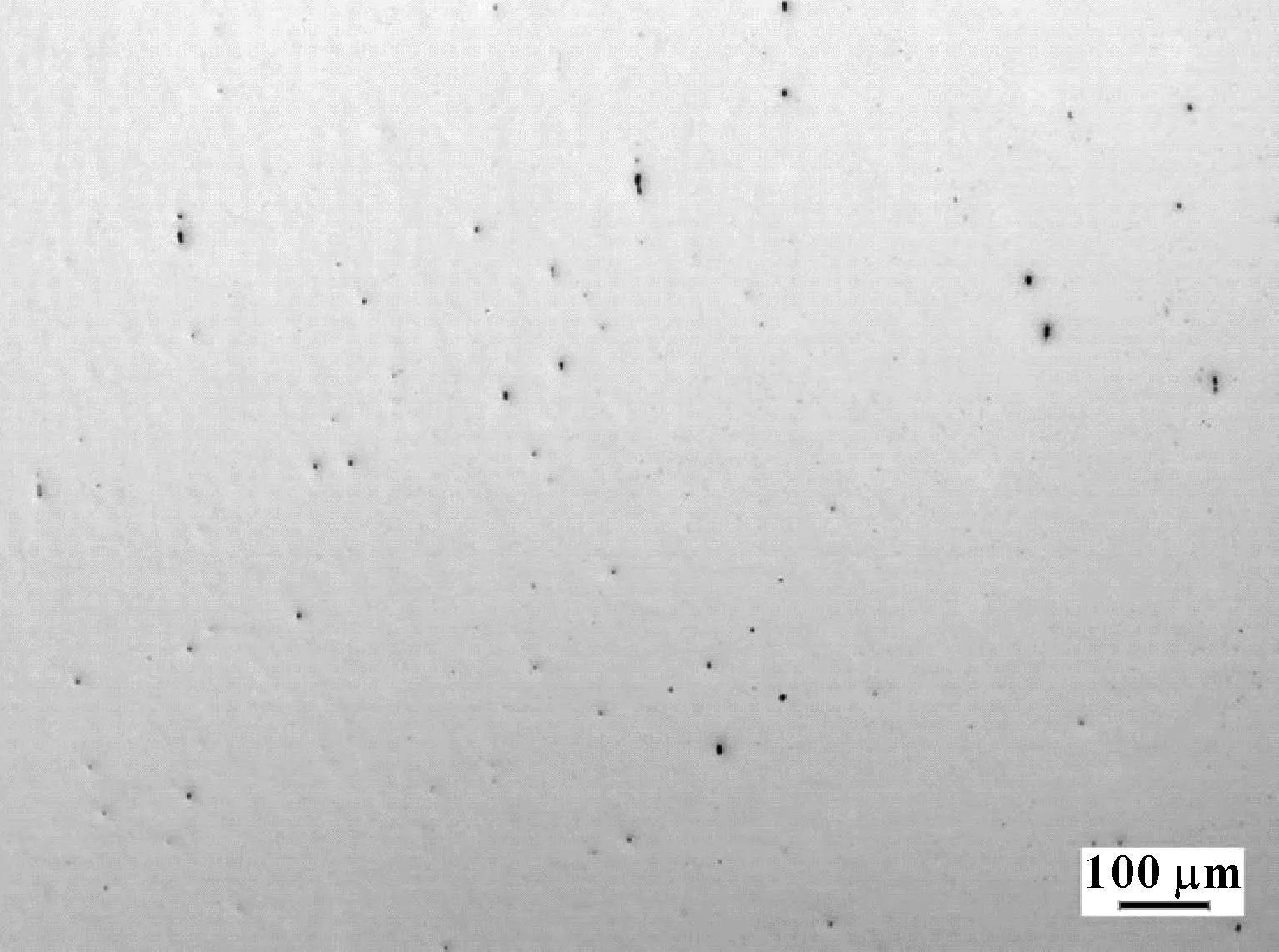
图18 断裂样品抛光形貌(100×,未浸蚀)
1.5硬度测试
对螺栓正常样品和断裂样品进行硬度测试,具体结果如表4所示。
对螺栓正常样品和断裂样品进行表面硬度和芯部硬度测试,具体结果如表5所示。

表4 硬度测试结果
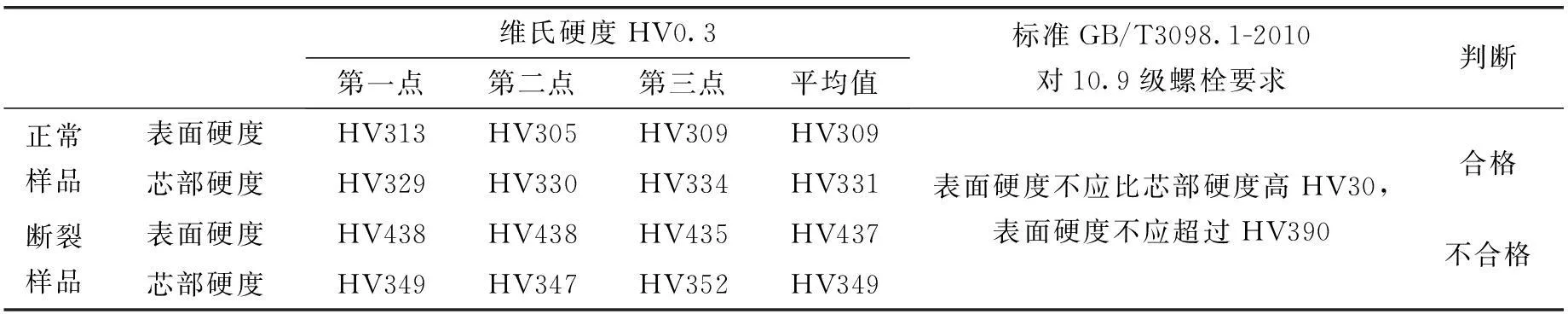
表5 表面硬度和芯部硬度测试结果
1.6脱碳和增碳试验
对螺栓正常样品和断裂样品进行脱碳和增碳测试,测试结果如表6所示。
标准GB/T 3098.1-2010要求:
未脱碳:HV(2)≥HV(1)-30
未增碳:HV(3)≤HV(1)+30
2分析与讨论
经断口分析,在装配48 h法兰螺栓在头部和杆部结合处发生自然断裂,此处应力面积大于螺纹处,断裂处无明显塑性变形。断裂源于螺栓头部和杆部结合处的外表面R角位置,并向螺栓中心扩展。扩展区(A、C区)主要为沿晶脆性断口,沿晶面上有明显的塑性变形韧窝(鸡爪痕)和微孔特征及大量的晶界分离沟槽,断口中心B 区为塑性韧窝带,此区为螺栓受力面积变小在静载荷下产生的断裂终断区。综合断面形貌和断裂背景情况,推断此螺栓为氢脆延迟断裂。
经化学成分测试,断裂样品和正常样品化学成分均符合标准GB/T 3077-1999对牌号40Cr的要求。
经实物拉伸测试,正常样品抗拉强度符合标准GB/T 3098.1-2010对10.9级螺栓要求。
经金相检测,正常样品组织主要为正常的回火索氏体,螺栓表面有脱碳现象;断裂样品组织主要为正常的回火索氏体,断裂处和基体组织无差异,断口塑性韧窝位置和沿晶脆性区域组织无差异,螺栓表面有增碳现象。正常样品及断裂样品齿部组织均有变形情况,说明螺栓是先热处理后成型的,非金属夹杂物正常。
经硬度检测,断裂样品和正常样品基体硬度符合标准GB/T 3098.1-2010对10.9级螺栓要求,但正常样品表面增碳严重不符合标准要求。
综合力学性能、硬度和金相检测结果,说明螺栓热处理工艺能符合螺栓强度要求,但淬火时保护气氛碳势控制不良导致螺栓表面增碳严重。
螺栓表面脱碳通常有利于延迟破坏性能的提高,但淬火时对于螺纹表面增碳是不允许的,会使螺栓强度增加而塑性下降,导致延迟断裂。
螺栓热处理后进行的表面镀锌工艺,如果电镀工艺控制不当,除氢不彻底,将引起氢脆。而螺栓表面增碳现象将加重氢脆、延迟失效的敏感性。
3结论
综合分析测试结果,此法兰螺栓属于氢脆延迟断裂失效。断裂主要原因为:淬火时碳势控制不良造成螺栓表面增碳严重,而电镀工艺氢原子的渗入导致装配后的最终螺栓的氢脆断裂。
改进对策:改善热处理品质,控制好淬火加热气氛,并在电镀后及时进行去氢处理。
参考文献:
【1】张邦强,谢娟.10.9级高强度螺栓断裂分析[J].大型铸造件,2010(6):15-17.
【2】孙小炎.螺栓氢脆问题研究[J].航空标准化,2007(2):1-9.
【3】唐晓.热浸镀钢材在海水中的氢渗透行为及其对材料力学性能的影响[D].青岛:中国科学院海洋研究所,2006.
10.9 Flange Bolt Fracture Analysis
LU Chongguang, LIU Shanlin
(Research & Development Center of Great Wall Motor Company,Automotive Engineering TechnicalCenter of Hebei,Baoding Hebei 071000,China)
Abstract:Appearance inspection, fracture analysis, chemical composition analysis, microstructure examination and hardness testing experiment were completed to a car fractured flange bolt. On the basis of physical and chemical testing, micro-fracture theory was used to comprehensively analyze fracture reasons of the bolt. It is concluded that poor carbon potential control when the bolt is quenched causes serious recarburation on the surface of the bolt, and plating process hydrogen atoms penetrating leads to the final hydrogen embrittlement fracture.
Keywords:Bolt; Fatigue fracture; Plating; Hydrogen embrittlement
收稿日期:2015-08-13
作者简介:卢宠光(1982—),大学专科,助理工程师,主要负责汽车零部件的质量提升及改进。E-mail:lcgwzj@163.com。
中图分类号:U483
文献标志码:B
文章编号:1674-1986(2016)01-038-05
猜你喜欢
时代汽车(2022年13期)2022-07-05
表面工程与再制造(2022年1期)2022-05-25
锻压装备与制造技术(2020年6期)2021-01-25
文萃报·周五版(2019年11期)2019-09-10
科学与财富(2016年21期)2017-03-02
读者·原创版(2015年7期)2015-11-29
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27