汽车液压挺杆瓶颈工序管理与研究
2016-07-08 06:39李蓉丁新桥
汽车实用技术 2016年4期
李蓉,丁新桥
(武汉软件工程职业学院汽车工程学院,湖北 武汉 430205)
汽车液压挺杆瓶颈工序管理与研究
李蓉,丁新桥
(武汉软件工程职业学院汽车工程学院,湖北 武汉 430205)
摘 要:文章分析了汽车液压挺杆的结构和装配工艺流程,应用工作研究的理论对其工序的时间进行研究。该方法可为汽车用液压挺杆工作作业时间的定制及企业提高工作效率提供参考。
关键词:液压挺杆;瓶颈工序
10.16638/j.cnki.1671-7988.2016.04.044
CLC NO.: U468.2Document Code: AArticle ID: 1671-7988(2016)04-129-02
前言
液压挺杆在汽车、轮船、飞机、直升机和火箭等发动机配气系统中使用,其中汽车发动机中液压挺杆使用最为频繁,尤其是在汽油发动机中得到了大量使用。其中它在汽车发动机的配气机构中起着非常重要的作用,可以在任何状态下使凸轮轴凸轮与气门之间保持着无间隙接触,并具有一定的缓冲功能。本文通过比较和分析目前液压挺杆生产过程中所有工序的作业时间,来改善瓶颈工序给生产产能带来的影响。
1、装配工艺简介
1.1 汽车液压挺杆结构介绍,见图1
瓶颈工序(也叫关键工作中心)主要是针对生产流程来定义的,我们通常把一个流程中生产节拍最慢的环节叫做“瓶颈”,更广义地讲,瓶颈是指整个流程中制约产出的各种因素,而瓶颈工序顾名思义就是制约整条生产线产出量的那一部分工作步骤或工艺过程。
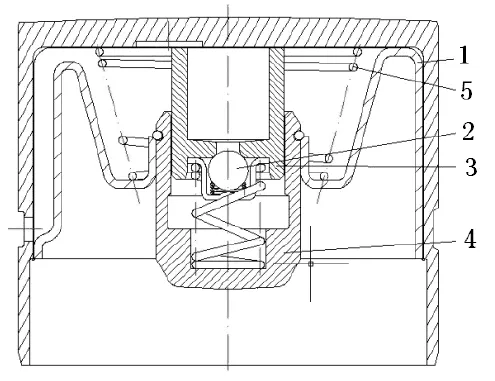
图1 液压挺杆结构图
1.2瓶颈工序
2、作业时间研究
时间研究是指以设计最佳的工作方法为目的对作业动作和时间进行的测定和研究。其目的是寻求完成一项工作经济合理的时间,并设法消除或减少无效时间的损失,充分有效的利用工作时间,以提高工作效率。时间研究的方法有多种。本文针对液压挺杆的具体实例来说明其时间确定的方法。液压挺杆的作业时间确定可按照以下几个步骤来完成:①工作分解;②测时;③样本大小确定;④标准时间确定。

表1 各工序号及周期时间
每个零件的平均周期时间计算公式为:
T=(工作时间分钟数-计划停线-非计划停线)*60*/(合格件+返修件+废品)
每个合格零件平均生产周期计算公式为:
TOK=T/合格率=T/(合格件/(合格件+返修件+废品))
以工序OP20热处理为例,8个小时,生产4000件,全部为合格件;
计算公式为T=(480-0-0)*60/(4000+0+0)=7.2s
TOK=7.2/(4000/4000)=7.2s
依次可得其他工序的生产时间,填入表内。
我们可以发现表格中时间最长的工序为柱体OP40精磨内孔,这就可以确定该工序就是瓶颈工序,但该瓶颈工序是否会导致影响无法满足主机厂的需求呢?这还需要经过计算月合格产品,按每天3班,每月22个工作日计算产量:
M月-OK=3*8*3600*22/20.3=93635(件)
看它能不能满足公司订单的要求;如果满足,则该瓶颈工序不影响订单零件的交付,不需要采取措施。如不能满足公司的订单,则需要对该工序采取措施。
对于多数企业来讲针对瓶颈工序都需要进行分析,目的:降低生产成本,提高生产率。但对于影响订单的瓶颈工序,我们该怎么做呢?
方法有两个,第一增加同样的生产设备;第二把这个工序分解,使之成为一个或者两个工序。入在本文中可以把磨内孔这个工序改成两个工序。从而使之不再是瓶颈。
2.1 工作分解
工作分解即把需要时间研究的作业分解成多个工作单元或动作单元。在工作分解时应该遵循下列原则:
1)每个工序应该有明确的开始和结束标记,这样,从而为测量时间提供方便。
2)花费很少时间就可以完成的工作,不能作为一个工作单元。通常我们认为,3 s内就可以完成工序不应该成为一个独立的工作单元。
2.2 测时
常用的测时方法有秒表测时法和工作抽样法及工作日写实法。在进行观测时,要特别注意所观测的数值中有没有数据比大多数其他数据的明显偏高或者偏低。如果有就应该分析其是否是由于人为或者因素引起的。正常值为x±3∂内的数值,超过者即为异常值。
2.3 样本大小的确定
在统计学中,我们常常采用抽样的方法来节省时间节省成本。样本大小是指为了达到所需要的时间精度必须重复观测的次数。为了提高观测精度和可靠度及弥补初次测计的不足,往往需要对观测次数进行修正。
在本文中,我们采用了按时间的抽样方法。选择了从白班的工作时间8点到16点,共8小时,对每个工序的时间进行计算。
2.4 标准时间的确定
标准时间一般根据对工作单元的实测时间来确定。实际生产过程中工人作业所消耗的一切时间是由计划时间和非计划时间两部分所构成。见下表:
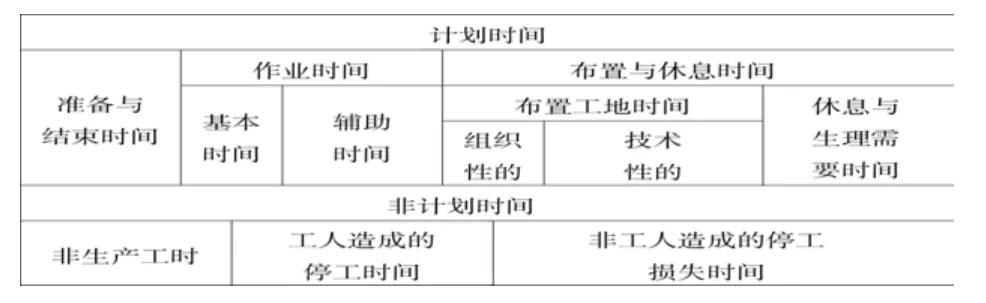
表2 工时消耗分类表
3、结束语
传统的工作时间测定,都是依靠经验估计来设计的,缺乏系统的科学理论指导,本文在分析了汽车液压挺杆结构和装配工艺的流程后,运用工业工程原理和有关数理统计概念,讨论了标准作业时间的确定过程。本文以某大型汽车公司的液压挺杆为例进行研究,具有一定的代表性。对其它装配作业时间的研究,也具有一定的实用参考价值。同时,也对企业确定合理生产存储量、提高生产率、降低成本具有重要意义,提高了企业自主规划生产系统的能力。
针对液压挺杆,我们可以从以下方面对瓶颈工序进行改进,以提高工作效率。首先应找出系统的瓶颈.接着决定如何挖尽瓶颈的潜能。下一步给瓶颈工序分解。假如上述步骤打破了原有的瓶颈,那么就回到第一步并持续改进,重新寻找新瓶颈。旧的瓶颈解决,新的瓶颈又产生,不断消除瓶颈,实现生产效率大提升。
参考文献
[1] [美]史密斯著.郭光炽译.劳动量测定[M].北京:机械工业出版社.1988.
[2] 郭伏,李森.作业测定技术应用中的问题研究.工业工程,2003,6(5):57—60.
[3] [美]蒙代尔著.董靖译.动作与时间研究[M].北京:机械工业出版社,1983.
[4] 章文澄.周丙海.车用机油泵装配作业时间研究. [J]机械制造2009,10(10-12).
[5] 巩朝冬.齐小剑.崔齐佳汽车液压尾板设计与分析[J]机械工程师2015,9(30).
中图分类号:U468.2
文献标识码:A
文章编号:1671-7988(2016)04-129-02
作者简介:李蓉,讲师,硕士,就职于陕西重型汽车有限公司。研究方向为汽车技术服务与营销。
Automobile hydraulic tappet bottleneck process management and research
Li Rong, Ding Xinqiao
( Wuhan software engineering vocational college of automotive engineering, school of hubei wuhan, Hubei Wuhan 430205 )
Abstract:This paper analyzed the structure of the hydraulic tappet and assembly process, Application research of theoretical study of the process time. This method will work for automotive hydraulic tappet homework time custom and improve the work efficiency to provide the reference.
Keywords:Automobile hydraulic tappet; bottleneck process
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
汽车实用技术(2022年14期)2022-07-30
昆钢科技(2022年2期)2022-07-08
英语文摘(2021年10期)2021-11-22
中国管理信息化(2021年11期)2021-07-30
昆钢科技(2021年1期)2021-04-13
汽车零部件(2019年7期)2019-08-16
民用飞机设计与研究(2019年2期)2019-08-05
作文周刊·高二版(2019年43期)2019-01-06
科技视界(2016年24期)2016-10-11