
浅谈铸造车间熔炼工部的自动化
2016-07-30 08:39刘宏亮吴向军中国汽车工业工程有限公司天津3003中铁山桥集团有限公司河北秦皇岛06605
铸造设备与工艺 2016年2期
刘宏亮,吴向军(.中国汽车工业工程有限公司,天津 3003;.中铁山桥集团有限公司,河北 秦皇岛 06605)
·铸造设备/Foundry Equipment·
浅谈铸造车间熔炼工部的自动化
刘宏亮1,吴向军2
(1.中国汽车工业工程有限公司,天津300113;2.中铁山桥集团有限公司,河北 秦皇岛066205)
从车间设计的角度对铸造车间熔炼工部的工艺流程、熔炼自动化装备使用情况进行了归纳总结和简单介绍,并对熔炼工部的布置形式进行了简单说明。
熔炼工部;电炉;自动化装备;布置形式
随着铸造装备水平和安全环境标准的提高,以及人力资源成本的不断增长,铸造企业对自动化和安全环保提出了更高的需求,作为为铸造车间造型工部提供优质铁液的熔炼工部,其生产环境温度高、环境差、劳动强度大、安全度低的现象越来越受到铸造企业的重视,如何提高熔炼工部的自动化,改善生产环境已成为车间设计人员在车间规划初期需要考虑的重要事宜。本文以近年来使用较多的“一拖二”中频无芯感应熔炼电炉(以下简称“电炉”)生产灰铸铁铸件为例,就铸造车间熔炼工部的自动化进行简单介绍,以供车间设计人员参考。
1 熔炼工部的工艺流程[1]
简单地说,铸造车间对熔炼工部的最基本要求就是如何稳定、按需向造型工部提供合格铁液。一个合理的熔炼工部,其工艺流程应在满足铁液质量要求的前提下,使造型工部的能力最大程度地发挥出来。典型的熔炼工部工艺流程见图1.

图1 典型的熔炼工部工艺流程图
2 熔炼工部的自动化装备
近年来,国内外的铸造装备制造厂家根据熔炼工部的生产环境开发出了一些自动化装备,投入使用后取得了较好的使用效果,既提高了劳动生产率,又减轻了工人的劳动强度,改善了生产环境,为铸造企业创造了效益。
2.1电炉熔炼控制的自动化[2]
目前,电炉熔炼的自动化控制技术应用已非常广泛,电炉操作人员通过“熔炼管理器”的键盘和数显就可以监测和控制从装料熔炼到出铁液的整个熔炼过程,包括自动烧结炉衬、自动冷炉启动、自动控制熔炼或升温过程、自动故障诊断和系统报警显示、以及精确熔炼和保温控制等,同时这些自动化控制技术也为车间的精益生产管理提供了数据。
2.2电炉加配料的自动化[2-3]
目前,电炉加配料的自动化控制技术应用也非常广泛,基本上新建或熔炼改造项目都与电炉进行了配套。电炉的炉料一般包括两类:第一类是生铁、废钢(或切削块)以及企业内部回收的浇冒口和废铸件等回炉料;第二类是硅铁、锰铁、硫铁等铁合金和增碳剂。对于第一类炉料,炉后跨一般设置日耗库,各种炉料分别储存于料池中,加配料时,采用“行车+电磁吸盘+无线微机配料系统”根据配料单从相应料池内自动吸取相应重量的炉料并自动加入振动加料车内,再通过振动加料车自动加入电炉炉体内。对于第二类炉料,炉后跨一般设置各种铁合金和增碳剂的日耗料仓,采用移动式称量装置自动根据配料单配料,配好后的炉料经自动提升和水平输送转运到相应的振动加料车上方,根据振动加料车的配料状态放料到振动加料车上的合金斗内,随第一类炉料自动加入电炉炉体内。
电炉自动加配料系统实现了自动称量、自动补偿、自动配料、机械化加料、自动定位、自动配合金等功能,并能与光谱分析仪等仪器联机实现成分自动调整,由上位计算机在控制室内集中监控、管理、分析、记录、储存,从而使铁液成分稳定、配料合理。
2.3铁液输送的自动化
高温铁液的输送一直是铸造企业比较困扰的难题,以往一般采用旋转叉车或“行车+电动平车”的运输方式将合格铁液由电炉出铁口转运到造型工部浇注,出铁液、扒渣、与浇注机衔接、倒残留铁液等工序全程均由工人参与其中,存在安全度低、转运效率不高等现象。近年来,随着自动化技术的发展,有两种铁液自动输送装置在实际生产中逐渐被使用,一种是铁液自行葫芦自动输送装置,另一种是铁液地轨自动输送装置。
1)铁液自行葫芦自动输送装置
该装置一般采用电动自行小车下挂冶金电动环链葫芦的结构提升和输送铁液包,建议为环形轨道输送。该装置具有平面输送、垂直升降、浇包防晃和积放存储等特点,可以完成从电炉接铁液开始到加入/进入造型工部浇注机的自动准确运行,主要包括电动自行小车及冶金电动环链葫芦(根据铁液包容量和工艺时间确定小车及葫芦规格、数量)、铁液包及脱包盖装置、称重系统、倒残留铁液装置、供电线路(一般采用安全滑触线)、电气控制系统、安全防护设施、轨道及各种道岔、支撑钢结构吊架等。国内某铸造企业的铁液自行葫芦自动输送装置见图2.

图2 铁液自行葫芦自动输送装置
2)铁液地轨自动输送装置[2,4]
该装置使用集升降、倾翻、平移、包盖一体的转运小车与预设轨道相结合方式完成从电炉接铁液开始到加入/进入造型工部浇注机的自动准确运行,主要包括铁液接收转运小车、铁液二次转运小车(可能不需要,与电炉和造型线的布置形式有关)、铁液包、称重系统、倒残留铁液装置、供电线路(一般采用安全滑触线)、电气控制系统、安全防护设施及轨道系统等。国内某铸造企业的铁液地轨自动输送装置见图3.

图3 铁液地轨自动输送装置
2.4电炉除尘的自动化
电炉熔炼和出铁液过程中产生的烟尘能否有效收集直接影响着车间的生产环境。以2套“一拖二”熔炼电炉配套1套除尘系统为例对电炉除尘的自动化流程进行简述,图4为典型的电炉除尘系统工艺流程图。
如图4所示,每台炉体的炉盖排风罩后和每台出铁液排风罩后均配备电动风门调节阀,阀门的控制信号由电炉炉体控制系统取得,除尘风量可随炉体的工作状态进行实时调节。在电炉加料和扒渣状态,炉盖排风罩全开,设置电动风门调节阀全开,对应的炉体除尘抽风量最大;在电炉熔化和保温状态,炉盖排风罩闭合,在保证烟气不外逸情况下,避免抽走过多炉体热量,此时设置电动风门调节阀打开30%,对应的炉体除尘抽风量最小;在以上两种状态,炉前出铁液排风罩的电动风门调节阀一直处于关闭状态;在电炉出铁状态,烟气主要由炉前出铁液排风罩进行捕集,在除尘控制系统获得炉体倾转信号时,炉盖排风罩的电动风门调节阀无需全开,保持熔化和保温状态的开度(30%)即可,并设置炉前出铁液排风罩的阀门全开;以上各电动风门调节阀开合度可根据实际运行状态在触摸屏上进行优化调整,以保证除尘效果。

图4 典型的电炉除尘系统工艺流程图
2.5回炉料输送的自动化
净化处理后的回炉料以往多采用叉车装框转运到炉后跨的回炉料池。近年来,由于多数铸造企业的产能不断扩大,各企业内部回炉料的周转次数猛增,叉车转运给不少企业带来了很多不安全因素,如交通安全、炉料安全(雨雪天有进水的可能)等。为了尽量减少企业内部回炉料的周转次数,在车间设计时多采用机械化设备自动将回炉料输送到炉后回炉料池,常见的有鳞板输送机和单轨自行葫芦。鳞板输送机一般适用于回炉料材质品种较少(最多2种),输送距离不大于100 m的情况,如输送距离超过100 m时要采用多台设备分段输送;单轨自行葫芦对回炉料材质品种和输送距离没有要求,并能够实现1套系统将多个受料点的回炉料自动转卸到不同回炉料池的功能,其结构形式与铁液自行葫芦自动输送装置类似。
在不久的将来也许会有其他全自动的输送方式应用于实践,如AGV无人搬运小车。具体采用哪种输送方式更合理,还要根据车间整体布置形式进行合理设计。另外,考虑到安全、噪音、粉尘等问题,建议在车间设计时将回炉料的净化处理装置单独布置在一个与其他工部隔离的空间,最好靠近铸造车间的熔炼工部或清理工部。
2.6送样的自动化[1]
为缩短送样及报送分析结果的时间和人力,不少铸造企业采用风动送样装置将试样从炉台上的取样处发送到快速分析室,分析好的试样数据通过网络及数据线将分析结果直接显示在炉前显示屏和熔炼配料计算机上。风动送样装置最大输送距离可达2 000 m,输送速度可达20 m/s~30 m/s,由收发柜(炉台和快速分析室各1台)控制柜、输送管道和试样盒等部件组成。
熔炼自动化装备还有机器人自动扒渣、一次孕育剂自动加料等,在保证安全、改善生产环境和提高产品质量方面都有积极作用,但是现阶段实施难度较大,国内目前基本没有应用,有待于今后继续提高改进并应用。
3 熔炼工部的布置形式[1]
有了先进的熔炼自动化装备,没有合理的熔炼工部布置,在实际生产中未必会有理想的效果,因此,熔炼工部的布置也同样重要。一个合理的熔炼工部布置,应满足向浇注段运送铁液的路线尽可能短,尽量做到不二次转运和无干扰,以及环保设施和辅助设备方便布置。以下以1条潮模砂静压造型线配套2套“一拖二”熔炼电炉为例对熔炼工部的布置形式进行说明,按与造型线的位置关系,归纳起来主要有以下2种形式较为常见。
1)“一”型布置形式,见图5.
2)“L”形布置形式,见图6.
在熔炼工部布置时,除如图5、图6中所示的主要设备外,其他设备和设施也应统筹考虑、妥善布置,如炉前快速分析室、风动送样装置、烤包装置、电炉循环水冷却系统、电炉变压器、电炉高压柜间、电炉除尘系统、电炉地下室通风系统、电炉应急水系统、应急发电装置等。
当然,熔炼工部的布置形式是灵活多变的,受场地条件和熔炼设备类型的限制,具体采用哪种布置形式最合理,还要根据车间整体布置需要进行详细设计。
4 结语
对于铸造车间,熔炼工部至关重要,从源头上决定着铸件的质量水平,因此工艺方案必须设计合理,尽量从装备上保证铁液能够稳定、按需供给造型工部。目前,铸造车间熔炼工部的自动化在国内还处于起步发展阶段,熔炼自动化装备的使用率和普及率还不高,仅在少数铸造企业和一些铸造企业的个别工序进行了生产实践。随着社会对安全环保要求的提高、铸造企业人力资源紧张状况的加剧以及数字化铸造厂的建设需求,未来熔炼自动化装备一定会在熔炼工序中逐渐扩大使用范围,并不断完善改进,为铸造企业创造一个更加良好的生产环境。
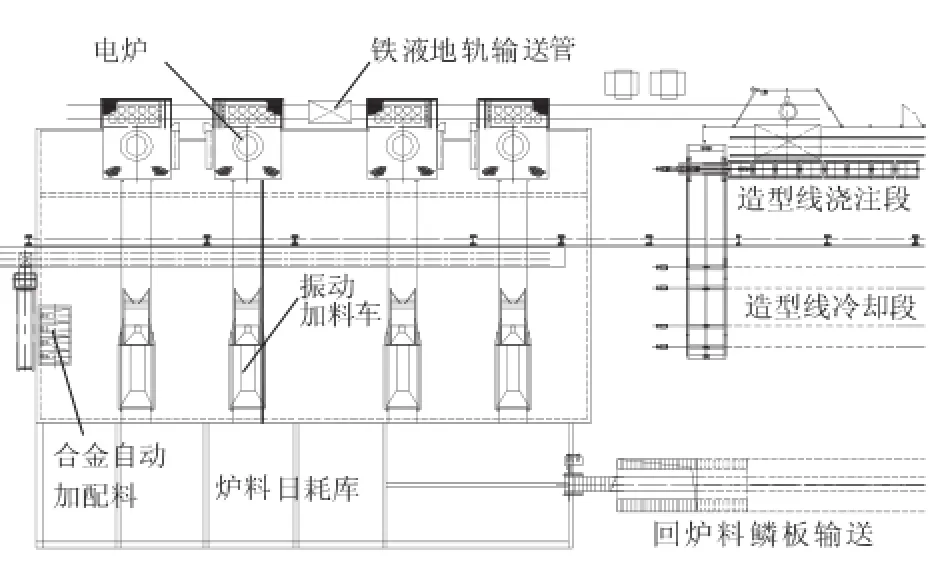
图5 熔炼工部“一”型布置形式

图6 熔炼工部“L”型布置形式
[1]铸造车间和工厂设计手册编委会编.铸造车间和工厂设计手册[M].北京:机械工业出版社,1995:17-90.
[2]汪海峰.熔炼自动化技术在生产中的应用和趋势[J].金属加工:热加工,2015(13):38-39.
[3]郭廷涛.中频感应电炉选用及配套工程设计[J].铸造设备与工艺,2014(02):24-26.
[4]汪海峰,连速.自动化铁液搬运系统实现不倒包浇注[J].金属加工:热加工,2015(11):9-12.
Automation of Melting Department for Casting Workshop
LIU Hong-liang1,WU Xiang-jun2
(1.Automotive Engineering Corporation,Tianjin 300113,China;2.China Railway Shanhaiguan Bridge Group CO.,LTD.,Qinhuangdao Hebei 066205,China)
The paper gives a summary and a simple introduction about process flow,as well as the use of melting automation equipment for melting department of casting workshop from the perspective of workshop design.Meanwhile a simple explanation for the layout of melting department has been given.
melting department,induction furnace,automation equipment,layout
TG232
A
1674-6694(2016)02-0001-03
10.16666/j.cnki.issn1004-6178.2016.02.001
2015-10-29 作者简介:刘宏亮(1979-),男,本科,工程师,主要从事铸造车间工程设计。
猜你喜欢
钢铁钒钛(2022年4期)2022-11-16
中国金属通报(2021年19期)2021-12-24
宝钢技术(2021年1期)2021-12-03
Baosteel Technical Research(2021年1期)2021-11-29
娃娃乐园·综合智能(2019年6期)2019-07-10
铸造设备与工艺(2018年4期)2018-11-01
山东工业技术(2018年3期)2018-01-19
有色金属设计(2015年2期)2015-02-28
有色金属设计(2014年4期)2014-03-11
百家讲坛(2014年9期)2014-02-11
