
基于ABAQUS的造型过程砂箱应力分析
2016-07-25 02:16郑洪亮颜廷亮丁苏沛田学雷山东大学材料科学与工程学院山东济南5000济南铸造锻压机械研究所有限公司山东济南50306
铸造设备与工艺 2016年1期
罗 杰,郑洪亮,颜廷亮,丁苏沛,田学雷(.山东大学材料科学与工程学院,山东济南 5000;.济南铸造锻压机械研究所有限公司,山东济南 50306)
基于ABAQUS的造型过程砂箱应力分析
罗杰1,郑洪亮1,颜廷亮1,丁苏沛2,田学雷1
(1.山东大学材料科学与工程学院,山东济南250100;2.济南铸造锻压机械研究所有限公司,山东济南250306)
摘要:利用数值模拟软件ABAQUS建立造型过程中砂箱的有限元模型,获得了砂箱在造型过程中的应力分布及变形情况,校核了砂箱的强度,为结构优化提供数据支持。
关键词:砂箱;有限元模型;应力分布;ABAQUS
静压造型过程中,通过在铸型上部瞬间导入定压的压缩气流进行气流预紧实,然后通过多触头压实机构对型砂进行压实紧实[1]。型砂在通过压实机构进行紧实时,砂箱四壁也会受到一定程度的作用力,引起砂箱变形。通过有限元软件ABAQUS对砂箱进行静力分析,便可获得造型时砂箱的应力分布及变形量,从而为砂箱的改进设计提供理论依据。
1 ABAQUS简介
ABAQUS是国际上最先进的大型通用有限元计算分析软件之一,具有广泛的模拟性能。有众多单元模型、材料模型、分析过程等,可以用来分析各种领域的问题,如结构力学、固体力学、岩土力学等等。ABAQUS有功能强大、非线性分析功能、丰富的单元库和材料模型库、良好的开放性等优点[2]。同所有有限元软件一样,ABAQUS有限元分析包括前处理、模拟分析计算、后处理三个步骤。
2 砂箱ABAQUS有限元分析模型的建立
有限元结果的准确度决定于有限元模型网格质量的好坏,载荷处理、边界条件与实际工况的符合程度等众多因素。因此有限元模型的建立非常重要,既要合理简化模型,减少工作量,又要保证计算结果的准确度。文中砂箱有限元模型的建立基于以下假设,砂箱四壁所受的水平压强相等,大小为压实比压的0.3~0.5倍,实际生产中压实比压为P=1×10-6Pa.
2.1砂箱三维模型建立
本文采用UG建立砂箱三维模型,再导入ABAQUS进行有限元分析。砂箱是由多块钢板焊接而成的焊接件,要准确对焊接件进行受力分析,可以对每一个焊接部件分别进行建模,然后装配。但是以上处理方法存在接触过多,可能会导致计算结果不收敛,且计算量大。本文将砂箱当做一个整体来进行建模,此外还消除了模型中较小的倒角、倒圆,以提高网格质量。砂箱三维模型如图1所示。
2.2划分网格
网格质量直接影响求解精度及结果收敛性,因此网格划分是分析过程中重要环节之一。运用ABAQUS强大的网格划分功能,通过在模型上设置全局种子,使用了C3D10M(二次10节点4面体单元[3])进行了网格划分,网格数量在37万左右,网格划分如图2.

图1 砂箱三维模型图
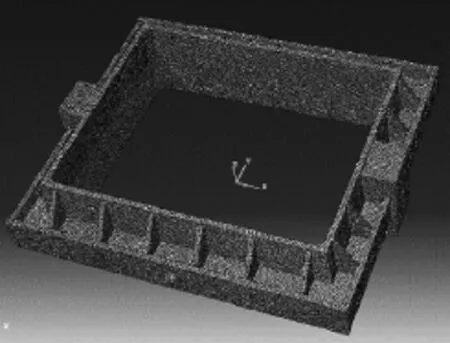
图2 砂箱网格划分图
2.3有限元分析条件设定
有限元分析条件主要包括分析单元、材料属性、边界条件以及模型的受力状况。本文中砂箱材料为16 Mn,为线弹性材料,密度为7.87 g/cm3,弹性模量为212 000 MPa,泊松比0.31,砂箱下表面施加固定边界条件。假设砂箱四壁所受的水平压强大小为压实比压的0.3~0.5倍,实际生产中压实比压为P=1×10-6Pa,因此砂箱受力条件为在砂箱内表面上施加0.333 MPa的压强,持续时间2 s.
3 计算结果及分析
3.1应力分布
工程中,受力构件应力状态比较复杂,解决这类问题通常会依据四个强度理论。第三强度理论认为最大切应力是引起材料屈服破坏的主要因素,适用于塑性材料,但它没有考虑到其他两个主应力的影响;第四强度理论认为决定材料塑性屈服破坏的因素不仅仅是最大切应力,而应是三个主切应力的均方根[4-5]。
16 Mn是低合金钢,属于塑性材料,适用于第三、四强度理论,鉴于第四强度理论的全面性,本文使用Mises应力来评估单元和节点的受力状况。砂箱内壁承受0.333 MPa的压强,持续时间为2 s.载荷加载完成之后,即t=2 s时Mises等效应力分布如图3,图4,图5.
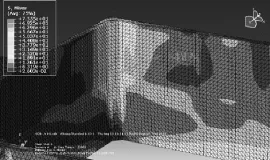
图3 Mises等效应力分布1

图4 Mises等效应力分布2
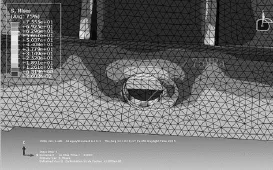
图5 Mises等效应力分布3
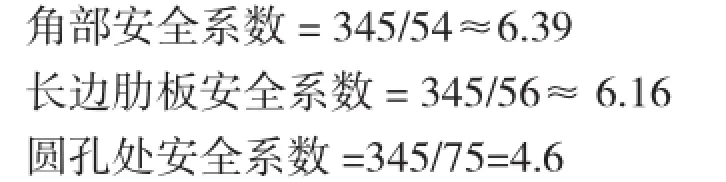
由图可见,造型过程中,砂箱内侧边角连接处、砂箱长边两侧肋板与外侧挡板的连接处以及砂箱正面圆孔处出现了不同程度的应力集中,大小分别为54 MPa,56 MPa,75 MPa,用安全系数来进行强度校核,表达砂箱工作时的安全情况。安全系数定义为材料屈服强度除以该位置的Mises等效应力。16 Mn低合金钢屈服强度为345 MPa,由此可得:
3.2变形分析
砂箱刚度不足,造型过程中可能会造成砂箱的变形,变形严重会影响铸件的尺寸。本文用单位长度上砂箱的变形量来衡量砂箱的变形,德国的KW公司认为砂箱变形量应该控制在0.1 mm/m~0.15 mm/m范围内。日本有人提出,应把砂箱的变形量控制在0.25 mm/m~0.37 mm/m以内,目前来说没有一个关于变形量的标准,一般认为变形量在0.15 mm/m~ 1 mm/m之间对铸件尺寸没有影响。
文中载荷加载完成之后,砂箱变形量如图6所示,X轴方向变形量如图7所示,Y轴方向变形量如图8所示。
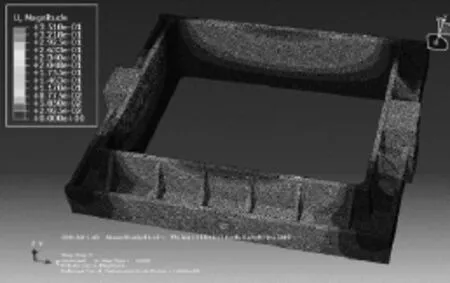
图6 砂箱整体变形量
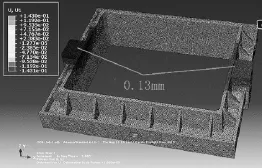
图7 X方向砂箱变形量
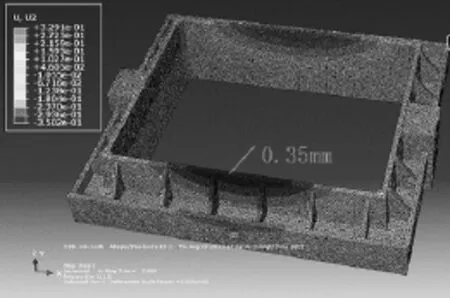
图8 Y方向砂箱变形量
由三个图可以看出,砂箱最大变形处位于整个砂箱的长边和短边的中间位置处。X轴方向最大变形量为0.13 mm,位于砂箱短边中间位置;Y轴方向最大变形量为0.35 mm,位于砂箱长边中间位置。单位变形量为单位长度上砂箱的变形量,即砂箱单边变形量与单边长度的比值(mm/m).砂箱长边长度为1.02 m;短边长度为0.80 m.那么长边单位变形量为:0.35 mm/1.02 m≈0.34 mm/m;短边单位变形量为0.13 mm/0.80 m≈0.16 mm/m.
4 结论
运用ABAQUS有限元分析软件对砂箱造型过程进行分析,可以较为精确地分析出砂箱各部位应力分布及变形状况,从而为砂箱的结构设计及优化提供充分的理论数据,工程中可以有效降低设计成本,缩短设计周期。由计算结果得出以下结论:
1)造型阶段,砂箱内侧边角连接处、砂箱长边两侧肋板与外侧挡板的连接处以及砂箱正面圆孔内部出现了应力集中,但通过应力校核,三处工作安全系数较高,不影响砂箱的正常使用。
2)砂箱单位变形量最大处为0.34 mm/m,不会影响铸件尺寸。
参考文献:
[1] 蔡济昊.静压造型技术的发展[J].中国铸造装备与技术,1999 (5):7-10.
[2] 杨曼娟.ABAQUS用户材料子程序开发及应用[D].武汉:华中科技大学,2005.
[3] 石亦平,周玉蓉.ABAQUS有限元分析实例详解[M].北京:机械工业出版社,2006.
[4] 刘鸿文.材料力学[M].北京:高等教育出版社,2004.
[5] 冯维明,张敦富,王玲华,等.工程力学[M].北京:国防工业出版社,2010.
中图分类号:TG242.1
文献标识码:A
文章编号:1674-6694(2016)01-0033-03
doi:10.16666/j.cnki.issn1004-6178.2016.01.010
收稿日期:2015-10-27
作者简介:罗杰(1990-),男,硕士研究生。
Stress Analysis of Flask during Moulding Process Based on ABAQUS
LUO Jie1,ZHENG Hong-liang1,YAN Ting-liang1,DING Su-pei2,TIAN Xue-lei1
(1.School of Materials Science and Engineering,Shandong University,Jinan Shandong 250100,China;2.Jinan Foundry and Metalforming Machinery Research Insitute CO.,LTD.,Jinan Shandong 250306,China)
Abstract:In the article,the numerical simulation software ABAQUS is used to build finite element model of flask.The stress distribution and deformation are shown.At the same time the strength of the flask is examined,which will provide data support for the structure optimization.
Key Words:flask,finite element model,stress distribution,ABAQUS
