
一种平面连杆机构在装配工装中的应用
2016-07-26 06:56孙丽华
中文信息 2016年3期
李 涛 孙丽华
(1.沈阳飞机工业(集团)有限公司工装设计所,辽宁 沈阳 110850;2.辽宁经济管理干部学院,辽宁 沈阳 110122)
目前根据飞机产品的结构、重量及产品质量等要求,在飞机零、部件的装配、铆接完成后,从夹具下架一般采取两种方法:一是产品开敞性好,按照工艺要求可以直接或间接的利用的产品上的某些关键轴、孔或者选择产品某一部位等作为支撑点,利用厂房内的起吊设备并配以专用的吊具间接将产品从夹具上下架。二是产品的开敞性不好,下架困难、且产品要求在下架过程中不允许损伤等,需要工装设计部门设计专用的机构或者设备,辅助产品顺利下架。本文主要以圆桶形封闭产品为例,阐述一种连杆机构在产品完成装配任务后下架的应用。
一、产品的结构特点
产品零件(如图1)是一个截面是“T”形的圆桶形封闭零件,该工序是通过其上的定位孔定位,然后按图要求将上部的钻模孔制出并铰孔,最后实现产品零件下架。该零件下架过程中要求零件不能有划伤,磕碰,保证零件以高质量交付。
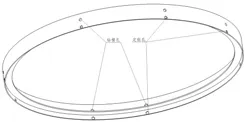
图1 一种圆桶形封闭产品结构示意图

图2 圆桶形封闭产品钻孔工装结构图
二、钻孔夹具的设计
基于该产品零件的结构及交付要求,我们设计出了该圆桶形封闭产品钻孔工装(如图2)所示,该工装主要有13个组件组成,分为三部分:
一是框架支撑部分由1、2号件,1号件为框架由方钢管焊接组成,顶部根据产品零件形状设计成环形平板与方钢管焊接而成,形式类似于饭店的“餐桌”,该结构基础稳定、不易受外力冲击发生倾覆;2号件为支座主要为3号件蜗轮蜗杆举升机提供支撑及紧固作用,它们合起来主要功能是提供产品及附属工装上组件的定位支撑作用。
二是产品下架部分由3-6及8、9、11、12、13号件组成,3号件蜗轮蜗杆举升机为工装动力输入的“源泉”为四连杆提供输入动力;4-6及8、9、11、12、13号件是四连杆机构的组成部分,其设计的依据是根据使用要求及空间距离,按照机械原理中的平面连杆机构取舍各件的自由度及实际制造的加工困难程度确定各件结构及尺寸。根据产品的形状特点,我们设计了八组连杆机构,使产品在下架时尽量满足顶出力均匀分布在产品零件上。该部分主要功能是为产品下架提供动力及下架时的保证产品距离支撑平板有足够的空间方便工人伸手拿取。通过该机构四连杆机构能够方便的零件从工装上取出而不损伤零件,保证产品的合格率。
三是钻孔及压紧部分由10、7号件组成,10号件钻模板其上有上下两个孔,上部为钻模孔,下部位定位孔,该两处孔是根据标准平板上的对合孔协调制造,在安装时将标准平板至于工装上固定按照平板上的孔对应协调安装10号件;7号件压紧组件按照产品等分安装10组,保证产品在钻孔时不发生蹿动,引起加工误差。
三、下架四连杆机构的力学特性
1.速度特性
由于该下架机构下架顶杆分布比较均匀,能够较好的使产品受力均匀,当蜗轮蜗杆举升机(3号件)以2mm/s的速度向下运动时,8号件下架顶杆通过软件模拟发现该件的运动速度如图3所示,通过图3可以发现该结构产生的线速度为抛物线形式,变化比较均匀,能够满足下架使用要求。
2.加速度特性
由于产品质量一般不超过50Kg,当蜗轮蜗杆举升机(3号件)以2mm/s的速度向下运动时,8号件下架顶杆通过软件模拟发现该件的运动加速度如图4所示,通过图4发现加速度a最大为10X10-6m/s2,由牛顿第二定律可知机构产生的外力F=ma可知F最大为5X10-3牛顿,产生的加速度非常小,可以忽略。
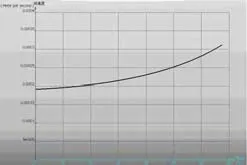
图3 下架顶杆速度与时间关系

图4 下架顶杆加速度与时间关系
四、结论
通过该四连杆机构的动力学特性可以发现,该机构的运动非常平缓,冲击性极小,因而该结构可以推广至很多行业,也可以加大机构的尺寸或选择更改电动、液压驱动方式,满足不同速度、不同推力的结构要求。
猜你喜欢
中国特种设备安全(2021年5期)2021-11-06
模具技术(2021年5期)2021-10-13
机械设计与制造工程(2021年3期)2021-04-16
锻造与冲压(2020年13期)2020-07-09
中国特种设备安全(2019年8期)2019-10-14
中国蜂业(2018年6期)2018-08-01
船海工程(2015年4期)2016-01-05
邵阳学院学报(自然科学版)(2015年2期)2015-06-05
机械工程师(2015年10期)2015-02-02
