塑料圆管熔接装置的控制系统设计
2016-06-21 07:02无锡机电高等职业技术学校王雪娇
电子世界 2016年11期
无锡机电高等职业技术学校 王雪娇
塑料圆管熔接装置的控制系统设计
无锡机电高等职业技术学校 王雪娇
【摘要】本文介绍了工业领域塑料圆管熔接装置的结构与功能,从气动和电气控制两方面,实现了该装置的系统设计。
【关键词】熔接装置;FESTO调压阀;控制系统设计
一、系统结构和功能介绍
利用电热熔接压铁将卷在金属滚筒上的塑料板片高温熔接成圆管。熔接压铁安装在一个双作用气缸活塞杆的前端。为防止压铁损伤金属滚筒,用带有压力表的调压阀将最大气缸压力调至4bar。气缸活塞杆在按下按钮后伸出,完全伸出时压铁对塑料板片进行熔接。气缸活塞只有在压铁到达设定位置并且压力达到3bar时才能回缩。
为保证熔接质量,应对气缸活塞杆的伸出进行节流控制。调节节流阀使得压力在气缸活塞杆完全伸出后3s才增至3bar,这时塑料板片在高温和压力的作用下熔接成了一个圆管。
为方便将熔接完成的塑料圆管取下,新的一次熔接过程必须在气缸活塞完全缩回2s后才能开始。通过一个定位开关可将这个加工过程切换到连续自动循环工作状态。
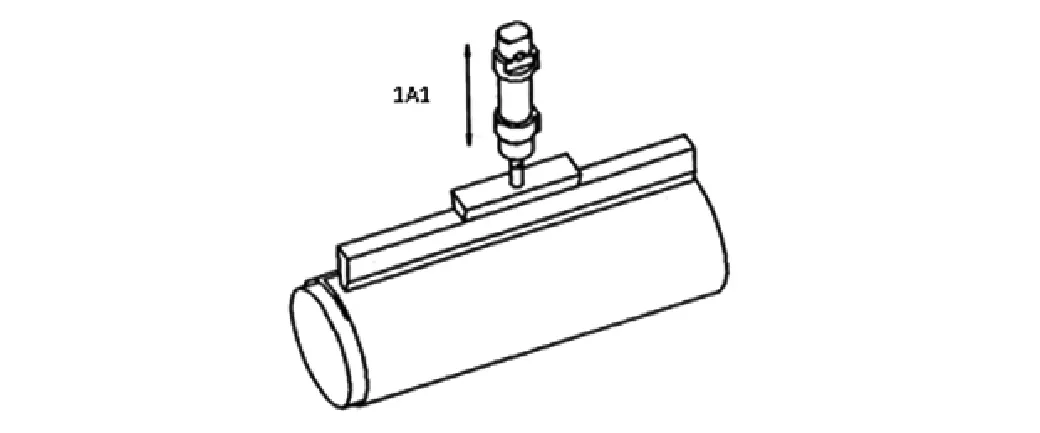
图1 塑料圆管熔接装置
二、调压阀
FESTO调压阀基本可以说是减压阀,减压阀的工作原理如下:高压介质通过一个小孔充到一个相对较大的腔里实现减压,实际上是靠节流减压,膜片或活塞的两面一面是出口腔,一面是人为给的压力,并且控制小孔大小的阀杆和膜片(活塞)相连,这样只要给一个固定的压力,那么出口腔的压力就会一直等于这个压力,这个认为给定的压力可以有弹簧、气源或液压源来提供。

图2 调压阀
三、控制回路分析
在进行回路设计时,我们可以把众多的控制要求分割成若干个小部分进行分析。
首先考虑气缸活塞伸出的控制,其控制条件有三个:按下按钮或定位开关以及气缸完全缩回满2秒。这里按钮和定位开关分别用来控制气缸实现单循环和连续循环动作,它们都可以启动气缸的动作。因此它们的关系显然是“或”的关系,可以通过梭阀来连接这两个元件。梭阀的输出,即为按钮与定位开关这两个条件“或”的结果。气缸完全缩回2秒可以用延时阀和行程阀连接实现,它与梭阀的输出这两个条件应在全部满足后,气缸才能伸出,所以这两个条件又是“与”的关系,可以通过双压阀或串联方式连接来实现。即假设按钮信号为条件X,定位开关信号为条件Y,延时信号为条件Z,则控制气缸活塞伸出的条件A=(X+Y)Z。
如果按下图对伸出控制部分的元件进行连接,启动后气缸活塞动作看似没有什么不同,但它与课题中的要求不是完全相符的。仔细分析就会发现,下图中延时阀的延时启动不仅需要气缸回缩到位后1S3发出的信号,还需要按钮或定位开关发出的信号。即在用按钮启动伸出时,要使延时阀产生输出,按钮就必须要持续按下满2秒钟,这显然不符合课题的控制要求,也不能符合生产实际需要。
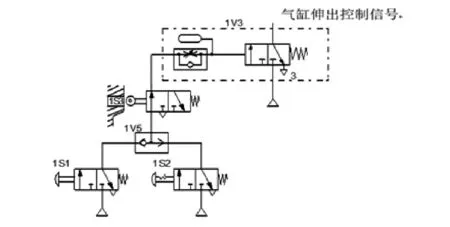
图3 气控设计方案一
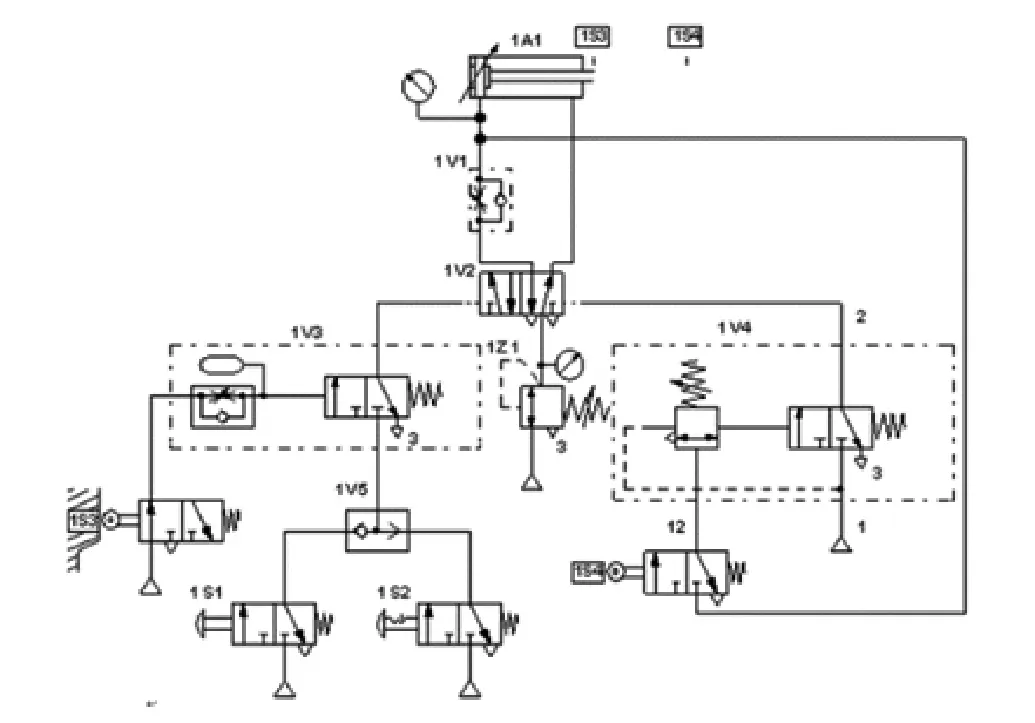
图4 气控设计方案二
其次考虑气缸活塞返回的控制,返回条件有两个,一是活塞杆完全伸出,另一个是熔接压力达到3bar,因此就需要一个检测气缸是否完全伸出的行程阀和一个检测气缸无杆腔压力的压力顺序阀。这两个阀的输出之间是“与”的关系,可用双压阀或串联连接实现。这与课题13中的返回控制条件是完全相同的。

图5 电气设计方案
要满足课题要求中所说3秒后压力上升至3bar,可通过调节安装在气缸的无杆腔侧的单向节流阀的开度,降低无杆腔压力上升速度来实现。这个单向节流阀也应和课题8中单向节流阀一样对气缸伸出进行进气节流控制。课题中的3秒不能误解为用延时阀来进行3秒的延时。
此外在主控换向阀1V2的气源侧应装设一个带压力表的调压阀,来保证气缸最高压力为4bar。
四、控制系统设计(见图4、图5)
五、结论
随着气动技术的发展,现已广泛用于生产生活领域,本文论述了采用纯气控、电气控两种方式进行熔接装置的控制系统设计,实现了生产自动化,大大提高了工作效率。
参考文献
[1]胡海清.气压与液压传动控制技术[M].北京理工大学出版社,2015(12).
[2]何昌传.注塑件熔接痕强度的局部控制工艺研究[D].广东工业大学,2015.
[3]罗语溪.高压气动真实气体效应与减压系统基础理论及实验研究[D].浙江大学,2011.
[4]李德新,郑春禄,吴立波.液压与气动技术[M].北京航空航天大学出版社,2013(8).