基于西门子828D系统控制的曲轴连杆颈数控车床的应用分析
2016-07-09 06:31郑翠翠
制造业自动化 2016年5期
郑翠翠,李 乐
(德州德隆(集团)机床有限责任公司,德州 253000)
基于西门子828D系统控制的曲轴连杆颈数控车床的应用分析
郑翠翠,李 乐
(德州德隆(集团)机床有限责任公司,德州 253000)
摘 要:曲轴连杆颈数控车床主轴驱动选用双级同步带减速结构,主、副主轴是由前后主副通过一根主传动杠同步驱动,配合使用主轴同步带张紧结构,起到消除传动间隙的作用。同时数控系统采用西门子828D配全闭环(伺服轴配海德汉光栅尺),这种结构大大降低了主轴驱动同步带的传动误差,并且使得前、后主轴驱动系统误差可调整性增强。
关键词:全闭环;双级同步带减速;曲轴连杆颈数控车床;海德汉光栅尺
0 引言
随着汽车行业的逐步发展,人们对汽车发动机的质量要求也逐渐提高。其中曲轴作为发动机的关键部件,它的精度决定着整个发动机的性能。曲轴连杆颈数控加工车床是一款需要有着高精度、高效率的数控加工中心。这时,普通的单级同步带主轴结构已经难以解决机床的加工精度[1]。同时,普通数控系统的开环、半闭环编码器就已经达不到加工要求[2]。所以改善主轴传动节够、提高数控系统的版本、增加双轴的全闭环功能成为整个机床性能提高的关键。在曲轴连杆颈数控车床中,将主轴驱动选用双级同步带减速结构、数控系统采用西门子828D系统、系统增带全闭环功能(配海德汉光栅尺)[3]应用其中,大大提高了整个曲轴加工的效率与精度。
1 普通的曲轴加工数控车床
1.1传统的主轴传动结构
普通的曲轴加工机床主轴为单级传动结构(如图1所示)。
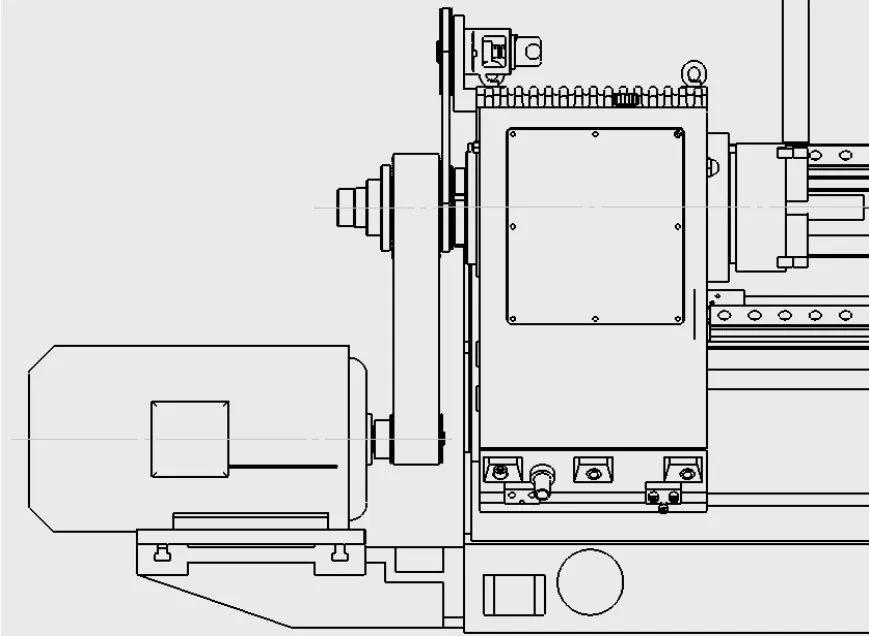
图1 曲轴加工主轴传动结构
2 数控系统及光栅尺功能介绍
2.1西门子828D数控系统功能介绍
德国西门子数控系统[4],型号828D可以实现4轴联动,基于PROFINET的输入输出接口可以高速传输数据。配西门子伺服主电机,具有高精度、高性能转速、扭矩及分辨率。同时数控系统配备在线测量功能,可以在伺服轴上加入光栅尺(全闭环测量系统),使系统反馈数据更加精确。
2.2直线光栅尺
光栅尺选择德国生产的海德汉直线光栅尺。LB382C距离编码光栅尺,信号周期为40µm,1Vpp增量信号,准确度等级为±0.1um。此型号光栅尺与西门子828D系统配合使用,伺服轴准确定位可达到0.0078˚(实测数值)[5]。机床使用的数控系统为SIEMENS 828D SL,其中系统参数设置需要注意一下参数30200是编码器的数量;31000=1表示的是光栅尺;30240[0]=1;30240[1]=0。关于其他与光栅尺有关的参数需要根据实际车削精度做改动。
2.3曲轴连杆颈数控车床
2.3.1机床结构优化
本文以曲轴加工数控机床为研究对象,将主轴传动结构进行优化,主轴传动优化后的结构图如图2所示。
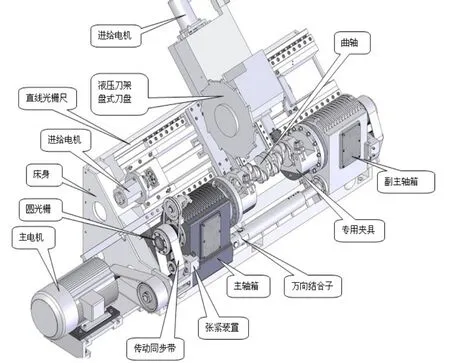
图2 结构主视图
在图中,主副主轴箱位于机床的前方,偏心工装安装在各自的主轴上,工装之间装夹曲轴。主电机通过同步带减速驱动I轴,然后通过I轴及其传动杠将动力一起传递到主副主轴上,有效保证了两主轴的同步。专用曲轴连杆颈加工刀具安装在其专用的液压刀具系统上,通过伺服电机驱动滚珠丝杠在滚柱式重载直线导轨上移动[6],对外圆、端面、圆弧等处进行车削。
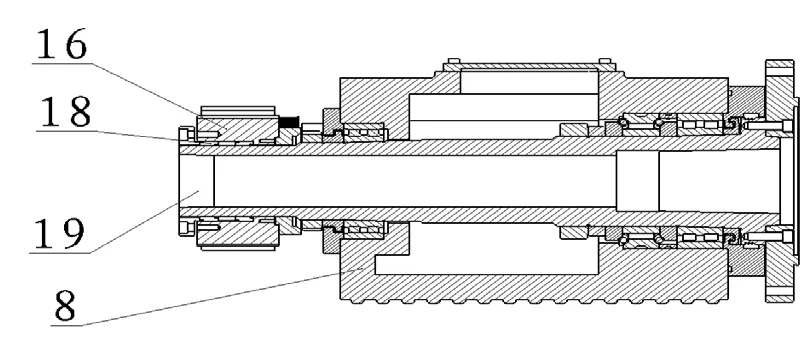
图3 结构后视图
图3中,8为前主轴箱,16为主轴同步带轮,18为主轴带轮涨套,19为主轴。
2.3.2试车加工精度分析
对工件进行曲轴加工,测量随机选择优化前与优化后工件经三坐标测量仪进行检测,需要加工零件图如图4所示。
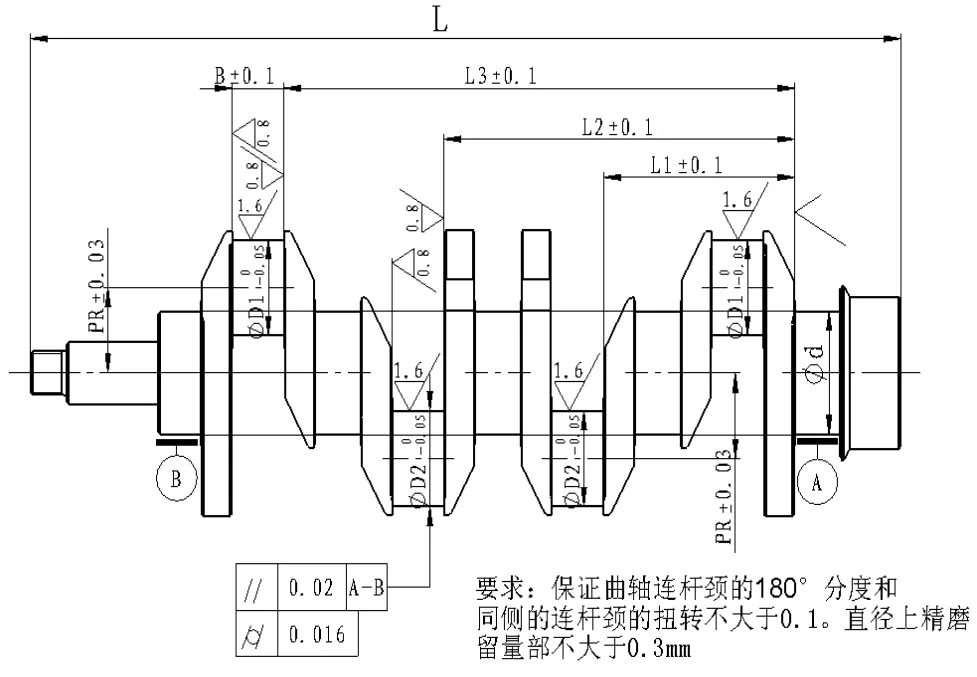
图4 零件图
选用特殊刀具对以上工件内弧进行加工[8],要求工件加工精度小于等于0.01°
随机挑选5件零件分别在普通机床与增加机床优化后的机床上进行车削,前后工件精度误差结果如表1所示。
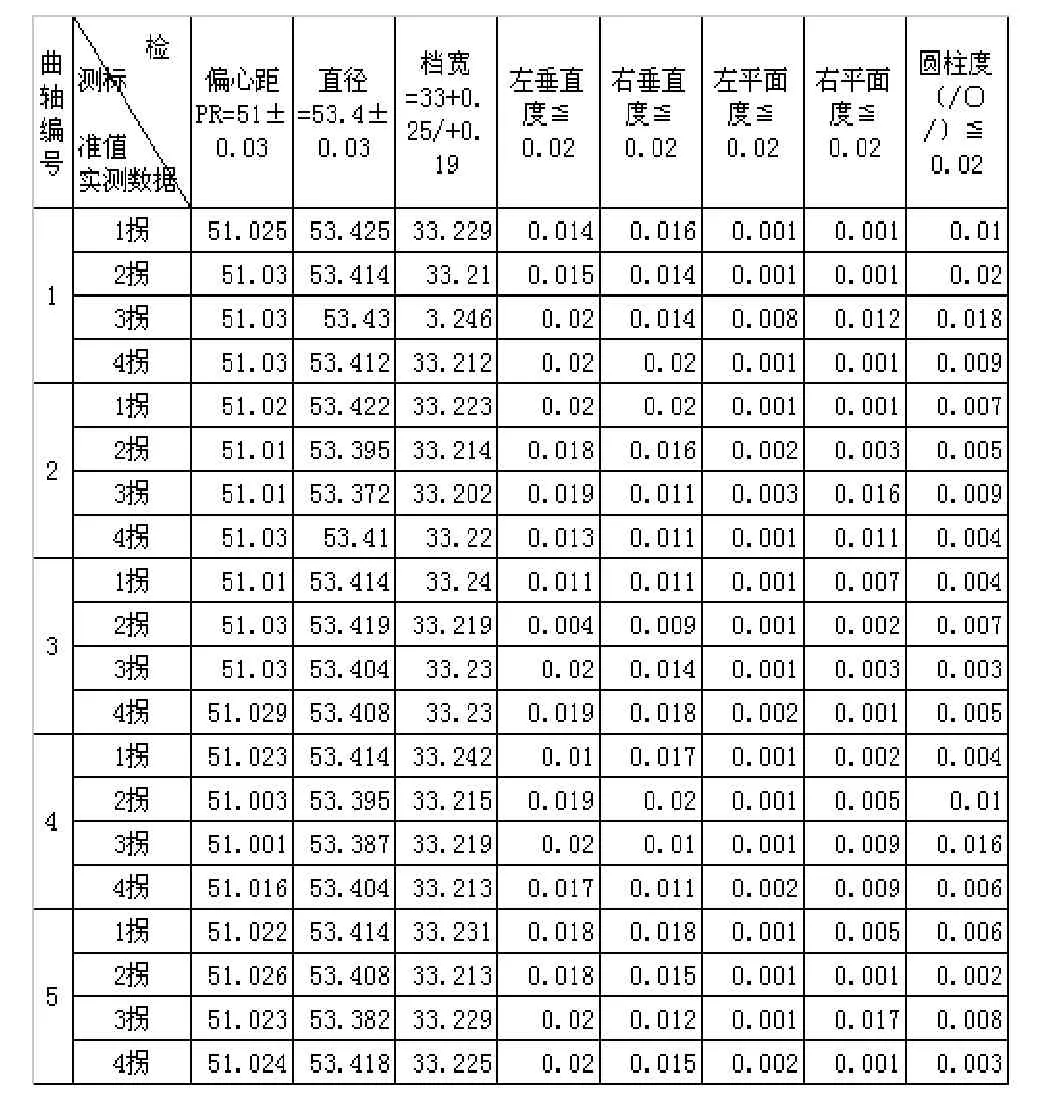
表1 工件加工精度表
3 结果
从以上数据得出结果,工件加工左右垂直度符合尺寸公差标准,左右平面度在误差范围内。同时有保证了工件的圆柱度,尺寸一致性良好。
4 结论
曲轴连杆颈数控车床选用双级同步带减速结构,数
【】【】控系统采用西门子828D配全闭环(伺服轴配海德汉光栅尺),这种结构在大大降低了主轴驱动同步带的传动误差的同时,又增强了前、后主轴驱动系统误差可调整性[7]。
参考文献:
[1] 余峰浩.谈数控加工中心的安装与调试[J].机械工程与自动化.2006,02(3):17-20.
[2] 王桂芳.现在数控机床的测量系统-光栅尺[J].机床于金属加工2007,10(2):32-37.
[3] 周世红.光栅尺用于角度基准研究的电子学设计和实践[J].光学机械,2008,05(11):03-07.
[4] 陈林,冯伟亭.西门子828D系统在数控铣床中的应用分析[J].2014,01(18):40-43.
[5] 赵人杰,马文礼.利用误差谐波补偿法提高金属圆光栅测角精度[J].仪器仪表用户,2009,16(3):25-29.
[6] 范继红,黄国辉.如何选择数控加工中心的夹具、刀具[J].现代机械装备,2009,01(8):57-59.
[7] 濮良贵,继明刚.机械设计[M].8版.北京:高等教育出版社.2006.
Application analysis of crankshaft connecting rod neck CNC lathe based on SIEMENS 828D system
ZHENG Cui-cui, LI le
中图分类号:TH122
文献标识码:A
文章编号:1009-0134(2016)05-0161-02
收稿日期:2016-02-18
基金项目:国家实用新型专利:曲轴连杆颈数控车床主轴双极同步带减速传动结构(ZL 2014 2 0121334.X)
作者简介:郑翠翠(1983 -),女,硕士,从事数控机床电气自动化研发与调试工作。