
基于普通滚齿机Y31350的数控高效化改造设计*
2016-08-31 06:55王伟顺李国斌
制造技术与机床 2016年5期
王伟顺 李国斌
(齐重数控装备股份有限公司,黑龙江 齐齐哈尔 161005)
基于普通滚齿机Y31350的数控高效化改造设计*
王伟顺李国斌
(齐重数控装备股份有限公司,黑龙江 齐齐哈尔 161005)
为提高Y31350普通滚齿机的加工效率,对其进行了数控高效铣齿改造。改造过程以满足高效性和高稳定性为设计原则,分别对机床和加工系统选用合适的伺服电动机和滚珠丝杠,同时选用铣齿专用数控系统。改造后的Y31350在齿轮加工过程中具备了高效率和高稳定性的特点,加工精度符合要求。
普通滚齿机;数控高效化改造;铣齿
在机械加工行业不断向高精度、高速化方向发展,普通滚齿机在加工质量、效率等方面已经跟不上现代化机械加工业的发展步伐。Y31350普通滚齿机是针对齿圈类工件加工的专用设备,其加工速度与产品质量等方面已经很难满足企业发展的要求。通过对Y31350进行数控高速铣齿改造,可以大大提高其加工效率。
1 改造参数
结合Y31350普通滚齿机在生产加工过程中的实际需要,对其在改造后所达到的加工参数如表1所示。
表1Y31350普通滚齿机改造前和改造后参数对比

参数名称改造前改造后主轴转速/(r/min)7~10425~200垂直快速/(mm/min)2001000水平快速/(mm/min)801000主电动机功率/kW18.5(机床主电动机)55(铣削电动机)
2 改造总体设计
Y31350普通滚齿机数控高效化改造主要针对机床和加工系统两大部分:机床改造部分包括铣削主传动系统、水平进给系统、垂直进给系统、工作台分度系统、立柱夹紧系统、工作台夹紧系统;加工系统包括选择一套适用高效铣齿的加工系统、液压控制系统。改造后机床总体结构如图1所示。
3 机床部分改造
3.1机床铣削主传动系统改造
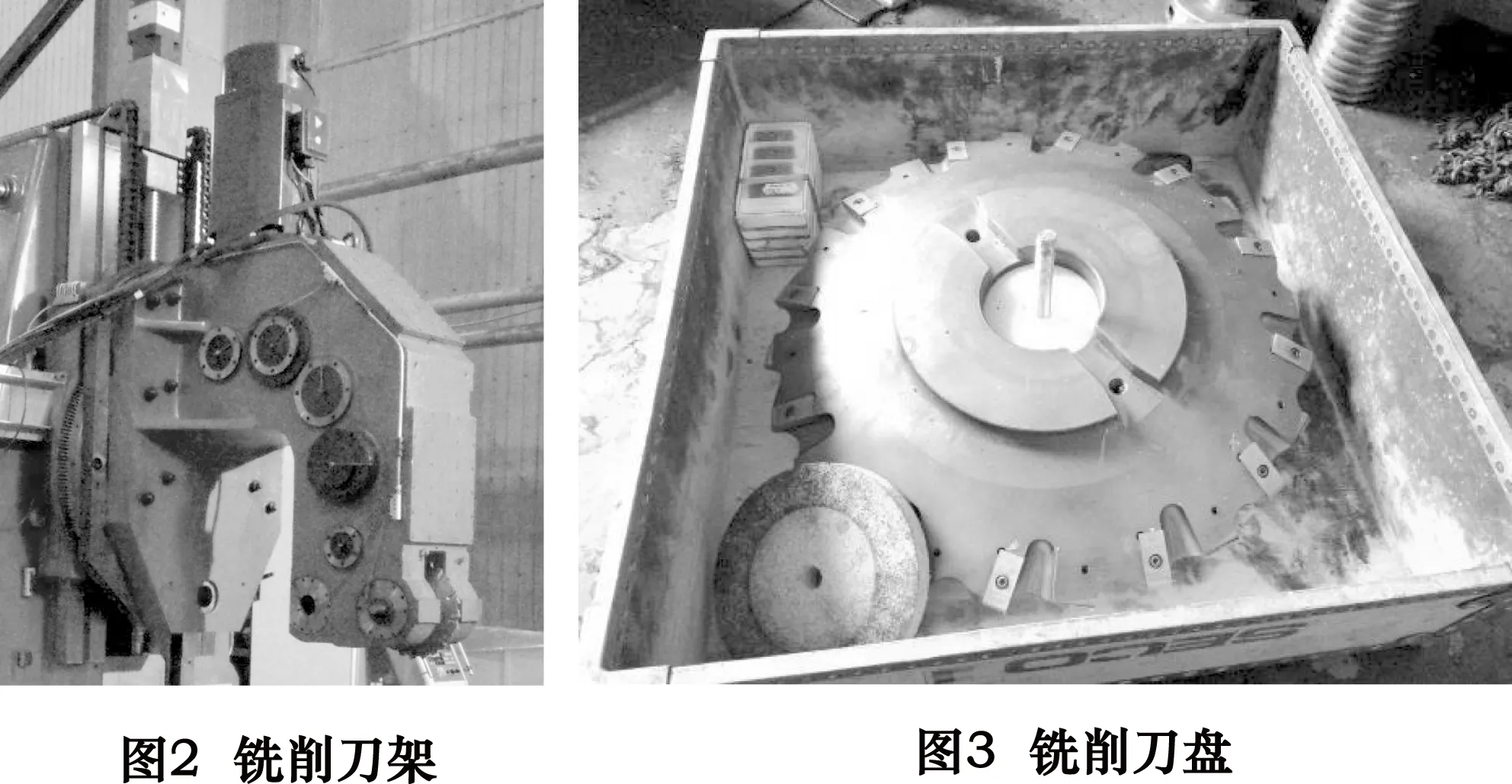
为提高齿轮加工效率,采用大功率、高转速的专用铣削刀架(图2),其传动方式采用主电动机+联轴器+齿轮降速带动铣刀盘(图3)高效加工齿轮,冷却方式采用风冷枪冷却。
3.2机床水平、垂直进给系统改造
断开原集中传动链,增加一套水平、垂直进给系统(图4),包括西门子伺服电动机、减速器、联轴器、滚珠丝杠、支撑座及轴承。
滚珠丝杠的精度直接影响机床的加工精度,经过对丝杠强度校核,水平选用直径100 mm的FFZD10010滚珠丝杠,垂直选用直径120 mm的FFZD12020滚珠丝杠。同时对电动机进行惯量与扭矩校核,水平选用1FT6086 18.5 N·m伺服进给电动机,垂直选用1FT6105 56 N·m伺服进给电动机。
丝杠采用两端固定支撑,一端采用滚针/推力组合轴承,另一端采用三组推力球轴承。

3.3机床工作台分度系统改造
断开原集中传动链,增加一套工作台分度进给系统(图5),包括西门子伺服电动机、减速器、联轴器、电动机轴齿轮、支撑座及轴承。
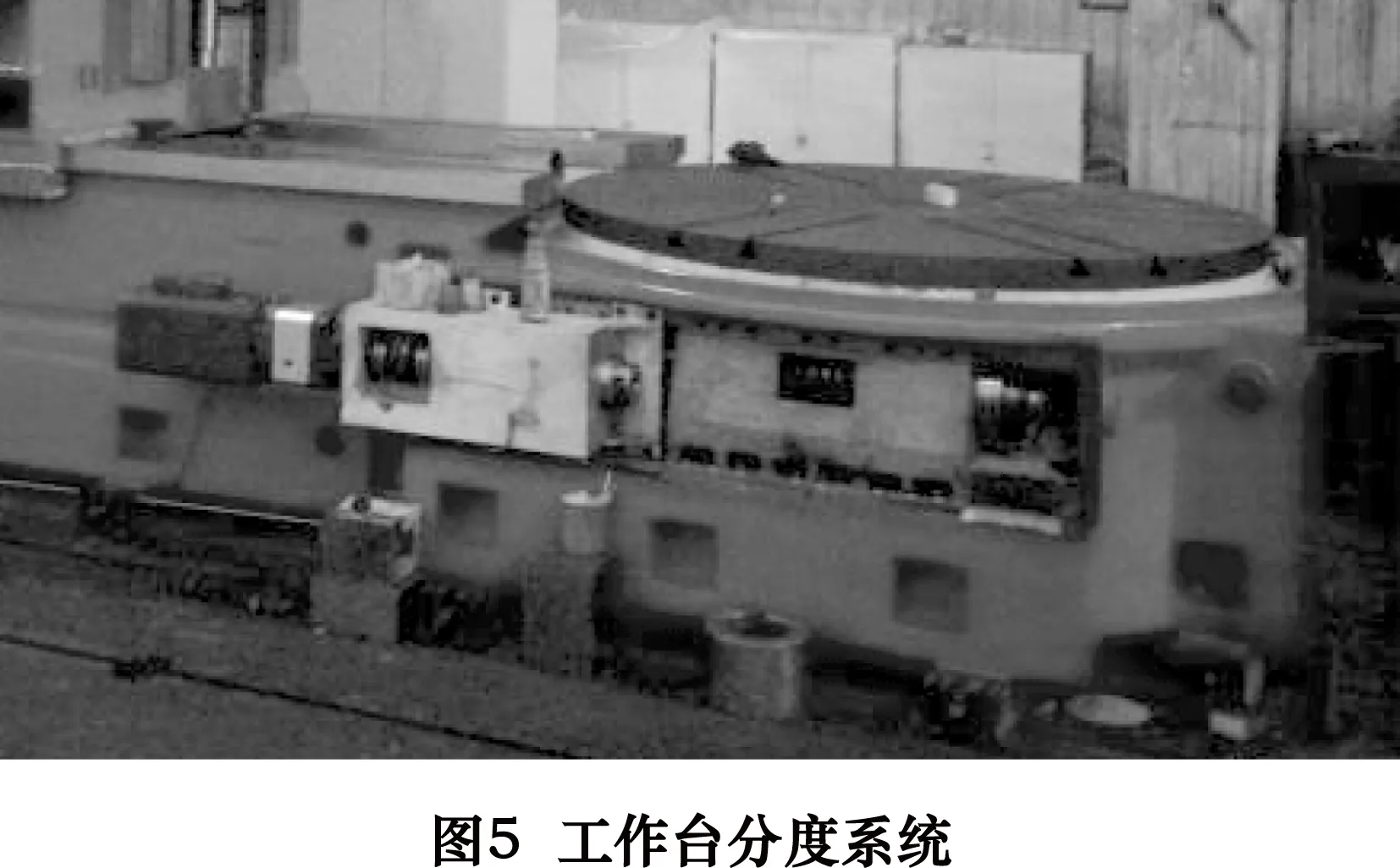
此机床工作台分度系统的传动结构为:电动机把合在减速器上,减速器固定在进给箱体上,减速器输出轴通过联轴器与轴齿轮联接,轴齿轮啮合带动变导程蜗杆旋转,变导程蜗杆带动蜗轮旋转,蜗轮与工作台把合一体,带动工作台旋转分度。
通过对电动机进行惯量与扭矩校核,选用1FT6105 56 N·m伺服进给电动机。
3.4机床立柱、工作台夹紧系统改造
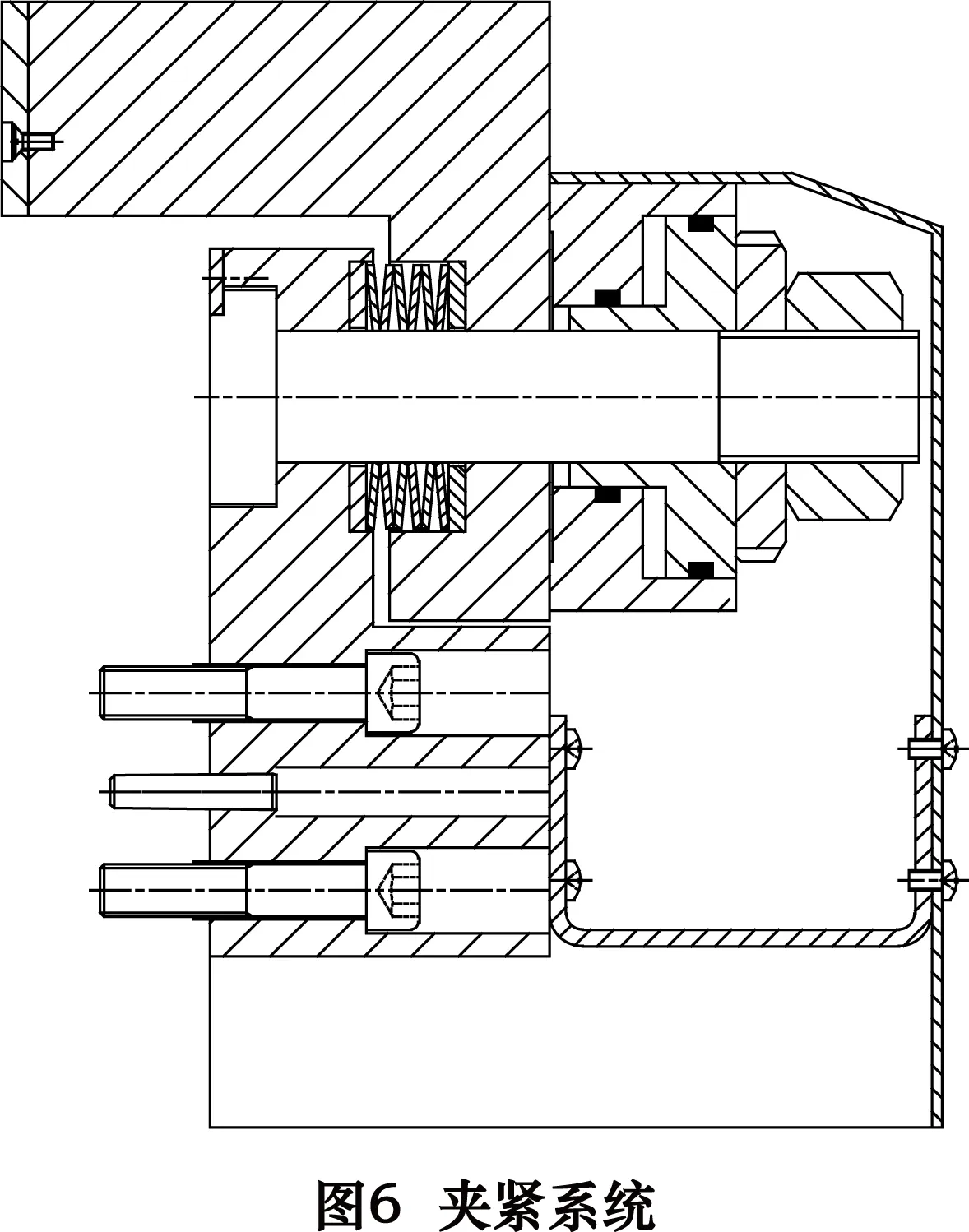
为保证铣削加工精度,在立柱与床身之间、工作台与底座之间增加液压夹紧机构(图6),保证在加工直齿过程中立柱与工作台固定不动。夹紧系统工作原理为:液压来油夹紧,液压停油后叠簧放松。
4 数控系统选用
相对于改装前的Y31350滚齿机而言,数控高效化改造后因主轴转速和进给速度有很大的提升,致使加工效率明显提升,改装方案采用了能保证高效化加工的SINUMERIK 828D数控系统。SINUMERIK 828D系统集CNC、PLC操作界面以及轴控制功能于一体,系统基于80位浮点数的纳米计算精确充分保证了控制的精确性。在铣齿加工中可实现柱形工件加工的智能坐标转换,附带的新功能SINUMERIK MDynamics工艺包能够加工出完美的工件表面和极端的加工时间。
5 改造后使用结果
应用改造后的机床加工齿圈(图7,齿数200,模数12 mm,厚度100 mm,刀盘线速度90 m/min,刀盘进给量1.2 mm/min,刀盘转速80 r/min),通过对整个加工过程的跟踪,得出以下结果:

(1)加工时间由4天缩短至1天。
(2)齿轮加工精度达9级,满足使用要求。
(3)加工的齿面粗糙度达到Ra1.6 μm,满足使用要求。
6 结语
通过对Y31350数控高效化改造,提高了加工效率和设备的运行稳定性。改造后的机床极大程度地满足了用户的要求。取得了良好的经济效益和社会效益。
[1]唐金松.简明机械设计手册[M].3版.上海:上海科学技术出版社,2009.
[2]闻邦椿.机械设计手册:第四卷[M].北京:机械工业出版社,2010.
[3]武永利.滚珠丝杠的选用与校核[J].机械制造与自动化,2003(5):41-43.
[4]张伯霖.高速切削技术及应用[M].北京:机械工业出版社,2003.
[5]高志强; 李宝筏; 滚齿机改造[J].机床与液压,2008(2):39-43.
[6]郁明山.齿轮加工机床,工作台部件[M].北京:机械工业出版社, 2006, 下册(26篇):30-40.
(编辑孙德茂)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Design of CNC high efficiency reform on common hobbing machine Y31350
WANG Weishun, LI Guobin
(Qiqihar Heavy CNC Equipment Corporation Limited, Qiqihar 161005, CHN)
In order to enhance machining efficiency of Y31315 common hobbing machine, do high efficiency reform. Reform procedure satisfies design principle of high efficiency and high stability, choose suitable servo motor and ball screw for lathe and machining system separately, meanwhile, choose milling gear special machining system. The reformed Y31315 has specialty of high efficiency and high stability, machining precision meets requirements.
common hobbing machine; high efficiency reform; milling gear
TG502.3
B
2015-10-08)
160547
黑龙江省杰出青年科学基金资助(JC201318)
猜你喜欢
红豆教育(2021年36期)2021-04-21
大众投资指南(2021年35期)2021-02-16
中国化肥信息(2020年10期)2020-07-22
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年1期)2019-01-14
中国测试(2018年10期)2018-11-17
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
